Спосіб виготовлення кроквяних балок с хвилеподібною стінкою
Номер патенту: 92165
Опубліковано: 11.10.2010
Автори: Альтгаузен Евгеній Володимирович, Клоцман Юхим Якович, Дюжник Сергій Федорович
Формула / Реферат
1. Спосіб виготовлення кроквяних балок із хвилеподібною стінкою, що включає подачу металевої стрічки у формувач із вхідного стелажа, формування хвилеподібного профілю з металевої стрічки, створення зварювальних заклепок "металева стрічка - полка балки" і транспортування балки на вихідний стелаж, який відрізняється тим, що після формування хвилеподібного профілю вимірюють ординату вершини профілю, при відповідності величини ординати заданій величині при підході вершини профілю до пальників зварювальних напівавтоматів включають зварювальні напівавтомати, а після проходження вершини профілю пальників виключають їх для створення зварювальних заклепок.
2. Спосіб за п. 1, який відрізняється тим, що формування хвилеподібної металевої стрічки виконують у пульсуючому режимі.
3. Спосіб за п. 2, який відрізняється тим, що пульсуючий режим формування хвилеподібної металевої стрічки має дві швидкості, одна дорівнює швидкості зварювання, а друга дорівнює швидкості транспортування балки, що перебувають у межах:
![]() ,
,
де: ![]() - швидкість зварювання заклепок,
- швидкість зварювання заклепок,
![]() - швидкість транспортування балки між вершинами хвилеподібного профілю стрічки,
- швидкість транспортування балки між вершинами хвилеподібного профілю стрічки,
![]() - максимальна швидкість транспортування балки,
- максимальна швидкість транспортування балки,
![]() - відстань між вершинами хвилеподібного профілю металевої стрічки,
- відстань між вершинами хвилеподібного профілю металевої стрічки,
![]()
![]() - час руху балки з номінальною швидкістю, реалізованою приводом;
- час руху балки з номінальною швидкістю, реалізованою приводом;
![]() - постійна часу переходу з
- постійна часу переходу з ![]() на
на ![]() і назад.
і назад.
Текст
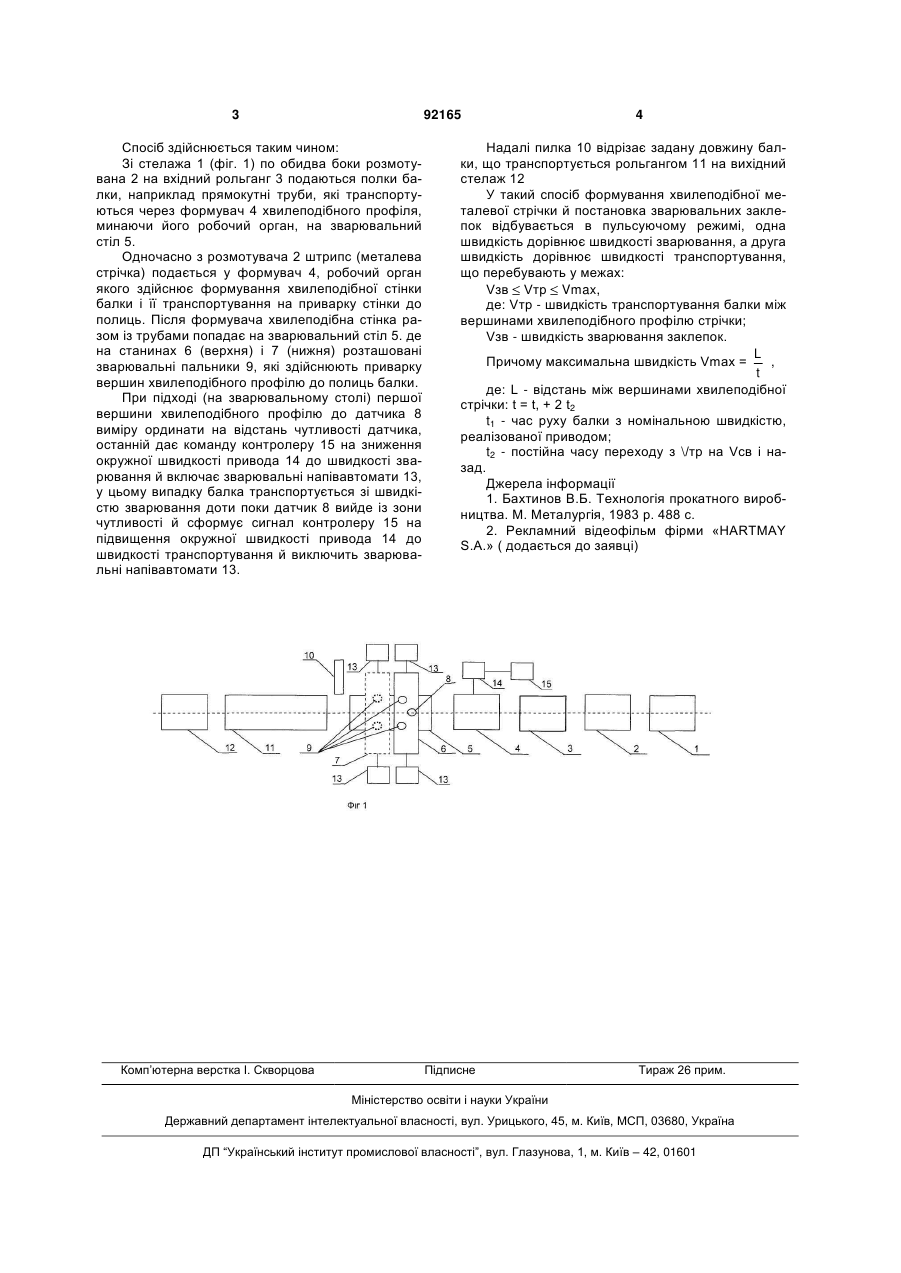
1. Спосіб виготовлення кроквяних балок із хвилеподібною стінкою, що включає подачу металевої стрічки у формувач із вхідного стелажа, формування хвилеподібного профілю з металевої стрічки, створення зварювальних заклепок "металева стрічка - полка балки" і транспортування балки на вихідний стелаж, який відрізняється тим, що після формування хвилеподібного профілю вимірюють ординату вершини профілю, при відповідності величини ординати заданій величині при підході вершини профілю до пальників зварювальних напівавтоматів включають зварювальні напівавтомати, а після проходження вершини профі C2 2 (19) 1 3 92165 Спосіб здійснюється таким чином: Зі стелажа 1 (фіг. 1) по обидва боки розмотувана 2 на вхідний рольганг 3 подаються полки балки, наприклад прямокутні труби, які транспортуються через формувач 4 хвилеподібного профіля, минаючи його робочий орган, на зварювальний стіл 5. Одночасно з розмотувача 2 штрипс (металева стрічка) подається у формувач 4, робочий орган якого здійснює формування хвилеподібної стінки балки і її транспортування на приварку стінки до полиць. Після формувача хвилеподібна стінка разом із трубами попадає на зварювальний стіл 5. де на станинах 6 (верхня) і 7 (нижня) розташовані зварювальні пальники 9, які здійснюють приварку вершин хвилеподібного профілю до полиць балки. При підході (на зварювальному столі) першої вершини хвилеподібного профілю до датчика 8 виміру ординати на відстань чутливості датчика, останній дає команду контролеру 15 на зниження окружної швидкості привода 14 до швидкості зварювання й включає зварювальні напівавтомати 13, у цьому випадку балка транспортується зі швидкістю зварювання доти поки датчик 8 вийде із зони чутливості й сформує сигнал контролеру 15 на підвищення окружної швидкості привода 14 до швидкості транспортування й виключить зварювальні напівавтомати 13. Комп’ютерна верстка І. Скворцова 4 Надалі пилка 10 відрізає задану довжину балки, що транспортується рольгангом 11 на вихідний стелаж 12 У такий спосіб формування хвилеподібної металевої стрічки й постановка зварювальних заклепок відбувається в пульсуючому режимі, одна швидкість дорівнює швидкості зварювання, а друга швидкість дорівнює швидкості транспортування, що перебувають у межах: Vзв Vтр Vmax, де: Vтр - швидкість транспортування балки між вершинами хвилеподібного профілю стрічки; Vзв - швидкість зварювання заклепок. L Причому максимальна швидкість Vmax = , t де: L - відстань між вершинами хвилеподібної стрічки: t = t, + 2 t2 t1 - час руху балки з номінальною швидкістю, реалізованої приводом; t2 - постійна часу переходу з \/тр на Vсв і назад. Джерела інформації 1. Бахтинов В.Б. Технологія прокатного виробництва. М. Металургія, 1983 р. 488 с. 2. Рекламний відеофільм фірми «HARTMAY S.A.» ( додається до заявці) Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of roof beams with wave-shaped wall
Автори англійськоюKlotsman Yukhym Yakovych, Diuzhnyk Serhii Fedorovych, Althauzen Yevhenii Volodymyrovych
Назва патенту російськоюСпособ изготовления стропильных балок с волнообразной стенкой
Автори російськоюКлоцман Ефим Яковлевич, Дюжник Сергей Федорович, Альтгаузен Евгений Владимирович
МПК / Мітки
МПК: B21D 13/00, B21D 53/00
Мітки: спосіб, кроквяних, хвилеподібною, балок, стінкою, виготовлення
Код посилання
<a href="https://ua.patents.su/2-92165-sposib-vigotovlennya-krokvyanikh-balok-s-khvilepodibnoyu-stinkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кроквяних балок с хвилеподібною стінкою</a>
Спосіб виготовлення спіральношовних зварних полімерних труб великого діаметра з тонкою профільною стінкою
Номер патенту: 2669
Опубліковано: 15.07.2004
Автори: Петимко Олег Павлович, Березін Олександр Миколайович, Стеценко Іван Михайлович, Петимко Павло Ілліч, Данільченко Борис Васильович
МПК: B29C 65/00, B29C 65/02
Мітки: тонкою, зварних, виготовлення, спіральношовних, спосіб, великого, профільною, діаметра, труб, стінкою, полімерних
Формула / Реферат:
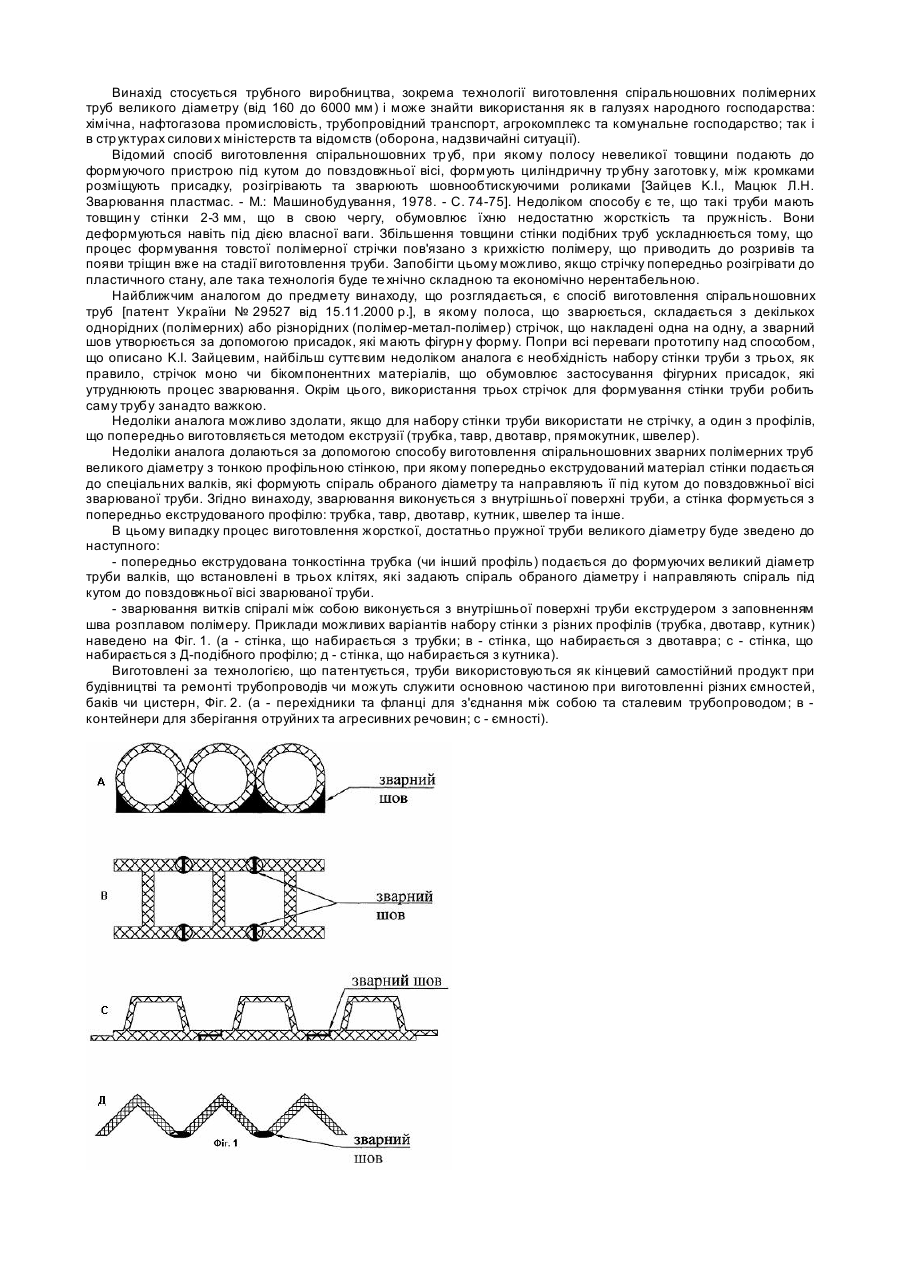
Спосіб виготовлення спіральношовних зварних полімерних труб великого діаметра з тонкою профільною стінкою, при якому попередньо екструдований матеріал стінки подається до спеціальних валків, які формують спіраль вибраного діаметра та направляють її під кутом до повздовжньої осі зварюваної труби, який відрізняється тим, що зварювання виконується з внутрішньої поверхні труби, а стінка формується з попередньо екструдованого профілю: трубка,...
Спосіб виготовлення залізобетонних балок
Номер патенту: 14056
Опубліковано: 17.04.2006
Автор: Азізов Талят Нуредінович
МПК: B28B 7/34, B28B 23/02
Мітки: балок, залізобетонних, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення залізобетонних балок, що включає встановлення опалубки, укладання арматурної сітки по довжині опалубки, заливання бетону в опалубку та розпалубку після твердіння бетону, який відрізняється тим, що перед заливанням бетону опалубку по довжині поділяють за допомогою перегородок на три секції і після розпалубки отримані бетонні секції складають у трикутник, причому ділянки перерізання цих секцій в кутах отриманого...
Спосіб виготовлення спіральношовних зварних полімерних труб великого діаметра з тонкою профільною стінкою підвищеної жорсткості
Номер патенту: 8072
Опубліковано: 15.07.2005
Автори: Березін Олександр Миколайович, Стеценко Іван Михайлович, Данільченко Борис Васильович
МПК: B29C 65/02, B29C 65/00
Мітки: жорсткості, діаметра, виготовлення, труб, великого, підвищеної, тонкою, полімерних, зварних, спосіб, спіральношовних, профільною, стінкою
Формула / Реферат:
Спосіб виготовлення спіральношовних зварних полімерних труб великого діаметра з тонкою профільною стінкою підвищеної жорсткості, згідно з яким попередньо екструдований матеріал стінки, переважно круглого перерізу, подають до спеціальних валків, які формують спіраль вибраного діаметра та направляють її під кутом до повздовжньої осі зварюваної труби, який відрізняється тим, що зварювання виконують з внутрішньої та зовнішньої поверхні труби, а...
Спосіб виготовлення пружинних балок з профілю постійного поперечного перерізу з різними моментами інерції відносно осей
Номер патенту: 17659
Опубліковано: 16.10.2006
Автори: Подлєсний Сергій Володимирович, Тарасов Сергій Олександрович, Тарасов Олександр Федорович
МПК: B21D 11/14, B21D 11/10, B21D 11/06
Мітки: балок, виготовлення, різними, перерізу, спосіб, моментами, відносної, поперечного, профілю, пружинних, інерції, осей, постійного
Формула / Реферат:
Спосіб виготовлення пружинних балок з профілю постійного поперечного перерізу з різними моментами інерції відносно осей, при якому заготовку балки розділяють на частини, на кожній частині виконують скручування заготовки вздовж її довжини на 90 градусів, формуючи перехресні (горизонтальний та вертикальний) кінці кожної частини, на які прикладається робоче навантаження, який відрізняється тим, що заготовку ресори додатково розділяють на частини...
Спосіб виготовлення високожорстких одношарових спіральношовних зварних полімерних труб великого діаметра зі стільниковою стінкою
Номер патенту: 52991
Опубліковано: 27.09.2010
Автори: Березін Олександр Миколайович, Данільченко Борис Васильович
МПК: B29C 65/02
Мітки: діаметра, полімерних, високожорстких, стінкою, спіральношовних, труб, зварних, виготовлення, стільниковою, великого, спосіб, одношарових
Формула / Реферат:
Спосіб виготовлення високожорстких одношарових спіральношовних зварних полімерних труб великого діаметра зі стільниковою стінкою, згідно з яким формують попередньо екструдований профіль (переважно трубчатого перерізу) шляхом одночасного навивання та всебічного зварювання витків спіралей, які розташовані один над іншим, який відрізняється тим, що з зовнішньої сторони стінки на неї наварюють фланці та ребра жорсткості також зі стільниковою...
Попередній патент: Сполуки, корисні для пригнічення снк1
Наступний патент: Використання декрементних розподілів
Випадковий патент: Система захисту підшипників кочення або ковзання у вузлах, що працюють в умовах підвищеної запиленості