Спосіб виготовлення пружинних балок з профілю постійного поперечного перерізу з різними моментами інерції відносно осей
Номер патенту: 17659
Опубліковано: 16.10.2006
Автори: Тарасов Сергій Олександрович, Подлєсний Сергій Володимирович, Тарасов Олександр Федорович
Формула / Реферат
Спосіб виготовлення пружинних балок з профілю постійного поперечного перерізу з різними моментами інерції відносно осей, при якому заготовку балки розділяють на частини, на кожній частині виконують скручування заготовки вздовж її довжини на 90 градусів, формуючи перехресні (горизонтальний та вертикальний) кінці кожної частини, на які прикладається робоче навантаження, який відрізняється тим, що заготовку ресори додатково розділяють на частини згину, виконують послідовно згин відносно більшої сторони поперечного перерізу на кут 90 градусів та заданий радіус, формуючи симетричну відносно дії робочого навантаження просторову конструкцію.
Текст
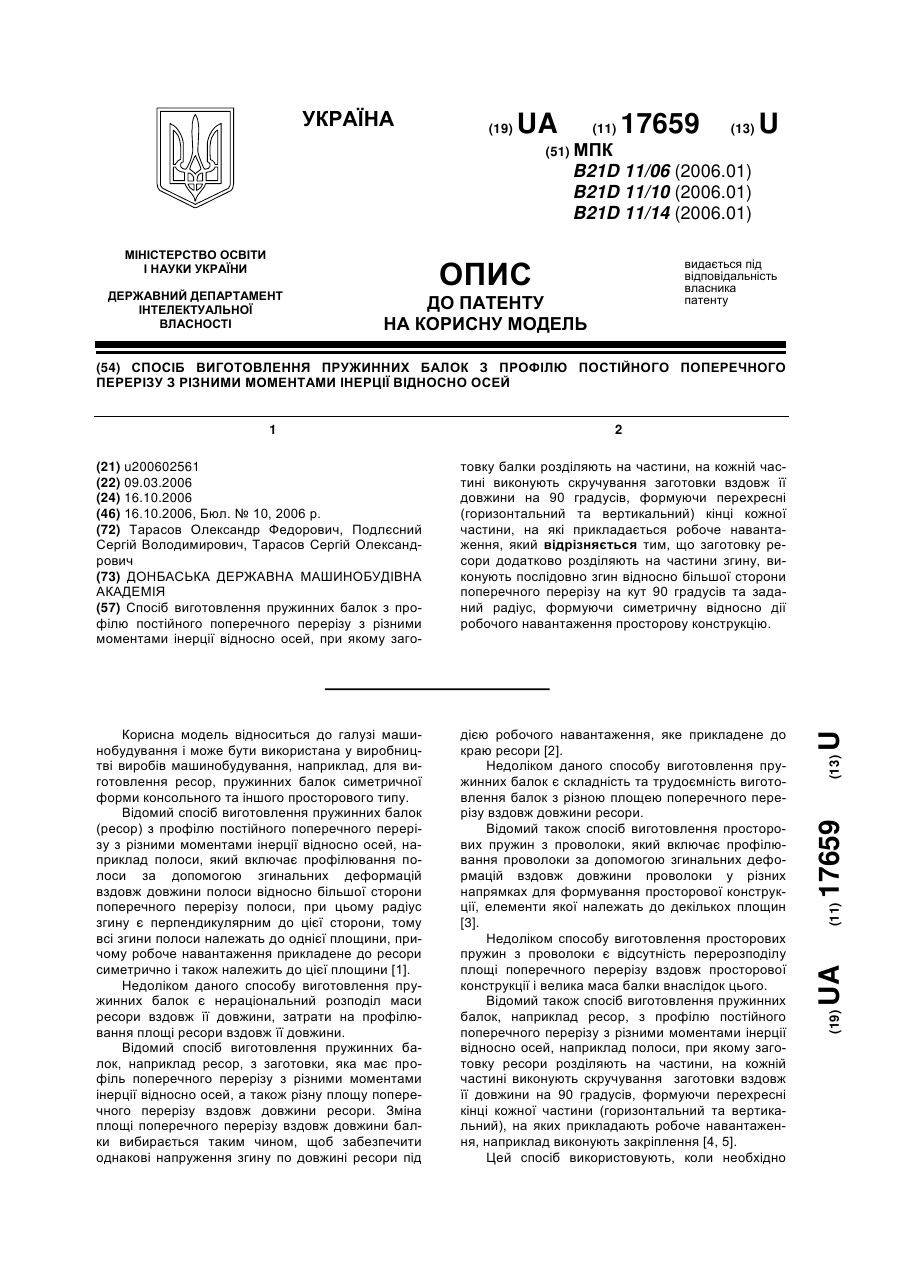
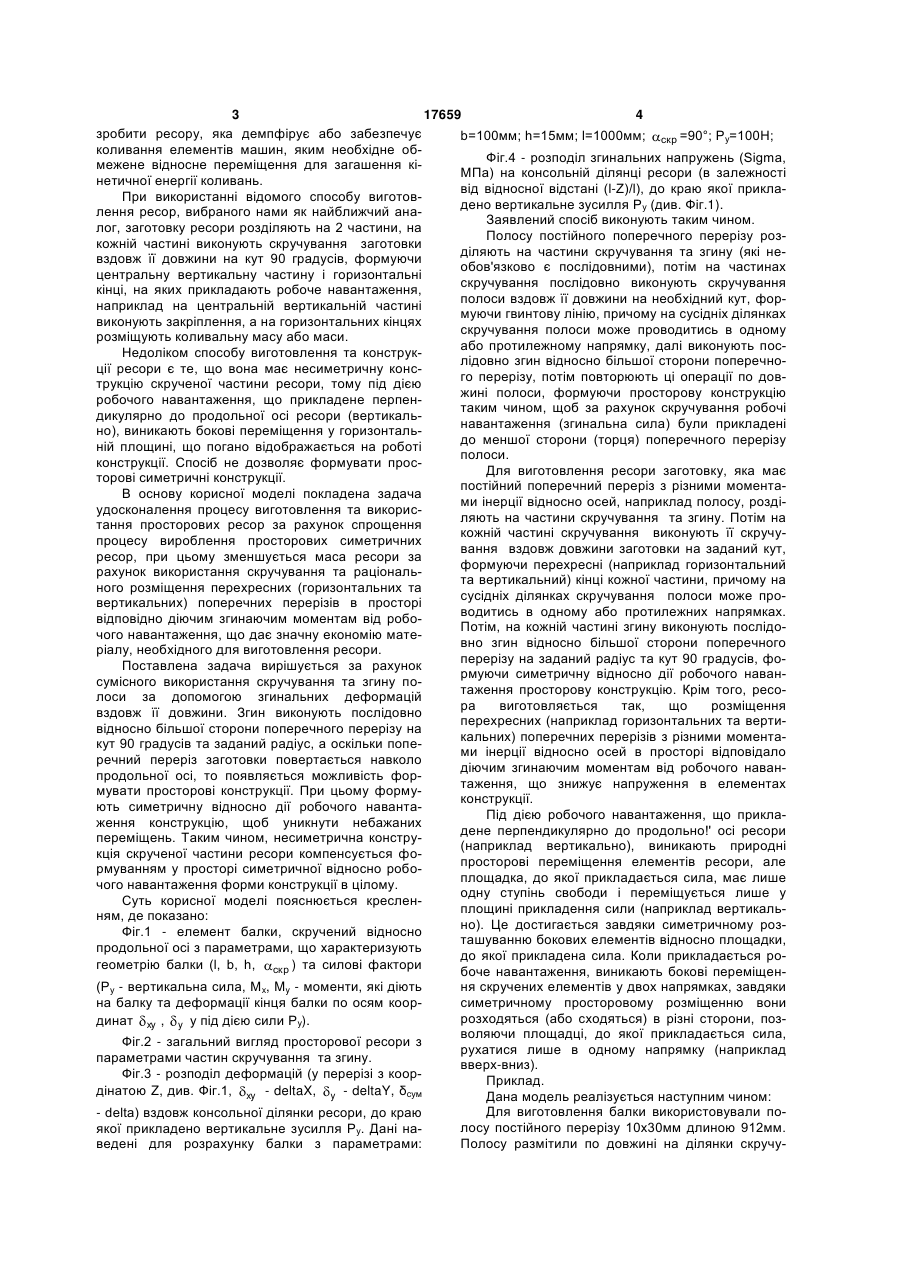
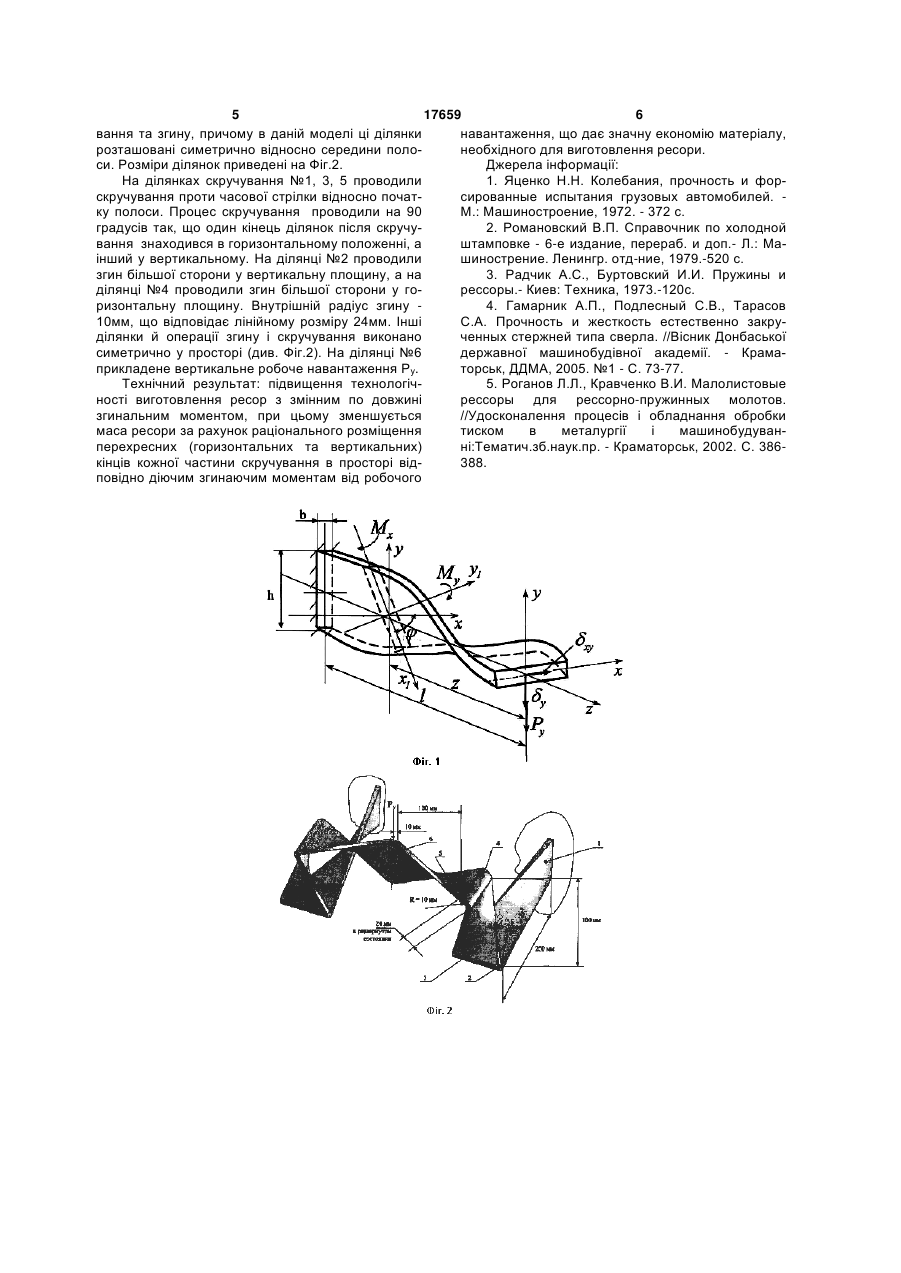
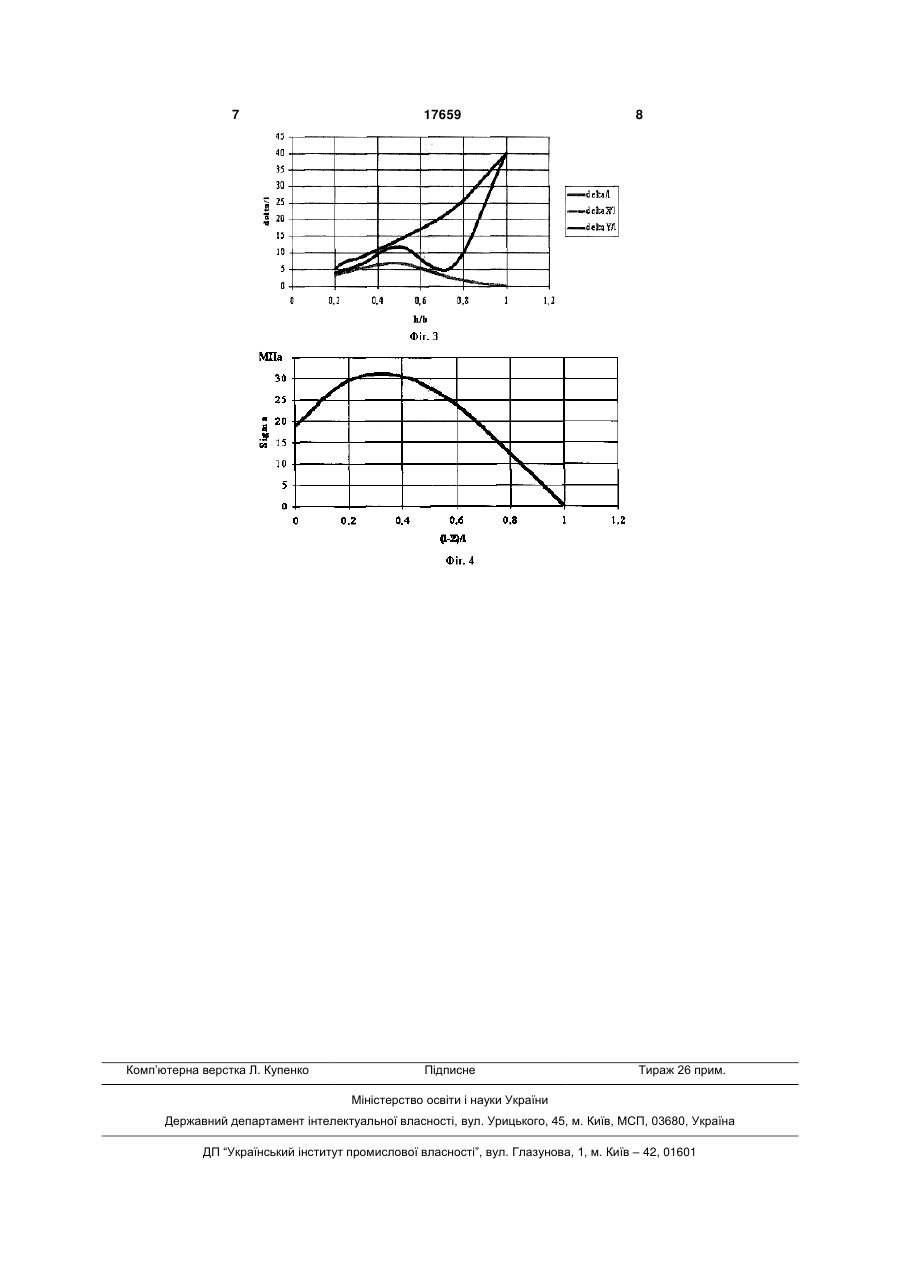
Спосіб виготовлення пружинних балок з профілю постійного поперечного перерізу з різними моментами інерції відносно осей, при якому заго 3 17659 4 зробити ресору, яка демпфірує або забезпечує b=100мм; h=15мм; l=1000мм; скр =90°; Ру=100Η; коливання елементів машин, яким необхідне обФіг.4 - розподіл згинальних напружень (Sigma, межене відносне переміщення для загашення кіМПа) на консольній ділянці ресори (в залежності нетичної енергії коливань. від відносної відстані (l-Z)/l), до краю якої приклаПри використанні відомого способу виготовдено вертикальне зусилля Ру (див. Фіг.1). лення ресор, вибраного нами як найближчий анаЗаявлений спосіб виконують таким чином. лог, заготовку ресори розділяють на 2 частини, на Полосу постійного поперечного перерізу розкожній частині виконують скручування заготовки діляють на частини скручування та згину (які невздовж її довжини на кут 90 градусів, формуючи обов'язково є послідовними), потім на частинах центральну вертикальну частину і горизонтальні скручування послідовно виконують скручування кінці, на яких прикладають робоче навантаження, полоси вздовж її довжини на необхідний кут, форнаприклад на центральній вертикальній частині муючи гвинтову лінію, причому на сусідніх ділянках виконують закріплення, а на горизонтальних кінцях скручування полоси може проводитись в одному розміщують коливальну масу або маси. або протилежному напрямку, далі виконують посНедоліком способу виготовлення та конструклідовно згин відносно більшої сторони поперечноції ресори є те, що вона має несиметричну консго перерізу, потім повторюють ці операції по довтрукцію скрученої частини ресори, тому під дією жині полоси, формуючи просторову конструкцію робочого навантаження, що прикладене перпентаким чином, щоб за рахунок скручування робочі дикулярно до продольної осі ресори (вертикальнавантаження (згинальна сила) були прикладені но), виникають бокові переміщення у горизонтальдо меншої сторони (торця) поперечного перерізу ній площині, що погано відображається на роботі полоси. конструкції. Спосіб не дозволяє формувати просДля виготовлення ресори заготовку, яка має торові симетричні конструкції. постійний поперечний переріз з різними моментаВ основу корисної моделі покладена задача ми інерції відносно осей, наприклад полосу, роздіудосконалення процесу виготовлення та викорисляють на частини скручування та згину. Потім на тання просторових ресор за рахунок спрощення кожній частині скручування виконують її скручупроцесу вироблення просторових симетричних вання вздовж довжини заготовки на заданий кут, ресор, при цьому зменшується маса ресори за формуючи перехресні (наприклад горизонтальний рахунок використання скручування та раціональта вертикальний) кінці кожної частини, причому на ного розміщення перехресних (горизонтальних та сусідніх ділянках скручування полоси може провертикальних) поперечних перерізів в просторі водитись в одному або протилежних напрямках. відповідно діючим згинаючим моментам від робоПотім, на кожній частині згину виконують послідочого навантаження, що дає значну економію матевно згин відносно більшої сторони поперечного ріалу, необхідного для виготовлення ресори. перерізу на заданий радіус та кут 90 градусів, фоПоставлена задача вирішується за рахунок рмуючи симетричну відносно дії робочого навансумісного використання скручування та згину потаження просторову конструкцію. Крім того, ресолоси за допомогою згинальних деформацій ра виготовляється так, що розміщення вздовж її довжини. Згин виконують послідовно перехресних (наприклад горизонтальних та вертивідносно більшої сторони поперечного перерізу на кальних) поперечних перерізів з різними моментакут 90 градусів та заданий радіус, а оскільки попеми інерції відносно осей в просторі відповідало речний переріз заготовки повертається навколо діючим згинаючим моментам від робочого наванпродольної осі, то появляється можливість фортаження, що знижує напруження в елементах мувати просторові конструкції. При цьому формуконструкції. ють симетричну відносно дії робочого навантаПід дією робочого навантаження, що приклаження конструкцію, щоб уникнути небажаних дене перпендикулярно до продольно!' осі ресори переміщень. Таким чином, несиметрична констру(наприклад вертикально), виникають природні кція скрученої частини ресори компенсується фопросторові переміщення елементів ресори, але рмуванням у просторі симетричної відносно робоплощадка, до якої прикладається сила, має лише чого навантаження форми конструкції в цілому. одну ступінь свободи і переміщується лише у Суть корисної моделі пояснюється кресленплощині прикладення сили (наприклад вертикальням, де показано: но). Це достигається завдяки симетричному розФіг.1 - елемент балки, скручений відносно ташуванню бокових елементів відносно площадки, продольної осі з параметрами, що характеризують до якої прикладена сила. Коли прикладається рогеометрію балки (l, b, h, скр ) та силові фактори боче навантаження, виникають бокові переміщен(Ру - вертикальна сила, Μx, My - моменти, які діють на балку та деформації кінця балки по осям координат xy , y у під дією сили Ру). Фіг.2 - загальний вигляд просторової ресори з параметрами частин скручування та згину. Фіг.3 - розподіл деформацій (у перерізі з коордінатою Z, див. Фіг.1, xy - deltaX, y - deltaY, δсум - delta) вздовж консольної ділянки ресори, до краю якої прикладено вертикальне зусилля Ру. Дані наведені для розрахунку балки з параметрами: ня скручених елементів у двох напрямках, завдяки симетричному просторовому розміщенню вони розходяться (або сходяться) в різні сторони, позволяючи площадці, до якої прикладається сила, рухатися лише в одному напрямку (наприклад вверх-вниз). Приклад. Дана модель реалізується наступним чином: Для виготовлення балки використовували полосу постійного перерізу 10х30мм длиною 912мм. Полосу размітили по довжині на ділянки скручу 5 17659 6 вання та згину, причому в даній моделі ці ділянки навантаження, що дає значну економію матеріалу, розташовані симетрично відносно середини полонеобхідного для виготовлення ресори. си. Розміри ділянок приведені на Фіг.2. Джерела інформації: На ділянках скручування №1, 3, 5 проводили 1. Яценко Η.Η. Колебания, прочность и форскручування проти часової стрілки відносно початсированные испытания грузовых автомобилей. ку полоси. Процес скручування проводили на 90 М.: Машиностроение, 1972. - 372 с. градусів так, що один кінець ділянок після скручу2. Романовский В.П. Справочник по холодной вання знаходився в горизонтальному положенні, а штамповке - 6-е издание, перераб. и доп.- Л.: Маінший у вертикальному. На ділянці №2 проводили шинострение. Ленингр. отд-ние, 1979.-520 с. згин більшої сторони у вертикальну площину, а на 3. Радчик А.С., Буртовский И.И. Пружины и ділянці №4 проводили згин більшої сторони у горессоры.- Киев: Техника, 1973.-120с. ризонтальну площину. Внутрішній радіус згину 4. Гамарник А.П., Подлесный С.В., Тарасов 10мм, що відповідає лінійному розміру 24мм. Інші С.А. Прочность и жесткость естественно закруділянки й операції згину і скручування виконано ченных стержней типа сверла. //Вісник Донбаської симетрично у просторі (див. Фіг.2). На ділянці №6 державної машинобудівної академії. - Крамаприкладене вертикальне робоче навантаження Ру. торськ, ДДМА, 2005. №1 - С. 73-77. Технічний результат: підвищення технологіч5. Роганов Л.Л., Кравченко В.И. Малолистовые ності виготовлення ресор з змінним по довжині рессоры для рессорно-пружинных молотов. згинальним моментом, при цьому зменшується //Удосконалення процесів і обладнання обробки маса ресори за рахунок раціонального розміщення тиском в металургії і машинобудуванперехресних (горизонтальних та вертикальних) ні:Тематич.зб.наук.пр. - Краматорськ, 2002. С. 386кінців кожної частини скручування в просторі від388. повідно діючим згинаючим моментам від робочого 7 Комп’ютерна верстка Л. Купенко 17659 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of the spring beams from the profiles of constant cross section with different moments of inertia relative to axes
Автори англійськоюTarasov Oleksandr Fedorovych, Podliesnyi Serhii Volodymyrovych
Назва патенту російськоюСпособ изготовления пружинных балок из профиля постоянного поперечного сечения с разными моментами инерции относительно осей
Автори російськоюТарасов Александр Федорович, Подлесный Сергей Владимирович
МПК / Мітки
МПК: B21D 11/06, B21D 11/14, B21D 11/10
Мітки: різними, профілю, пружинних, поперечного, осей, інерції, відносної, виготовлення, постійного, моментами, балок, перерізу, спосіб
Код посилання
<a href="https://ua.patents.su/4-17659-sposib-vigotovlennya-pruzhinnikh-balok-z-profilyu-postijjnogo-poperechnogo-pererizu-z-riznimi-momentami-inerci-vidnosno-osejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пружинних балок з профілю постійного поперечного перерізу з різними моментами інерції відносно осей</a>
Лінія для виготовлення профілю т-подібного поперечного перерізу
Номер патенту: 68461
Опубліковано: 16.08.2004
Автори: Іванов Сєргєй Івановіч, Глєбов Віктор Васільєвіч, Багрінцев Віктор Алєксєєвіч, Сємєнча Алєксандр Івановіч, Ісламов Алєксандр Гаяновіч
МПК: B21C 47/00, B21D 5/06
Мітки: лінія, поперечного, перерізу, т-подібного, профілю, виготовлення
Формула / Реферат:
1. Лінія для виготовлення профілю Т-подібного поперечного перерізу, що містить двопозиційний розмотувач смугової заготовки, приймальний блок, розмотувач рулону облицювальної заготовки та багатоклітьовий профілезгинальний стан, яка відрізняється тим, що лінію обладнано силовим станом, розташованим за багатоклітьовим профілезгинальним станом, при цьому останній обладнано зшивальним пристроєм для стінки профілю, що виготовляється, а силовий стан...
Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині
Номер патенту: 67163
Опубліковано: 15.06.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: одержання, двобойковій, ротаційно-обтискній, поперечного, багатогранного, машини, спосіб, прутків, перерізу
Формула / Реферат:
Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині, що включає обтиснення в бойках, що мають заходи й калібрувальні ділянки, і подачу заготовки, який відрізняється тим, що при кожному одиничному обтисненні по черзі, по гвинтовій лінії, при проходженні через калібрувальні ділянки бойків формують пару протилежно розташованих граней прутка, одержуючи за прохід багатогранний поперечний переріз...
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Бродський Сергій Сергійович, Єрмоленко Ганна Володимирівна, Учитель Лев Михайлович, Несвіт Володимир Васильович, Підберезний Микола Петрович, Пікус Марк Ісерович
МПК: B22D 11/00
Мітки: заготовок, безперервного, перерізу, типу, різного, лиття, прямокутних, спосіб, поперечного, криволінійного, машинах, одночасного, багатоструминних, квадратних
Формула / Реферат:
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у...
Вузол з’єднання балок із металевою колоною коробчатого перерізу
Номер патенту: 49475
Опубліковано: 16.09.2002
Автори: Кармазіна Галина Василівна, Федотов Олег Васильович
МПК: E04C 3/00
Мітки: балок, колоною, коробчатого, металевою, вузол, з'єднання, перерізу
Формула / Реферат:
Вузол з'єднання балок із металевою колоною коробчатого перерізу, який включає колону і балки, який відрізняється тим, що внутрішня поверхня кожної вставки виконана з жорстко закріпленими зварюванням скобами, розташованими з кроком, рівним - L, причому скоби другої поверхні вставки зміщені відносно першої поверхні на 1/3 L, а арматурні скоби третьої поверхні вставки зміщені відносно першої на відстані 2/3 L, причому вставка зі скобами...
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням
Номер патенту: 30608
Опубліковано: 17.02.2003
Автори: Чорний Богдан Петрович, Смирнов Юрій Константинович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: поковок, спосіб, перерізу, куванням, прямокутного, виготовлення, радіальним
Формула / Реферат:
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням, що полягає в обтискуванні заготовки у двох взаємно перпендикулярних площинах трьох її частин, які зміщені відносно одна одної по повздовжній осі, трьома парами бойків, що мають частини для заходу і калібрування, і періодичного подавання заготовки у напрямі повздовжньої осі, який відрізняється тим, що на першій і третій частинах заготовки, розташованих у напрямі її...
Попередній патент: Спосіб релокації підсистеми обслуговування радіомережі (варіанти)
Наступний патент: Спосіб стиснення лінійних та суперспіральних молекул днк
Випадковий патент: Спосіб дегазації виймальної дільниці шахти