Спосіб прокатки смуг
Номер патенту: 7897
Опубліковано: 26.12.1995
Автори: Савіцкий Сергій Георгійович, Нікітенко Євген Миколайович, Байков Євген Вікторович, Маншилін Олександр Гейнійович, Ємченко Андрій Валентинович, Лабецький Андрій Володимирович, Закарлюка Сергій Володимирович
Формула / Реферат
Способ прокатки полос, включающий определение сопротивления деформации металла перед прокаткой по усилию реза полосы и корректировку режимов прокатки по результатам этого измерения, отличающийся тем, что, с целью повышения точности прокатываемых полос, а также стабилизации процесса прокатки, проводят обрезку боковых кромок полосы перед чистовой прокаткой, а корректировку режимов прокатки осуществляют непрерывно по текущему усилию реза боковых кромок по длине полосы.
Текст
Изобретение относится к п р о катному производству и.может быть и с пользовано при производстве листов и полос. Цель изобретения - повышение точности прокатываемых полос и эффективности управления, а также стабилизация процесса прокатки. Одновременно с^ обрезкой боковых кромок перед ч и с товой прокатной замеряют усилие реза. Полученная информация о сопротивлении деформации п о длине полосы и о ширине подката поступает в УВМ и производится корректировка режимов п р о катки. У:•( ' * > .-- _ » , - •: •=• • ••-'. - ^ ,-; (46) 1 5 . 0 9 . 9 0 . Бюл. № 34 (71) Донецкий.политехнический институт (72) Е.Н.Никитенко, С.В.Закарлюка, С;Г.Савицкий, Е.В.Банков, А.В.Емченко, А.Г.Маншилин и А.В.Лабецкий (53) 621.771.237.04(088.8) (56) Заявка Японии № 62-45412, кл. В 21 В 37/00, 1987. Авторское свидетельство СССР № 929266, кл. В 21 В 37/10, 1982. Изобретение относится к прокатному производству и может быть использовано при производстве листов и ПОЛОС, по длине кромок подката и о его ш и рине (по настройке ножниц) поступает в УВМ, где рассчитываются сила прокатки и деформация клети с п р и водной и неприводнон сторон. При поступлении подката в первую клеть стана накопленная информация о силе прокатки и деформации клетк используется для настройки первой и последующей клетей. По мере прокатки происходит корректировка режимов прокатки по длине левой и правой кромок раската. • Ц е л ь изобретения - повышение т о ч ности прокатываемых полос и эффективности управления, а также стабилизация процесса прокатки. Сущность изобретения заключается в следующем. Перед чистовой прокаткой после обрезки переднего конца обрезают левую и правую кромки по всей длине листового подката.. Одновременно с обрезкой боковых кромок замеряют усилие реза, например, с помощью месдоз, установленных в левых и п р а вых ножницах. Сигналы от месдоз н е прерывно поступают в счетно-решающее устройство, где они преобразуются в сигналы, характеризующие сопротивление деформации металла по длине л е вой н правой кромок. Полученная и н формация о сопротивлении деформации !' і Таким образом, непрерывная и точная информация о сопротивлении' деформации по длине полосы, по левой и правой ее кромкам и использование подката с качественными кромками с точно' фиксированной шириной позволяет повысить эффективность управления режимами прокатки, точность прокатываемых полос (толщину, ширину, плос•>',;"'• о 1592070 костность) и стабилизировать процесс прокатки. П р и м е р. На широкополосном стане горячей прокатки 2000 для получения полосы 3x1850 мм из стали 10 используют подкат 18x1900 мм, имею1 щий по длине "температурный клин '. Перед чистовой группой клетей производят обрезку левой и правой кромок 10 подката дисковыми ножницами (диаметр ножей 1000 мм) и одновременно замеряют месдозами усилие реза, которое 1 вследствие "температурного клина' по длине подката возрастает с 32 до 15 '40 кН. Сигналы от месдоз непрерывно поступают в счетно-решающее устройство, где они преобразуются в сигналы, характеризующие сопротивление деформации металла по длине левой и правой кромок. В данном случае сопротивление деформации по длине подката возрастает с 48 до 56 МПа (значения получены с использованием известной формулы, при К =0,6; К2=1,2; К 3 =1,1; 25 Е н = 1,0; 4 = 0 ; (/=0,09485 рад; Ь = 1 8 м м ) . Полученная информация о сопротивлении деформации по длине кромок подката и его ширине (1850 мм) поступает в УВМ, где рассчитывается сила про30 катки и деформация клети с приводной и неприводной сторон, которые в данном случае по мере прокатки возрастают. В данном случае сила прокатки, например, для первой клети чистовой группы (диаметр валков 900 мм, отно- 35 сительное обжатие 25%) возрастает по длине раската с 4600 до 5360 кН (значения силы прокатки получены расчетным путем). Упругая деформация 40 клети (модуль жесткости клети равен 4000 кН/мм) в данном случае возрастает по длине раската с 1,15 до 1,34 мм* Таким образом, зазор между валками по мере прокатки увеличивается с 45 14,65 (13,5-1,15) до 14,84 (13,51,34) мм. Полученная информация хранится в памяти УВМ до поступления раската на прокатку. В данном случае при прокатке переднего конца в первой 50 клети стана устанавливается начальный зазор, равный 14,65 мм. По мере прокатки происходит корректировка режима прокатки по длине проката согласно рассчитанным ранее режимам, заключающаяся, например, в уменьшении 55 зазора между валками на 0,19 (14,8414,65) на конце раската. В результате получается готовый прокат, харак теризующийся повышенной точностью." геометрических размеров (продольной% поперечной толщины, ширины) и плоскостностью, повышается стабильность процесса прокатки. Предлагаемый способ прокатки обеспечивает повышение эффективности управления режимами прокатки по всей длине полосы за счет точного (так как усилие реза есть функция температуры, механических свойств, распределения химических элементов, толщины и других показателей) и непрерывного определения сопротивления деформации по длине подката (так как обрезка кромок осуществляется по длине подката) . Использование точной"и непрерывной информации о сопротивлении деформации по длине подката позволяет более точно и оперативно управлять продольной и поперечной разнотолщинностью готовых полос. I Повышение эффективности управления режимами прокатки обеспечивается также, путем получения точной и непрерывной информации о сопротивлении деформации по ширине полосы (по левой и правой ее кромкам). Это позволяет более точно настроить прокатный стан со стороны левой и правой кромок, обеспечить равномерную вытяжку по ширине полосы и, как следствие, устранить дефекты формы полосы (серповидность и неплоскостность). Кроме того, обрезка боковых кромок позволяет стабилизировать ширину и ликвидировать дефекты боковых кромок подката, что снижает разнотолщинность и разноширинность проката и, как следствие, повышает точность готовых полос. Стабилизация процесса прокатки обеспечивается в результате ликвидации развития дефектов кромок, что снижает вероятность обрывности проката, забуривания полосы, поломок валков и т.п. Ф о р м у л а и з о б р е т е н и я Способ прокатки полос, включающий определение сопротивления деформации металла перед прокаткой по усилию реза полосы и корректировку режимов прокатки по результатам этого измерения, о т л и ч а ю щ и й с я тем, что, с целью повышения точности прокатываемых полос, а также стабилиза . 1592070 ' о ции процесса прокатки, проводят об- режимов прокатки осуществляют резку боковых кромок полосы перед рывно по текущему усилию реза боковых чистовой прокаткой, а корректировку кромок по длине полосы. і Редактор С.Лисина Составитель Н.Булкин Техред Л.Сердюкова Корректор С.Черни Заказ 2.667 Тираж 409 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,J01
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strips
Автори англійськоюZakarliuka Serhii Volodymyrovych, Savitskyi Serhii Heorhiiovych, Baikov Yevhen Viktorovych, Yemchenko Andrii Valentynovych, Manshylin Oleksandr Heiniiovych, Labetskyi Andrii Volodymyrovych
Назва патенту російськоюСпособ прокатки полос
Автори російськоюЗакарлюка Сергей Владимирович, Савицкий Сергей Георгиевич, Байков Евгений Викторович, Емченко Андрей Валентинович, Маншилин Александр Гейниевич, Лабецкий Андрей Владимирович
МПК / Мітки
МПК: B21B 37/78
Код посилання
<a href="https://ua.patents.su/4-7897-sposib-prokatki-smug.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки смуг</a>
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Хлопонін Віктор Ніколаєвіч, Капнін Владімір Вікторовіч, Овчіннікова Маріна Васільєвна, Мєльніков Алєксандр Васільєвіч, Ашіхмін Гєрман Вікторовіч, Кісєльов Андрєй Пєтровіч
МПК: B21B 1/26
Мітки: поздовжньої, спосіб, прокатки
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Добровольський Владислав Борисович, Коваленко Віктор Федорович, Афанасьєв Сергій Іванович, Ющевський Віктор Карлович, Сапригін Хразален Михайлович, Курандо Ігор Григорович, Филонов Юрій Всеволодович, Єремєєв Віктор Іванович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Холодило Валерій Андрійович, Шишко Юрій Борисович, Кузнєцов Лев Федорович, Андрійчук Сергій Андрійович, Ющевський Віктор Карлович, Филонов Юрій Всеволодович, Букрєєв Іван Іванович, Гавриленко Євген Дмитрович, Єрємєєв Віктор Іванович
МПК: B21B 1/26
Мітки: спосіб, прокатки, безперервної, штабів
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб багатострумкової прокатки
Номер патенту: 7894
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Шум Валентин Борисович, Столба Володимір Анатолійович, Абалешев Валерій Олександрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Олексенко Миколай Ільіч
МПК: B21B 1/02
Мітки: багатострумкової, прокатки, спосіб
Формула / Реферат:
Способ миогоручьевой прокатки, включающий циклическую деформацию ряда заготовок последовательно в центрирующем и в многоручьевых калибрах с касанием при захвате в первом многоручьевом калибре по центровочным канавкам раската, отличающийся тем, что, с целью повышения производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре, после прокатки в центрирующем калибре выдерживают технологическую паузу, по...
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Лам Матвій Маркович, Шум Валентин Борисович, Кукуй Давид Пенхусович, Левицький Анатолій Петрович
МПК: B21B 1/02
Мітки: круглих, прокатки, заготовок, спосіб
Формула / Реферат:
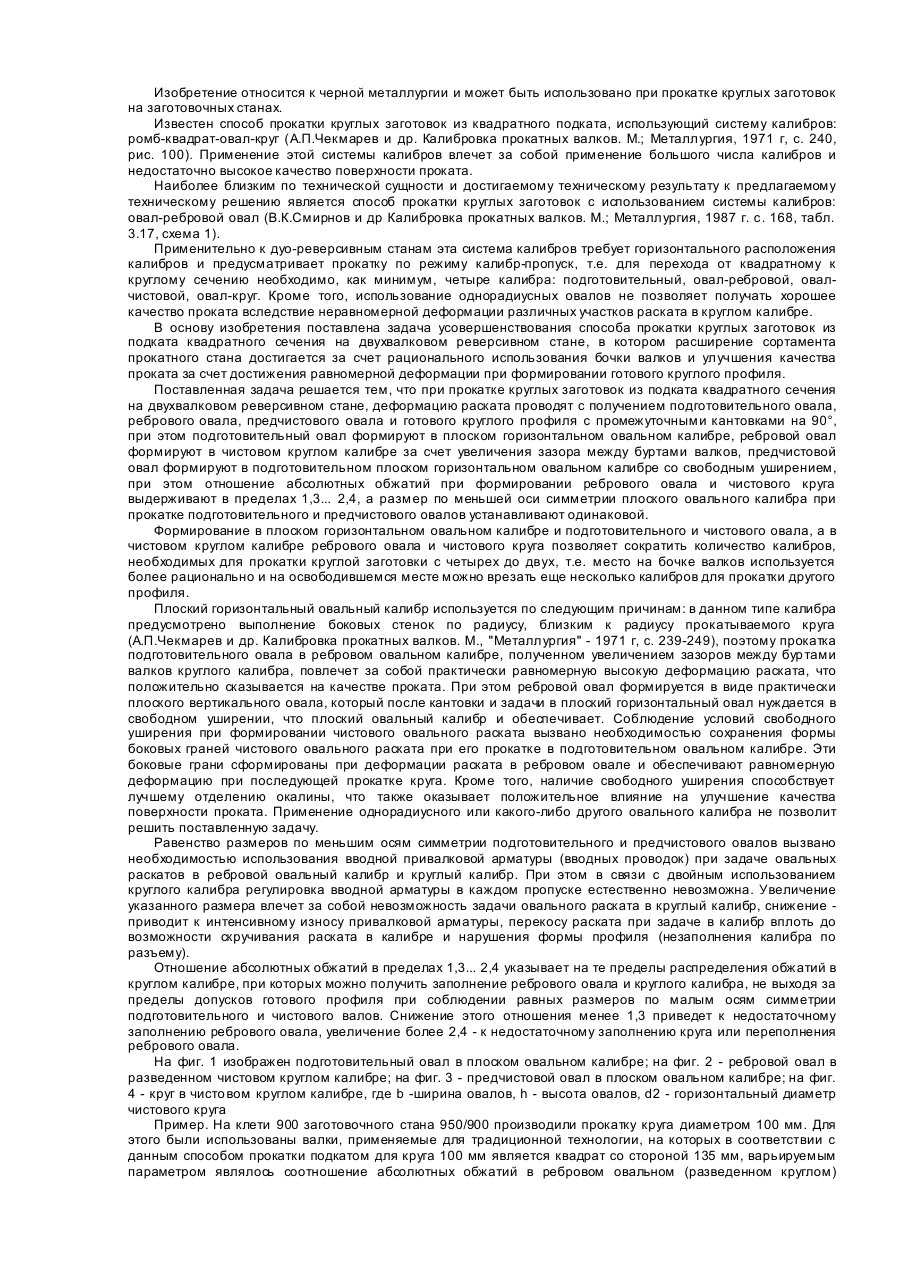
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Попередній патент: Спосіб прокатки біометалу
Наступний патент: Спосіб прокатки листів та смуг
Випадковий патент: Спосіб утилізації другорядних продуктів процесу виплавлення феросплавів