Спосіб одержання бездислокаційних монокристалів кремнію методом безтигельної зонної плавки
Номер патенту: 8247
Опубліковано: 29.03.1996
Автори: Сілаков Григорій Іванович, Фалькевич Едуард Семенович, Дудченок Володимир Васильович, Червоний Іван Федорович
Формула / Реферат
Способ получения бездислокационных монокристаллов кремния методом бестигельной зонной плавки, включающий выращивание на затравке тонкой "шейки", разращивание конической части монокристалла до заданного диаметра и последующее выращивание цилиндрической части монокристалла диаметром D, при использовании индуктора с внутренним диаметром d, меньшим величины D, отличающийся тем, что разращивание конической части монокристалла до диаметра, равного 0,7-0,8 внутреннего диаметра индуктора производят с уменьшением скорости перемещения зоны расплава по соотношению V = 9-0,26хD, затем на участке разращивания до диаметра, равного 1,0-1,1 внутреннего диаметра индуктора, скорость перемещения зоны расплава поддерживают постоянной, и последующее разращивание монокристалла до заданного диаметра производят при равномерном увеличении скорости перемещения зоны расплава до достижения заданной ее величины, определяемой из соотношения
где V - скорость перемещения зоны расплава, мм/мин;
D -диаметр выращиваемого монокристалла, мм;
d - внутренний диаметр индуктора, мм.
Текст
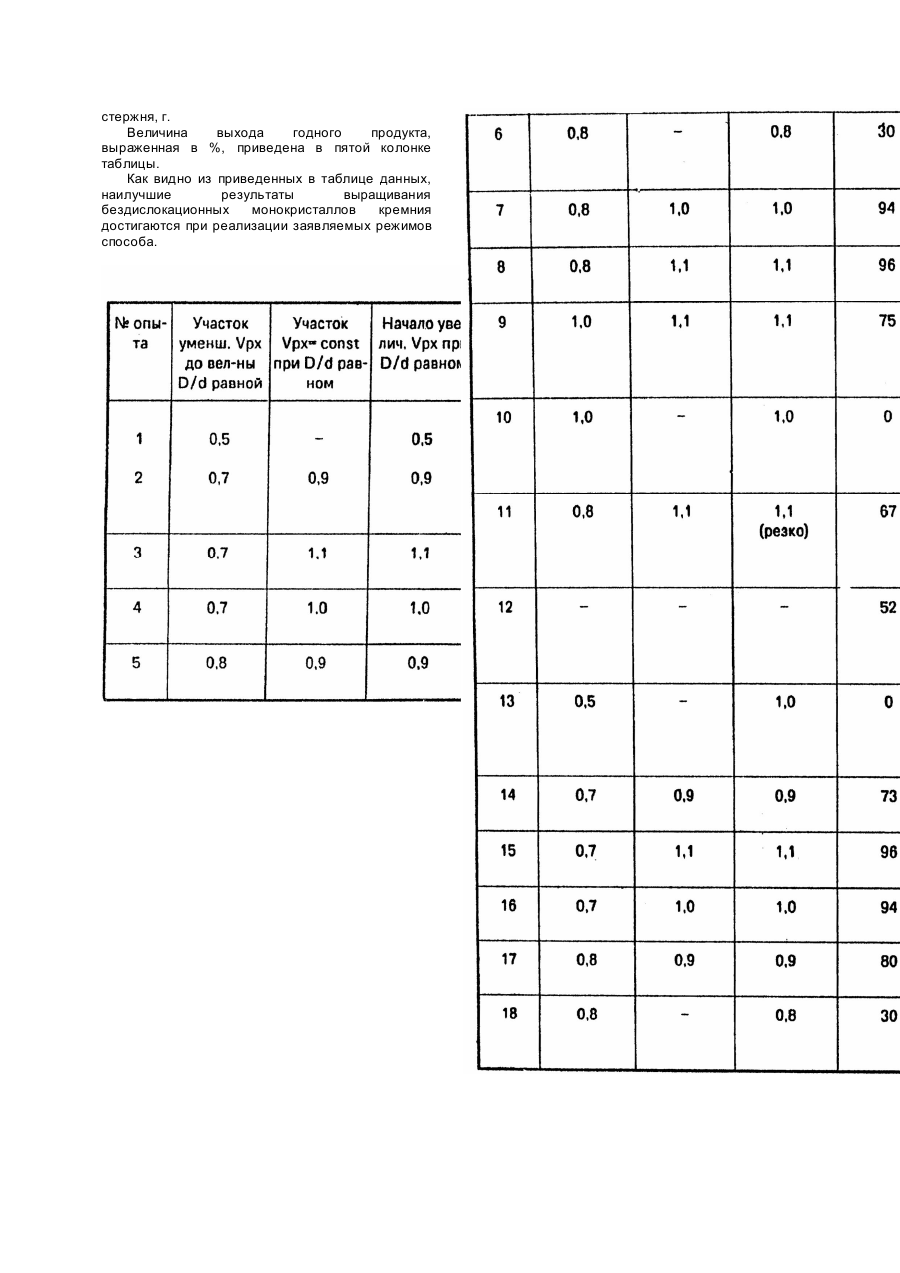
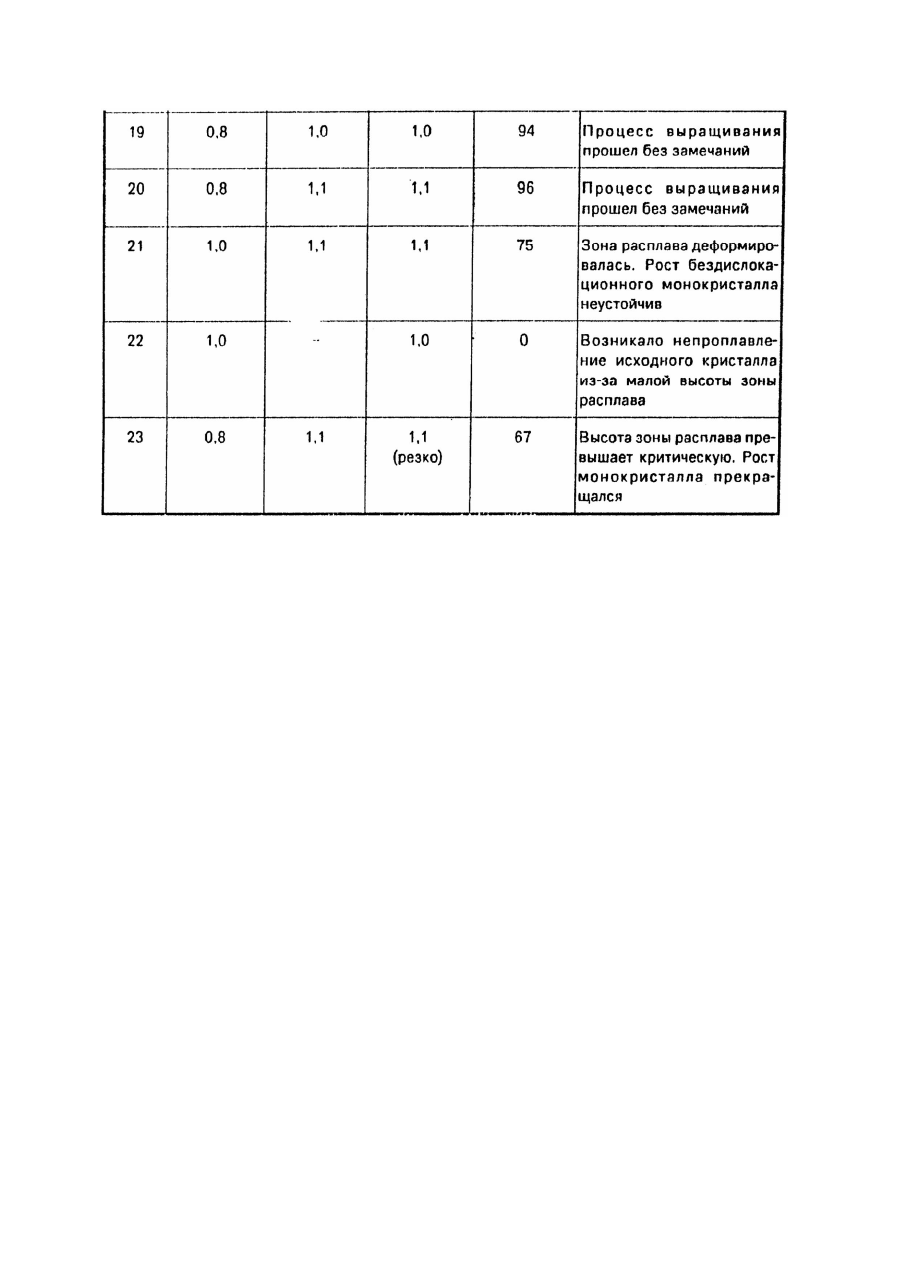
Изобретение относится к металлургии полупроводниковых материалов и может быть использовано при выращивании бездислокационных монокристаллов кремния методом индукционной бестигельной зонной плавки. Известен способ получения бездислокационных монокристаллов кремния методом бестигельной зонной плавки (1). Этот способ включает выращивание на затравке тонкой "шейки", разращивание конической части. монокристалла до заданного диаметра и последующее выращивание цилиндрической части монокристалла диаметром D, при использовании индуктора с внутренним диаметром d, меньшим величины D. Известный способ имеет низкую воспроизводимость процесса выращивания бездислокационных монокристаллов и низкий выход годного продукта. Это обусловлено тем, что процесс выращивания начальной, конической части монокристалла по известному способу создает (из-за отрицательного воздействия электромагнитного поля индуктора) неоднородное тепловое поле в кристаллизуемой части монокристалла и не позволяет оптимизировать получение бездислокационного монокристалла кремния. В основу предлагаемого изобретения поставлена задача усовершенствование способа получения бездислокационных монокристаллов кремния методом бестигельной зонной плавки, в котором новой совокупностью операций (новые режимы) по разращиванию конической части бездислокационного монокристалла кремния позволило бы обеспечить высокую воспроизводимость процесса выращивания бездислокационных монокристаллов кремния заданного диаметра максимальной длины (веса) за счет исключения отрицательного воздействия электромагнитного поля индуктора на близко расположенную поверхность кристаллизации выращиваемого бездислокационного монокристалла. Достигается это тем, что в способе получения бездислокационных монокристаллов кремния методом бестигельной зонной плавки, включающем выращивание на затравке тонкой "шейки", разращивание конической части монокристалла до заданного диаметра и последующее выращивание цилиндрической части монокристалла диаметром D, при использовании индуктора с внутренним диаметром d, меньшим величины D, разращивание конической части монокристалла до диаметра, равного 0,7 - 0,8 внутреннего диаметра индуктора производят с уменьшением скорости перемещения зоны расплава по соотношению затем на участке разращивания до диаметра, равного 1,0 - 1,1 внутреннего диаметра индуктора, скорость перемещения зоны расплава поддерживают постоянной, и последующее разращивание монокристалла до заданного диаметра производят при равномерном увеличении скорости перемещения зоны расплава до достижения заданной ее величины, определяемой из соотношения: где: - скорость перемещения зоны расплава, мм/мин; - диаметр выращиваемого монокристалла, мм; - внутренний диаметр индуктора, мм. Технический результат предлагаемого воспроизводимого выращивания бездислокационных монокристаллов кремния диаметром до 150мм выражается в повышении воспроизводимости процесса выращивания, выхода в готовую продукцию и производительности процесса, а также обеспечении получения бездислокационных монокристаллов без свирлдефектов. Участок разращивания конической части бездислокационного монокристалла до заданного диаметра является определяющим в процессе выращивания всего монокристалла. На этом участке формируются тепловые условия роста монокристалла, путем воздействия электромагнитного поля индуктора создается зона расплава заданной конфигурации, а также достигается необходимое соотношение скоростей перемещения исходного и выращиваемого кристаллов для получения конечной, заданной величины диаметра монокристалла. Особенно это важно, когда диаметр конической части монокристалла достигает и начинает превышать внутренний диаметр индуктора. Это связано со сложным процессом перераспределения и взаимодействия расплава, из которого происходит кристаллизация, и электромагнитного поля, излучаемого индуктором. Практикой было установлено, что при малом расстоянии между расплавом и индуктором (примерно 1 - 3мм), из-за сильного электромагнитного давления расплав начинает деформироваться, вплоть до оплавлення уже закристаллизовавшейся части монокристалла. Это приводит к нарушению бездислокационной структуры монокристалла и прекращению процесса выращивания. На первом этапе разращивания конической части монокристалла, когда диаметр монокристалла достигает величины 5 - 10мм, расплав находится на достаточном удалении от индуктора и не деформируется электромагнитным полем индуктора (примерно на расстоянии 10 15мм). Следует при этом отметить, что при выращивании монокристаллов диаметром большим, чем внутренний диаметр индуктора, величина внутреннего диаметра индуктора, находится в пределах от 30 до 36мм. На этом этапе преобладающую роль играют условия тепломассообмена разращиваемой конической части монокристалла. На первом этапе, по мере увеличения диаметра разращиваемой конической части монокристалла, тепло кристаллизации, выделяющееся на фронте кристаллизации, отводится через твердую фазу (монокристалл). При этом тепла кристаллизации выделяется больше, чем отводится при поддержании постоянной скорости перемещения зоны расплава, что создает условие выравнивания температуры в зоне расплава, снижению градиента температуры на фронте кристаллизации, и резкому ухудшению воспроизводимости выращивания бездислокационных монокристаллов кремния. Поэтому необходимо на первом этапе скорость перемещения зоны расплава уменьшать - это приводит к уменьшению количества кристаллизующегося расплава, к увеличению градиента температуры в выращиваемой части монокристалла и, как следствие, к увеличению теплоотвода. Это благоприятно сказывается на температурные условия на фронте кристаллизации и обеспечивает воспроизводимость выращивания бездислокационных монокристаллов. На втором этапе, на участке, когда диаметр разращиваемой конической части монокристалла становится равным 0,7 - 0,8 величины внутреннего диаметра индуктора, начинают стабилизироваться условия теплоотвода и взаимодействия электромагнитного поля индуктора. На этом участке скорость перемещения зоны расплава, достигнутую в результате ее уменьшения на первом этапе, необходимо поддерживать постоянной. Происходит "самостабилизация" условий тепломассообмена и взаимодействия расплава и электромагнитного поля индуктора. По достижению разращиваемой конической части монокристалла диаметра, равного 1,0 - 1,1 внутреннего диаметра индуктора, этот участок заканчивается и требуется дальнейшее управление процессом разращивания монокристалла. Если продолжить процесс выращивания при уменьшенной на первом участке скорости выращивания, то, из-за увеличенной величины теплоотвода, достигнутой на первом участке, расстояние между зоной, расплава и индуктором уменьшится и зона расплава будет деформироваться. Это приводит к нарушению бездислокационной структуры выращиваемого монокристалла. Следующим, третьим этапом, является разращивание конической части монокристалла после достижения им диаметра, равного 1,0 - 1,1 внутреннего диаметра индуктора. На этом участке, за счет увеличившегося теплоотвода через объем выращенного монокристалла, расплав приближается к индуктору и начинает усиливаться воздействие на него электромагнитного поля индуктора. Для устранения этого эффекта скорость перемещения зоны расплава необходимо увеличивать. Как показала практика выращивания монокристаллов, увеличение скорости перемещения зоны расплава целесообразно производить равномерно (линейно) до достижения величины, которая необходима для обеспечения заданного качества структурного совершенства бездислокационного монокристалла. При этом постепенно увеличивается количество тепла кристаллизации, уменьшается градиент температуры и увеличивается расстояние между расплавом и индуктором. Проведенные эксперименты позволили установить эмпирический алгоритм изменения режима выращивания начальной, конической части бездислокационного монокристалла и выразить его формулой, которая связывает технологические параметры процесса и обеспечивает воспроизводимый процесс выращивания бездислокационных монокристаллов кремния. Если скорость выращивания сразу увеличить до заданной формулой величины, то, за счет резкого увеличения тепла кристаллизации происходит резкое уменьшение градиента температуры в расплаве и, как следствие, нарушение бездислокационной структуры выращиваемого монокристалла. Испытание предлагаемого способа проводили выращиванием опытной партии бездислокационных монокристаллов кремния методом бестигельной зонной плавки с использованием установок "Кристалл-108". В каждом опыте с заданным режимом выращивали по три монокристалла. Выращивание бездислокационных монокристаллов кремния, производили в среде аргона с использованием одновиткового, тарельчатого типа индукторов с внутренним диаметром 32мм и внешним диаметром 100мм при выращивании монокристаллов диаметром 50мм, и с внутренним диаметром 34мм и внешним диаметром 150мм при выращивании монокристаллов диаметром 100мм. Примеры конкретного выполнения способа. После затравления, т.е. создания общей зоны расплава между затравкой и исходным стержнем, производят выращивание на затравке тонкой "шейки". Выращивание тонкой шейки производят при скорости перемещения зоны расплава 10мм/мин (в практике выращивания бездислокационных монокристаллов кремния используют, обычно, диапазон скоростей перемещения зоны расплава от 7мм/мин до 15мм/мин). Диаметр тонкой "шейки" составлял 2 2,5мм, длина - 50 - 70мм. После выращивания тонкой "шейки" производят разращивание конической части монокристалла до заданного диаметра. В таблицу внесены данные, полученные в результате проведенных испытаний. Опыты №1 - 11 проводят при выращивании бездислокационных монокристаллов кремния диаметром 50мм. Опыт №12 проводят при выращивании бездислокационных монокристаллов кремния диаметром 50мм и 100мм. Опыты №13 - 23 проводят при выращивании бездислокационных монокристаллов кремния диаметром 100мм. При этом режим разращивания конической части монокристалла устанавливают следующим образом, в соответствии с формулой изобретения. На первом участке, участке уменьшения скорости перемещения зоны расплава (в таблице обозначено уменьшение устанавливают по соотношению до величины диаметра скорости разращиваемого монокристалла которая приведена во второй колонке таблицы. При выращивании монокристаллов диаметром 50мм, например опыт №1, после выращивания тонкой "шейки" скорость перемещения зоны расплава уменьшают от 10мм/мин в начале разращивания конической части монокристалла до 4,8мм/мин при достижении диаметра разращиваемой части монокристалла 16мм В опыте №3 скорость уменьшают от 10мм/мин до 3,2мм/мин при достижении диаметра разращиваемой части монокристалла 22мм Во всех остальных опытах, кроме опыта №12, уменьшение скорости перемещения зоны расплава производят аналогичным путем, с учетом приведенных в формуле изобретения соотношений. После этого на втором участке - участке поддержания скорости перемещения зоны расплава постоянной, устанавливают скорость, достигнутую после ее уменьшения на первом участке, Поддержание постоянной скорости перемещения зоны расплава производят до величины диаметра разращиваемого монокристалла которая приведена в третьей колонке таблицы. Если в опыте не предусматривалось выполнения участка разращивания при постоянной скорости перемещения зоны расплава, то в соответствующей строке третьей колонки таблицы стоит знак "-". Например, для опыта №3 скорость перемещения зоны расплава 3,2мм/мин поддерживают от величины диаметра разращиваемой части монокристалла, равной 22мм, до величины диаметра, равной 35мм В опыте №1 участок разращивания с постоянной скоростью перемещения зоны расплава не предусматривался, как и отмечено в таблице. В опыте №1 после участка уменьшения скорости сразу должен начинаться третий участок - участок увеличения скорости перемещения зоны расплава. На следующем, третьем участке - участке разращивания монокристалла до заданного диаметра, скорость перемещения зоны расплава равномерно (по специальной программе) увеличивают до достижения заданной ее величины, которую определяют по соотношению Увеличение скорости начинают производить после выполнения операций на втором участке, при величине диаметра разращиваемого монокристалла которая приведена в четвертой колонке таблицы. Если в опыте не предусматривалось выполнение участка разращивания с увеличением скорости перемещения зоны расплава, то, как и в третьей колонке, в соответствующей строке четвертой колонки таблицы стоит знак "-". Так, в опыте №3 участок увеличения скорости начинают при диаметре выращиваемой части монокристалла, равном 35мм Заданную (которая должна быть при выращивании цилиндрической части монокристалла) скорость перемещения, равную 3,8мм/мин, и определенную по соотношению достигают при достижении диаметра монокристалла, равного 50мм, т.е. заданной технологическим режимом величины диаметра монокристалла. В опыте №1 увеличение скорости перемещения зоны расплава оказалось неприемлемым, т.к. достигнутая на первом этапе скорость, равная 4,8мм/мин была достаточно большой по величине. Поскольку участок разращивания с постоянной скоростью был исключен, то зона расплава имела высоту больше критической и осуществить процесс выращивания бездислокационного монокристалла не удалось. Для опыта №20, например, неразрывная последовательность операций режима разращивания конической части монокристалла состоит в следующем. В соответствии с задачей опыта №20, необходимо было вырастить бездислокационный монокристалл кремния диаметром 100мм. Для этой цели применяют одновитковый, тарельчатого типа индуктор с внутренним диаметром 34мм. После затравления, т.е. создания общей зоны расплава между затравкой и исходным стержнем, начинают производить выращивание на затравке тонкой "шейки". Выращивание тонкой шейки производят при скорости перемещения зоны расплава 10мм/мин. Диаметр тонкой "шейки" составлял 2,5мм, длина 70мм. После выращивания тонкой "шейки" производят разращивание конической части монокристалла. Разращивание конической части монокристалла выполняют в три этапа. На первом этапе: от величины диаметра выращенной тонкой "шейки", равной 2,5мм до величины диаметра разращиваемой конической части монокристалла, равной 27,2мм перемещения 10мм/мин до зоны расплава скорость уменьшают от 1,9мм/мин На втором этапе: от величины диаметра разращиваемой конической части монокристалла, равной 27,2мм до величины диаметра разращиваемой конической части монокристалла, равной 37,4мм скорость перемещения зоны расплава поддерживают постоянной и равной 1,9мм/мин. На третьем этапе: от величины диаметра разращиваемой конической части монокристалла, равной 37,4мм величины диаметра цилиндрической части выращиваемого монокристалла, равной 100мм скорость перемещения зоны расплава равномерно увеличивают от 1,9мм/мин до 3,1мм/мин После достижения заданной величины диаметра монокристалла и соответствующей ей по соотношению (формуле) скорости перемещения зоны расплава производят выращивание цилиндрической части монокристалла. Аналогичным образом режим разращивания конической части монокристалла с переменной скоростью перемещения устанавливали и для всех остальных опытов. В опыте №11 в четвертой колонке выражение "1.1 (резко)" обозначает, что увеличение скорости производят неравномерно, но сразу установив ее заданную величину, которую определяют по соотношению В опыте №12 выращивание бездислокационных монокристаллов производят в соответствии с прототипом, т.е. без изменения режима разращивания конусной части монокристалла. Выход годного продукта определяли: где: - вес бездислокационной части монокристалла, г; - вес исходного поликристаллического стержня, г. Величина выхода годного продукта, выраженная в %, приведена в пятой колонке таблицы. Как видно из приведенных в таблице данных, наилучшие результаты выращивания бездислокационных монокристаллов кремния достигаются при реализации заявляемых режимов способа.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of dislocation-free single-crystals of silicon by a method of crucibleless zone melting
Автори англійськоюChervonyi Ivan Fedorovych, Falkevych Eduard Semenovych, Dudchenok Volodymyr Vasyliovych, Silakov Hryhorii Ivanovych
Назва патенту російськоюСпособ получения бездислокационных монокристаллов кремния методом бестигельной зонной плавки
Автори російськоюЧервоный Иван Федорович, Фалькевич Эдуард Семенович, Дудченок Владимир Васильевич, Силаков Григорий Иванович
МПК / Мітки
МПК: C30B 15/20, C30B 13/00
Мітки: спосіб, методом, зонної, монокристалів, одержання, безтигельної, плавки, кремнію, бездислокаційних
Код посилання
<a href="https://ua.patents.su/5-8247-sposib-oderzhannya-bezdislokacijjnikh-monokristaliv-kremniyu-metodom-beztigelno-zonno-plavki.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання бездислокаційних монокристалів кремнію методом безтигельної зонної плавки</a>
Спосіб вирощування монокристалів германату вісмуту
Номер патенту: 5386
Опубліковано: 28.12.1994
Автори: Кривошеін Вадим Іванович, Бурачас Станіслав Феліксович, Бондаренко Станіслав Костянтинович, Мартинов Валерій Павлович, Бондар Валерій Григорович, Пирогов Євген Миколайович
МПК: C30B 15/00, C30B 29/32
Мітки: вирощування, германату, спосіб, вісмуту, монокристалів
Формула / Реферат:
Способ выращивания монокристаллов германата висмута, включающий затравление на вращающуюся затравку, разращивание верхней конусной части монокристалла с заданным телесным углом и вытягивание цилиндрической части, отделение кристалла от расплава и его охлаждение, отличающийся тем, что разращивание верхней конусной части осуществляют в пределах телесного угла 130-160 град.
Спосіб вирощування монокристалів германату вісмуту
Номер патенту: 3391
Опубліковано: 27.12.1994
Автори: Пирогов Євген Миколайович, Загвоздкін Борис Васильович, Бурачас Станіслав Феліксович, Мартинов Валерій Павлович, Бондаренко Станіслав Костянтинович, Бондар Валерій Григорович, Кривошеін Вадим Іванович
Мітки: вісмуту, монокристалів, германату, вирощування, спосіб
Формула / Реферат:
(57) Способ выращивания монокристаллов германата висмута, включающий расплавление исходного материала в платиновом тигле с помощью высокочастотного индуктора, затравление на вращающуюся затравку, разращивание конусной части кристалла, вытягивание его цилиндрической части, отделение кристалла от расплава и его охлаждение, о т л и ч а ю щ и й с я тем, что после отделения кристалла мощность индуктора уменьшают в 1,5-2,5 раза в течение 2...
Спосіб одержання плівок двуокису кремнію
Номер патенту: 6671
Опубліковано: 29.12.1994
Автори: Кочубей Віталій Феодосійович, Августімов Віталій Леонідович, Маскович Степан Миколайович, Гутор Іван Максимович, Бірковий Юрій Леонідович, Сенюта Тарас Богданович, Токарчук Володимир Прокопович, Гуменяк Михайло Васильович
МПК: C23C 16/40
Мітки: плівок, одержання, спосіб, двуокісу, кремнію
Формула / Реферат:
(57) 1. Способ получения пленок двуокиси кремния, включающий осаждение в газовой смеси, содержащей соединение кремния и кислород, отличающийся тем, что осаждение инициируется однократным искровым разрядом в течение 0,001-0,01 сек, при этом газовая смесь дополнительно содержит водород, и при необходимости, легирующие добавки, а в качестве соединения кремния берут соединение типа SiHnCl4-n в количестве 0,006-0,048 об.% при соотношении...
Спосіб синтезу монокристалів алмазу на затравці
Номер патенту: 6823
Опубліковано: 31.03.1995
Автори: Білоусов Ігор Святославович, Чіпенко Георгій Володимирович, Будяк Олександр Ананійович, Івахненко Сергій Олексійович
МПК: C01B 31/06
Мітки: синтезу, спосіб, затравці, монокристалів, алмазу
Формула / Реферат:
1.Способ синтеза монокристаллов алмаза на затравке путем создания заданного перепада температуры между алмазной затравкой и источником углерода, разделенных массой металлического катализатора-растворителя, заключающийся в приложении высокого давления и температуры к размещенным послойно в реакционной зоне источнику углерода, металлическому катализатору-растворителю и кристаллу-затравке, причем алмазную затравку нагревают до температуры,...
Спосіб синтезу монокристалів алмазу на затравці
Номер патенту: 2
Опубліковано: 30.04.1993
Автори: Будяк Олександр Ананійович, Новіков Микола Васильович, Чіпенко Георгій Володимирович, Івахненко Сергій Олексійович
МПК: B01J 3/00, C01B 31/06, C30B 1/00
Мітки: алмазу, спосіб, затравці, синтезу, монокристалів
Формула / Реферат:
Способ синтеза монокристаллов алмаза на затравке, включающий создание начального перепада температуры между алмазной затравкой и источником углерода, которые разделены расположенной между ними массой металлического катализатора-растворителя, заключающийся в приложении высокого давления и температуры к размещенным послойно в реакционной зоне источнику углерода, металлическому катализатору-растворителю и кристаллу-затравке, причем алмазную...
Попередній патент: Підкладка для металевих шпал під залізничні рейки
Наступний патент: Спосіб виробництва тришарових листів
Випадковий патент: Статичний змішувач