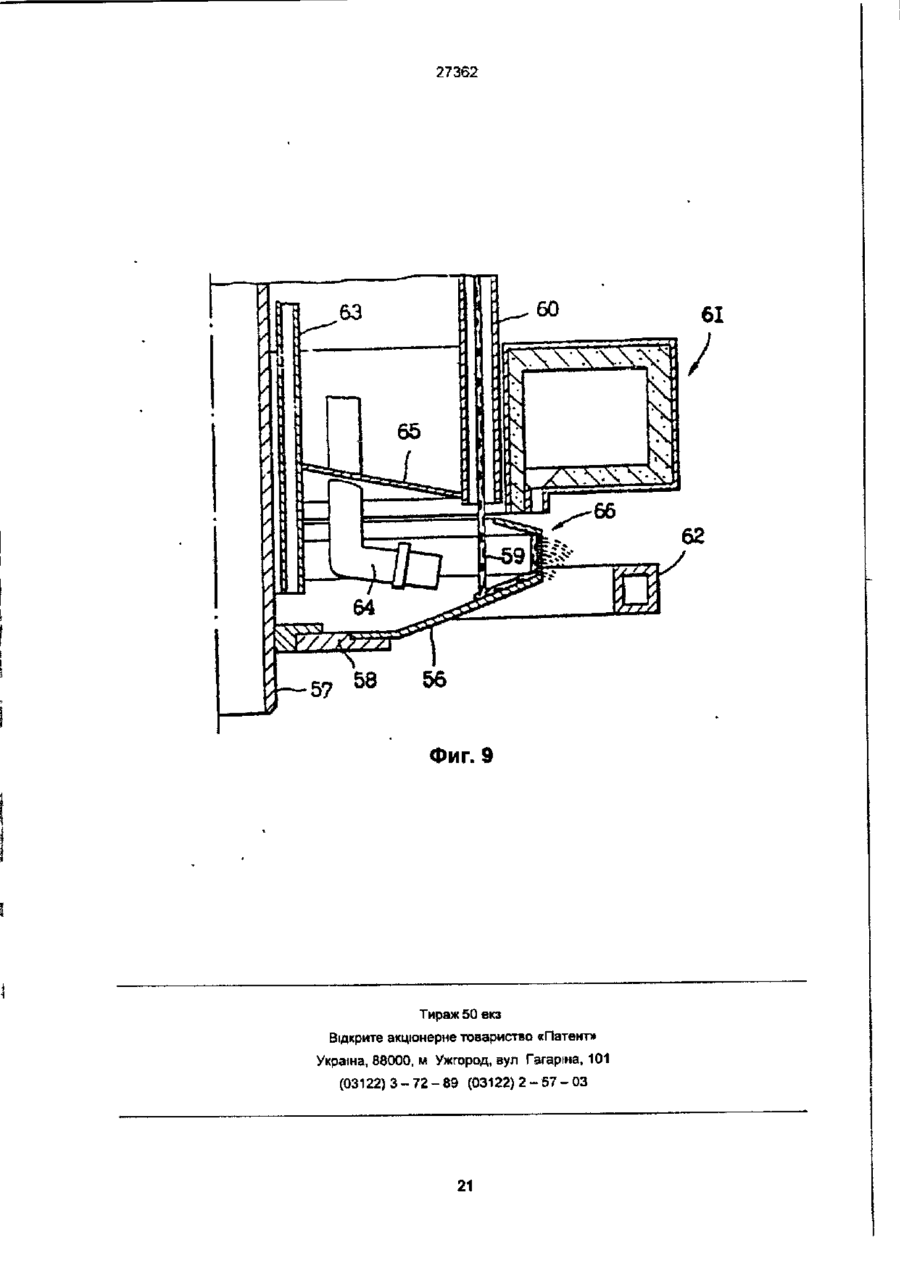
Спосіб і пристрій (варіанти) для виробництва мінеральної вати і мінеральна вата, отримана цим способом
Номер патенту: 27362
Опубліковано: 15.09.2000
Автори: Бернар Жан-Люк, Батіжеллі Жан, Фюртак Ханс, Бертьє Гі
Текст
1 Способ производства минеральной ваты из расплавленного минерального материала при котором расплавленный минеральный материал подают в прядильное устройство в периферической перегородке которого имеется множество отверстий, через которые минеральный материал центрифугируют с образованием волокна, отличающ и й с я тем, что подают расплавленный минеральный материал с повышенной температурой ликвидуса, превышающей 1050°С. и высокой текучестью, равной при этой температуре 3200 пуаз, и центрифугируют его при температуре менее 1400°С и вязкости выше 100 пуаз 2 Способ по п 1, отличающийся тем, что подают расплавленный материал с температурой ликвидуса, превышающей 1200 °С 3 Способ по п 1 или 2, отличающийся тем, что образование волокна производят при температуре рабочего диапазона расплавленного минерального материала, находящегося в пределах от 1200°С до 1400°С, и которому соответствует вязкость, превышающая 200 пуаз 4 Способ по п 3, отличающийся тем, что образование волокна производят при температуре рабочего диапазона расплавленного минерального материала, которому соответствует вязкость более 350 пуаз 5 Способ по п 3 или 4, о т л и ч а ю щ и й с я тем, что температуру рабочего диапазона расширяют по меньшей мере на 50 °С 6 Способ по любому из пп 1-5, отличающийся тем что диаметр отверстий периферической перегородки прядильного устройства выбирают больше 0,15 мм 7 Способ по п 6, о т л и ч а ю щ и й с я тем, что диаметр отверстий периферической перегородки прядильного устройства выбирают меньше 0,7 мм 8 Способ по любому из пл 1 - 7, о т л и ч а ю щ и й с я тем, что в качестве материала прядильного устройства используют сплав, укрепленный дисперсией окиси 9 Способ по любому из пп 1 -7, о т л и ч а ю щ и й с я тем, что в качестве материала прядильного устройства используют керамический материал 10 Минеральная вата изготовленная из минерального материала, отличающаяся тем, что минеральный материал имеет повышенную температуру ликвидуса, превышающую 1050"С, и низкую вязкость при этой температуре, составляющую менее 3200 пуаз, при этом содержание неволокнистых частиц, превышающих 100 мкм, составляет не более 10 мае % 11 Минеральная вата по п 10, отличающаяся тем, что содержит неволокнистые частицы разме ром, превышающим 100 мкм, в количестве менее 5 мае % 12 Минеральная вата no n 10 или 11, отличающаяся тем, что содержит щелочные земельные оксиды в количестве по меньшей мере 9 мае %, и железо в количестве по меньшей мере 3 мае % 13 Минеральная вата по п 10 или 11, отличающаяся тем, что составляющие ее компоненты находятся в следующем соотношении S1O2 60,7 мае % СаО 16.5 мае % Na 2 O 15 6 мас % АЬОз 0.2 мас % MgO 3,2 мас % К?О 0,7мас% ВгО3 3,3 мас % 14 Минеральная вата по любому из п 10 или 11, отличающаяся тем. что составляющие ее компоненты находятся в следующем соотношении &О 2 46,58-61,21 мае % не более 15,20 мае % Fe 2 O 3 0,1-19,89 мае % АЬОз не более 0,24 мае % МпО 5,75-30,0 мае % СаО 3,00-14,8 мас% MgO 0,02-15,4 мае % NajO не более 5,50 мае % КгО не более 6 21 мае % ТЮ 2 не более 5,90 мае % В2Оз СМ О см СО 27362 15. Минеральная вата по любому из пп. 10-14, отличающаяся тем, что тонина волокна минерального материала составляет значение Микронер ниже 6/5 грамма, 16 Устройство для изготовления минеральной ваты посредством внутреннего центрифугирования и волокнообразования в прядильном устройстве, периферическая перегородка которого содержит множество отверстий для подачи и центрифугирования расплавленного минерального материала с образованием волокон, подвергающихся дополнительному вытягивающему воздействию газового потока, протекающего вдоль периферической перегородки прядильного устройства, создаваемого круглой внешней горелкой, расположенной концентрично прядильному устройству, отличающееся тем, что прядильное устройство содержит внутреннее ответвите л ьное нагревательное устройство для нагрева внутренней поверхности периферической перегородки, которое представляет собой круглую горелку, при этом устройство для изготовления минеральной ваты снабжено установленным на внутренней поверхности тгольпанообразной соединительной полосы прядильного устройства устройством поддержания пламени внутреннего ответвительного нагревающего устройства возле внутренней поверхности периферической перегородки. 17. Устройство для изготовления минеральной ваты посредством внутреннего центрифугирования и волокнообразования в прядильном устройстве, периферическая перегородка которого содержит множество отверстий для подачи и центрифугирования расплавленного минерального материала с образованием волокон, подвергающихся дополнительному вытягивающему воздействию газового потока, протекающего адоль периферической перегородки прядильного устройства, создаваемого круглой внешней горелкой, расположенной концентрично прядильному устройству, отличающееся тем, что прядильное устройство содержит наружный нагреватель для нагрева верхних перегородок, а круглая внешняя перегородка расположена на расстоянии 15-20 мм над периферической перегородкой прядильного устройства. 18. Устройство по п. 17, отличающееся тем, что круглая внешняя горелка содержит выпускную канальную перегородку с диаметром, меньшим, чем диаметр верхней стороны периферической перегородки прядильного устройства. 19 Устройство по любому из пунктов 16-18, отличающееся тем, что круглая внешняя горелка содержит удлиненные наклонные выпускные канальные перегородки для горячего газового потока, установленные с возможностью разграничения расширяющегося выпускного потока горячих газов 20 Устройство по п. 19, отличающееся тем, что снабжено уплотнительным выступом или вращающимся уплотнением для предотвращения противотока горячих газов вдоль упорного вала прядильного устройства. 21 Устройство по п 19, отличающееся тем, что оно снабжено жидким уплотнителем, образованным на свободном конце упорного вала для предотвращения противотока горячих газов вдоль упорного вала прядильного устройства. 22 Устройство по любому из пп. 16-21, отличающееся тем, что оно снабжено кольцевым индукционным нагревателем-для дополнительного нагрева прядильного устройства. 23 Устройство по любому из пп.16-22, отличающееся тем, что оно содержит распределительную чашу для приема расплавленного минерального материала с нижней перегородкой, выполненной в виде пластины из теплостойкого изолирующего материала, в частности, материала на основе керамики или из теплостойкого бетона. 24 Устройство по любому из пп. 16-24, отличающееся тем, что диаметр отверстий периферической перегородки прядильного устройства составляет 0,15-0,4 мм. 25. Устройство по любому из пп. 16-24, отличающееся тем. что прядильное устройство изготовлено из сплава, упрочненного дисперсией окиси. 26. Устройство по п 25, отличающееся тем, что прядильное устройство изготовлено из аустенитного сплава со следующим содержанием компонентов; Сг 5 -35 мас.% С не более 1 мас.% АІ не более 2 мас.% Ті не более 3 мае. % Fe менее, чем 2 мае. % Y2O3 0,2-1 мас. % Ni остальное 27. Устройство по п 25, отличающееся тем, что прядильное устройство изготовлено из аустенитного сплава со следующим содержанием компонентов: . Сг • 13-30 мас.% AI 2-7 мас.% Ті менее, чем 1 мас.%. УзОз 0,2-1 мае. % Fe остальное 28. Устройство по любому из пп. 16-24, отличающееся тем, что прядильное устройство изготовлено из керамического материала. 29. Устройство по л 28, отличающееся тем, что прядильное устройство изготовлено из керамического материала типа нитрида кремния. 30. Устройство по п 28, отличающееся тем, что прядильное устройство изготовлено из керамического материала типа SiC-SiC или SiC-C. Изобретение относится к способу изготовления волокон из термопластичного минерального материала с высокими температурами ппавления или высокими температурами ликвидуса, кроме того, к минеральной вате и волокнообразующему устройству, приспособленному для осуществления процесса В качестве прототипа заявляемого способа принят способ производства минеральной ваты из расплавленного минерального материала, при ко 27362 тором расплавленный минеральный материал подают в прядильное устройство в периферической перегородке которого имеется множество отверстий, через которые минеральный материал центрифугируют с образованием волокна (1) В качестве прототипа заявляемого вещества принята минеральная вата, изготовленная из минерального материала (2) За прототип заявляемого устройства принято устройство для изготовления минеральной ваты посредством внутреннего центрифугирования и волокнообразования в прядильном устройстве, периферическая перегородка которого содержит множество отверстий для подачи и центрифугирования расппавленного минерального материала с образованием волокон, подвергающихся дополнительному вытягивающему воздействию газового потока, протекающего вдоль перифирической перегородки прядильного устройства, создаваемого, круглой внешней горелкой, расположенной концентрично прядильному устройству(2) Недостаток известного способа состоит в том, что для производства минеральной ваты используют материалы, имеющие высокий коэффициент вязкости Это обстоятельство затрудняет процесс волокнообразования ввиду того, что затвердевание нитей начинается раньше, чем они успевают вытянуться и утониться до требуемой величины Кроме того, на нитях образовываются неволокнистые частицы в виде застывших капель или узлов. Недостаток известной минеральной ваты заключается в реологических характеристиках входящих в ее состав компонентов, являющихся основой расплавленного минерального материала. Эти компоненты характеризуются высоким коэффициентом вязкости и низкой текучестью, и в процессе внутреннего центрифугирования из них образуются нити с поверхностными дефектами и значительным содержанием неволокнистых частиц, размер которых превышает 100 мкм Недостаток известного устройства в том, что оно является непригодным для обработки очень текучих материалов с высокими температурами ликвидуса, которые должны быть использованы в соответствии с настоящим изобретением Обычные жаропрочные сплавы, такие, как никель-хромовые сплавы, имеют слишком низкую стойкость к воздействию температур свыше 1000°С или даже 1050°С, поэтому существуют несколько типов ограничений применения устройства Одно первое ограничение относится к деформации под воздействием тепла Сопротивление ползучести обычных жаропрочных сплавов является недостаточным при температуре свыше 1100°С Учитывая режим технологического процесса прядильных устройств, недостаточное сопротивление приводит к деформации периферической перегородки Она все больше и больше вздувается и заметно изменяет условия, при которых формируются волокна, следовательно, отрицательно воздействует на упорядоченность и однородность конечного продукта Хотя способны работать без повреждения в течение нескольких сотен часов при температурах порядка 1050"С, обычные прядильные устройства, однако, будут изношены в течение нескольких часов при температурах свыше 1100°С и еще даже больше при температурах свыше 1200°С Другим важным фактором относительно устройства является его коррозионная стойкость Здесь важное значение имеет тот факт, что коррозия увеличивается пропорционально температуре К недостаткам устройства для изготовления минеральной ваты следует отнести также и то, что его конструкция не позволяет в достаточной степени предотвратить потери тепла на участке между плавильной печью и прядильным устройством Кроме того, значительные потери тепла имеют место непосредственно на стенках прядильного устройства, в частности, на периферической перегородке Снижение температуры перегородки ниже рабочей температуры ведет к засорению отверстий, преждевременному застыванию нитей и, следовательно, к поверхностным дефектам В основу изобретения поставлена задача улучшения качества минеральных волокон и усовершенствования способа изготовления минеральной ваты путем использования минерального материала с повышенной температурой ликвидуса и низким коэффициентом вязкости при высокой текучести и оптимизации условий центрифугирования расплава, что обеспечивает соответствие скорости затвердевания волоконных нитей требуемой степени их вытягивания и утонения, и тем самым исключает возникновение капель и узлов на их поверхности В основу изобретения поставлена также задача повышения потребительских свойств минеральной ваты путем подбора оптимального качественного и количественного состава ингредиентов, составляющих основу для минерального материала с повышенной температурой ликвидуса и низким коэффициентом вязкости, что позволяет снизить содержание неволокнистых частиц и натеканий на поверхности минеральных нитей В основу изобретения поставлена также задача увеличения срока эксплуатации и эффективности работы устройства для изготовления минеральной ваты путем оснащения его дополнительным источником тепла и кольцевым индукционным нагревателем для пропускания высокочастотного тока и выбора оптимального взаиморасположения между дополнительными источниками тепла и прядильным устройством, а также путем изготовления прядильного устройства из жаропрочного сплава, нечувствительного к высоким температурам ликвидуса, что обеспечивает локализацию теплового потока у стен периферической перегородки и предотвращает переохлаждение расплавленного минерального материала и выходящих из отверстий нитей, а также увеличивает сопротивление ползучести и уменьшение деформации периферической перегородки прядильного устройства и его коррозию Поставленная задача достигается за счет того, что в способе производства минеральной ваты из расплавленного минеральногоматериала, при котором расплавленный минеральный материал подают в прядильное устройство, в периферической перегородке которого имеется множество отверстий, через которые минеральный материал центрифугируют с образованием волокна. 27362 согласно изобретению, подают расплавленный минеральный материал с повышенной температурой ликвидуса, превышающей 1050'С, и высокой текучестью, равной при этой температуре 3200 пуаз, и центрифугируют его при температуре менее 1400°С и вязкости выше 100 пуаз При этом расплавленный материал подают с температурой пиквидуса, превышающей 1200°С, образование волокна производят при температуре рабочего диапазона расплавленного минерального материала, находящегося в пределах от 1200°С до 1400°С, и которому соответствует вязкость, превышающая 200 пуаз, либо при температуре рабочего диапазона расплавленного минерального материала, которому соответствует вязкость более 350 пуаз Температуру рабочего диапазона расширяют по меньшей мере на 50 s C, диаметр отверстий периферической перегородки прядильного устройства выбирают большим 0,15 мм или меньшим 0,7 мм В качестве материала прядильного устройства используют сплав, укрепленный дисперсией окиси или керамический материал Поставленная задача достигается также за счет того, что в минеральной вате, изготовленной из минерального материала, согласно изобретению, минеральный материал имеет повышенную температуру ликвидуса, превышающую 1050°С, и низкую вязкость при этой температуре, составляющую менее 3200 пуаз, при этом содержание неволокнистых частиц, превышающих 100 мкм, составляет не более 10 мае %, предпочтительно менее 5 мае %, и щелочных земельных оксидов в количестве по меньшей мере 9 мае %, а также железа в количестве по меньшей мере 3 мае % Кроме того, составляющие ее компоненты могут находиться в следующем соотношении: SiO 2 60,7 мас % CaO 16,5 мас % ЫагО 15.6 мас % А! 2 О 3 0,2 мас % МдО 3,2 мас % К2О 0,7 мас % В 2 Оз З,З мас % Минеральная вата по любому из п 10 или 1 1 , отличающаяся тем, что составляющие ее компоненты находятся в следующем соотношении SiO 2 46 58-61 21 мас % РегОз не более 15 20 мае % А1 2 О 3 0 1-19 89 мае % МпО не более 0 24 мае % СаО 5 75-30 0 мае % МдО 3 00-14 8 мае % NaaO 0 02-15 4 мае % К2О не бопее 5 50 мае % ТіОг не более 6 21 мае % В^Оз не более 5 90 мае % Тонина волокна минерального материала составляет значение Микронер ниже 6/5 грамма Поставленная задача достигается, кроме того за счет того, что в устройстве для изготовления минеральной ваты посредством внутреннего центрифугирования и волокнообразования в прядильном устройстве периферическая перегородка которого содержит множество отверстий для подачи и центрифугирования расплавленного минераль ного материала с образованием волокон, подвергающихся дополнительному вытягивающему воздействию газового потока, протекающего вдоль периферической перегородки прядильного устройства, создаваемого к р у т о й внешней горелкой, расположенной концентрично прядильному устройству, согласно изобретению прядильное устройство содержит внутреннее ответвитепьное нагревательное устройство для нагрева внутренней поверхности периферической перегородки, которое представляет собой круглую горелку, при этом устройство для изготовления минеральной ваты снабжено установленным на внутренней поверхности тюльпанообразной соединительной полосы прядильного устройства устройством поддержания пламени внутреннего ответвительного нагревающего устройства возле внутренней поверхности периферической перегородки В устройстве {согласно второго варианта выполнения) для изготовления минеральной ваты посредством внутреннего центрифугирования и волокнообразования в прядильном устройстве, периферическая перегородка которого содержит множество отверстий для подачи и центрифугирования расплавленного минерального материала с образованием волокон, подвергающихся дополнительному вытягивающему воздействию газового потока, протекающего вдоль периферической перегородки прядильного устройства, создаваемого круглой внешней горелкой, расположенной концентрично прядильному устройству, согласно изобретению, прядильное устройство содержит наружный нагреватель для нагрева верхних перегородок, а круглая внешняя перегородка расположена на расстоянии 15-20 мм над периферической перегородкой прядильного устройства При этом круглая внешняя горелка содержит выпускную канальную перегородку с диаметром, меньшим, чем диаметр верхней стороны периферической перегородки прядильного устройства, и удлиненные наклонные выпускные канальные перегородки для горячего газового потока, установленные с возможностью разграничения расширяющегося выпускного потока горячих газов Кроме того, устройство снабжено уплотнительным выступом или вращающимся уплотнением для предотвращения противотока горячих газов вдоль упорного вала прядильного устройства и жидким уплотнителем, образованным на свободном конце упорного вала для предотвращения противотока горячих газов вдоль упорного вала прядильного устройства, а также кольцевым индукционным нагревателем для дополнительного нагрева прядильного устройства Устройство также содержит распределительную чашу для приема расплавпе иного минерального материала с нижней перегородкой, выполненной в виде пластины из теплостойкого изолирующего материала, а частности, материала на основе керамики или из теплостойкого бетона Д и а м е т р о т в е р с т и й п е р и ф е р и ч е с к о й перегородки п р я д и л ь н о г о у с т р о й с т в а с о с т а в л я е т 0,15-0,4 м м Прядильное устройство изготовлено из сплава, упрочненного дисперсией окиси, либо из аустенитного сплава со следующим содержанием компонентов' 27362 - Сг 5 -35 мас % -С не более 1 мае % - АІ не более 2 мае % • Ті не более 3 мае % -Fe менее, чем 2 мае % -У2Оз 0 2-1 мае % -Ni остальное Прядильное устройство может быть также изготовлено из аустенитного сплава со следующим содержанием компонентов -Сг 13-30 мае % - AI 2-7 мае % - Ті менее, чем 1 мае % -Y 2 O 3 0 2-1 мас % -Fe остальное, или из керамического материала типа нитрида кремния, либо типа SIC-SIC или SiC-C Посредством изобретения показано, что существует возможность изготовления минеральных волокон из типа рассматриваемого материала путём вытягивания расплавленного минерального материала из прядильного устройства с большим количеством отверстий небольшого диаметра в его периферической перегородке, с расплавленным минеральным материалом, вытягиваемым из прядильного устройства через эти отверстия в форме филаментных нитей под воздействием центробежной силы В способе в соответствии с изобретением, филаментныо нити, вытянутые прядильным устройством, как может быть в этом случае, зацепляются газовым потоком, который дополнительно вытягивает филаментные нити, если не используется другой процесс волокнообраэования с внутренним центрифугированием и без применения вытягивающего газового потока. Применение способа внутреннего центрифугирования для рассматриваемых материалов до этого времени не рассматривалось. Несколько причин давали возможность поддерживать мнение о том, что такие способы внутреннего центрифугирования не пригодны для этих материалов Проблемы, главным образом, относятся к условиям удовлетворительной вытяжки волокон. Рассматриваемые материалы характеризуются относительно высокими температурами ликвидуса и очень низкими коэффициентами вязкости одновременно Они уже являются сравнительно жидкими при их соответствующих температурах плавления и имеют коэффициенты вязкости менее, чем 3200 пуаз при температуре плавления. В этом они отличаются от стекол, обычно обрабатываемых способами внутреннего центрифугирования. Коэффициент вязкости этих стёкол при температуре ликвидуса составляет порядка 5000 пуаз, с коэффициентами вязкости 1000 пуаз или более, превалирующими даже в том случае, когда волокнообразование отчётливо превышает их температуры ликвидуса Однако, в соответствии с изобретением, материалы с очень низкими коэффициентами вязкости даже при их температурах ликвидуса подвергаются процессу волокнообразования Неожиданно было установлено, что волокнообразование таких материалов с низким содержанием узелков на волокне успешно осуществляется способом внутреннего центрифугирования, если выбирается материал, который должен иметь коэффициент вязкости , по крайней мере, 100 пуаз в пределах рабочего диапазона, то есть, в частности от 1200 °С до 1400 "С, и если затем этот материал подвергается процессу волокнообразования при коэффициенте вязкости более, чем 100 пуаз Использованные в соответствии с изобретением материалы обычно преобразовываются в расплавленное состояние только при температуре, превышающей 1200 °С, и являются весьма текучими при их соответствующей температуре плавления, в частности, их коэффициент вязкости, как правило, составляет меньше 3200 пуаз (Ig ц < 3,5 ) при температуре ликвидуса, в частности, даже ниже 1000 пуаз (Ig ц < 3 ). Способы внутреннего центрифугирования для производства стеклянных волокон, описанные в известном уровне техники, содержат относительно точные указания о температурах процесса. Они являются менее точными относительно реологических точек зрения, с учетом того факта, что традиционные составы на основе стекла при исследованных температурах показывают коэффициенты вязкости, которые хорошо соответствуют для процесса вытяжки Коэффициент вязкости при температуре волокнообразования нормального стекла, которая на практике всегда превышает температуру ликвидуса, не слишком высокий, поэтому существует возможность вытяжки волокон с относительно небольшими усилиями. Никакая вязкость при температуре ликвидуса, и поэтому также слегка выше ее, не является слишком низкой в случае обычного стекла, которая под влиянием поверхностного натяжения меньше и меньше компенсирована вязкостью при уменьшенных диаметрах волокон, приводит к разрыву и образованию капель и узелков на волокне Из этого следует, что вязкость обычных стеклянных составов может просто выбираться из пределов диапазона, превышающего температуру ликвидуса, таким образом, что во время волокнообразования посредством внутреннего центрифугирования обеспечивается соответствующая вязкость, например, 1000 пуаз или более. Как объяснено выше, рассматриваемые материалы по сравнению со стёклами уже являются текучими до такой степени при температуре ликвидуса, что с применением способа внутреннего центрифугирования не предполагается удовлетворительная вытяжка расплавленного материала. Настоящее изобретение показывает, что существует удивительная возможность обработки весьма текучих материалов с высокими температурами ликвидуса "внутренним центрифугированием", если определённый выбор между всеми рассматриваемыми материалами делается в отношении их вязкости при температуре ликвидуса, и если волокнообразование материала проводится при специфических условиях. Способ в соответствии с изобретением для производства минеральных волокон из рассматриваемых материалов состоит, прежде всего, из выбора материалов с температурами ликвидуса ниже 1400 °С и коэффициентами вязкое 27362 ти более, чем 100 пуаз, конкретно в диапазоне от 100 до 3 000 пуаз, в температурном интервале от 1200 °С до 1400 "С, и подачи этого расплавленного минерального материала в прядильное устройство, периферическая перегородка которого снабжается множеством отверстий для выделения расплавленного минерального материала, из которого филаментные нити расплавленного минерального материала эытягивагатся с вязкостью, отрегулированной до более, чем 100 пуаз, и, как может быть в этом случае, подвергаться воздействию вытягивающего газового потока для формования волокон. Затем волокнообразование осуществляется внутри рабочего диапазона в пределах от 1200°С и 1400°С, в которых коэффициент вязкости превышает 100 пуаз; и последнее, в верхнем пределе температур учитываются проблемы эксплуатационной долговечности прядильного устройства. Во время проведения испытаний, ведущих к настоящему изобретению, было установлено, что диапазон вязкости, который должен применяться для внутреннего центрифугирования рассматриваемых материалов, при практических условиях должен превышать 100 пуаз, тогда как этот материал подвергается процессу волокнообразования способом внешнего центрифугирования при существенно пониженных коэффициентах вязкости в несколько десятков пуаз. При коэффициенте вязкости более чем 3 000 пуаз, вязкость препятствует выделению материала через отверстия прядильного устройства и вытяжке в волокна. При вязкости ниже 100 пуаз затруднение происходит в результате опасности недостаточного волокнообразования, таким образом, что филаментные нити могут разрываться и образовывать капли или потёки и узепки на волокне. Расплавленный минеральный материал внутри прядильного устройства поддерживается при температуре, препятствующей его затвердеванию. Необходимо поддерживать даже более высокую температуру, чем теоретически допускаемая температура, для того, чтобы учитывать трудно контролируемые локальные температурные флуктуации. Для того, чтобы избежать какой-либо степени риска первоначального затвердевания внутри прядильного устройства, допускается адекватный диапазон флуктуации температуры в несколько десятков градусов Предпочтительным является запас надёжности примерно 50 "С, влекущий за собой предпочтительный выбор материалов с коэффициентами вязкости свыше 100 пуаз в пределах температурной зоны с шириной по крайней мере 50 "С - внутри общего диапазона от 1200 °С до 1400 °С. В результате этого коэффициент вязкости никогда не падает ниже 100 пуаз вследствие температурных флуктуации в пределах этой температурной зоны. Материалами, которые используются в соответствии с этим изобретением, являются, в частности, природные базальты, но также аналогичные составы, такие, как те, которые получаются при добавлении композиционных материалов к базальту с целью воздействия на некоторые из его свойств Кроме того, используются композиционные материалы, подобные тем, которые получаются комбинацией материалов, ко торые обладают основными свойствами базальтов, в частности, их температурным режимом и, в частности, свойством того, что плавление достигается при температуре, которая, как правило, не находится в пределах ниже 1200°С. К ним относятся также минеральные составы, такие как доменные шлаки или все те составы, которые используются для производства так называемой каменной минеральной ваты. В соответствии с этим изобретением стадии процесса могут также применяться к составам, определяемым термином "стекловидный". К этим последним составам относятся так называемые "тугоплавкие стёкла", с аналогичными, крайне низкими коэффициентами вязкости при температуре ликвидуса, с термином "тугоплавкие", кроме того указывающим на относительно высокие температуры ликвидуса, которые делают такие стёкла пригодными для применений при относительно высоких температурах. Базальты и минералы, которые должны быть использованы в рамках этого изобретения, главным образом характеризуются тем, что в отличие от составов на основе стекла, они имеют относительно низкое содержание щёлочно-зе- * мельных металлов. Это содержание обычно не превышает 10 весовых процентов, и в большинстве случаев находится в пределах ниже 5 весовых процентов окисей щёлочи. Это низкое содержание щелочного металла является одной из причин того, почему расплавление происходит только при относительно высоких температурах. С другой стороны, содержание щёлочно-земельных металлов, особенно СаО, является выше, чем в составах на основе стекла. Обычно это содержание не , ниже 9 весовых процентов. Общее содержание щёлочно-эемепьных металлов может доходить до 35 весовых процентов или более. Для чаще всего используемых материалов рассматриваемого типа это содержание находится в диапазоне от 9 до 30 весовых процентов. Что касается компонентов структуры ЭЮг или АЬОз базальты обычно богаче окисью алюминия и, соответственно, менее богаты двуокисью кремния, чем составы на основе стекла. Базальты также значительно отличаются от составов на основе стекла вследствие повышенного содержания окиси железа. Для природных базальтов это содержание окиси находится в пределах свыше 3 весовых процентов, и обычно свыше 6 весовых процентов. Базальты и минералы, которые используются в соответствии с настоящим изобретением, имеют составы со следующими основными композиционными материалами. SiOj более, чем 45 весовых процентов СаО + МдО от 9 до 35 весовых процентов №гО + КэО менее 10 весовых процентов Составы, предпочтительные для использования в соответствии с настоящим изобретением, в частности, составы базальтового типа, имеют композиционные материалы, представленные в следующей таблице. Показания величин даются в весовых процентах, и как нечто само собой разумеющееся, незначительные отклонения от следующих конкретных данных часто не имеют отрицательного воздействия. 27362 SiO 2 Fe 2 O 3 AI 2 O 3 MnO CaO MgO Na2O K^O TiO 2 Р3Оэ 50 45 10 35 17 35 017 9 90 7 05 3 35 0 45 0 75 0 15 _ 51 50 10 10 18 0 19 89 64 35 0 61 0 66 0 12 52 90 15 20 136 02 5 75 33 2 7 22 30 06 54 90 8 30 17 17 0 15 713 5 10 3 55 2 19 1 20 0 28 56 00 12 18 14 37 0 23 63 4 43 32 1 49 1 33 0 34 52 26 7 60 18 96 01 6 52 4 31 5 52 411 05 01 SiO2 52 60 8 75 14 58 012 12 20 6 33 46 55 8 78 147 0 17 1225 62 48 77 8 80 14 65 0 17 12 25 62 50 80 8 80 14 65 0 17 12 25 62 58 54 019 38 03 25 0 9 25 58 3 0 14 7 2 24 1 05 1 82 0 30 22 1 02 1 89 621 22 1 02 1 9 A 22 1 01 1 9 2 0 0 0 2 0 0 02 0 05 0 14 45 MnO CaO MgO 49 40 1010 17 00 015 9 70 6 90 3 25 0 45 0 75 0 15 47 90 9 80 16 40 0 15 94 6 70 3 15 0 90 07 0 14 2 15 47 50 9 70 163 0 16 124 67 3 20 0 40 07 29 5 25 24 85 50 (продолжение таблицы) Na2O КгО TiO 2 В2Оз В соответствии с настоящим изобретением существует возможность получения волоконного мата с применением внутреннего центрифугирования составов этого типа со значением Микронер (Micronaire) F/5g ниже 6, предпочтительно между 2,5 и 4, с соотношением узелков на волокне или неволокнообразованных частиц более, чем 100 мкм, составляющим менее, чем 10 весовых процентов и даже менее, чем 5 весовых процентов, что составляет чрезвычайно низкое содержание узелков на волокне Как упоминалось прежде, да же "тугоплавкие" стёкла могут быть обработаны преимущественно с применением процедурных стадий в соответствии с настоящим изобретением, так как они также имеют очень низкие коэффициенты вязкости при их температурах ликвидуса и, следовательно, для волокнообразования требуются те же самые условия Одним примером такого состава на основе стекла является 0 7 мае % SiO 2 SiO 2 Fe2O3 А! 2 Оз MnO CaO MgO Na 2 O K2O тю2 P2O5 B2O5 47,01 12,1 14,7 0,24 10,1 8,6 3 06 1.40 2,6 56,3 0,25 3,15 26,1 6,4 32 0,65 0,1 2,9 В ходе работы, ведущей к изобретению, было установлено, что соответствующий выбор сплава для прядильного устройства позволяет соответствовать в крупном масштабе требованиям, предъявляемым к способности сопротивления этого материала, даже при тяжелейших условиях 05 08 02 85 05 16 5 мас % СаО 15 6 м а с % Na 2 O 0 2 мас % А12Оэ З 2 мас % MgO 0 7 мас % КгО З 3 мас % В 2 Оз Другие составы, аналогичные тем составам. которые традиционно использовались для производства каменной минеральной ваты, могут быть использованы в равной степени, однако, при несколько более трудных условиях здесь, например, содержание узелков на волокне должно приниматься как 10 весовых процентов Тем не менее, в соответствии с настоящим изобретением, мат из минеральной ваты может быть реализован со значением Микронер ниже 6/5 g и соотношение неволокнообразованных частиц с размерами белее чем 100 мкм, которое находится ниже 10 весовых процентов, этот состав находится около одного из еледуюшчх составов, данных в весовых процентах 61,2 6.1 0.1 0,01 18,6 9.3 4.5 0,04 0.14 53 2,7 6,4 49,3 8,4 156 30 3 3,1 1,1 0,5 0,2 13,9 7,6 3,5 0,5 1,0 работы, вызванных обработкой составов с высоким ликвидусом Было установлено, что посредством дисперсии окиси упрочненных - кратких "GDS" - сплавов сопротивление ползучести и коррозионная стойкость могут быть одновременно увеличены, все это даже 27362 при таких температурах, которые требовались для волокнообразования материалов в соответствии с настоящим изобретением До этого времени сплавы ODS испопьзовались для промышленных прядильных устройств в аспекте повышения эксплуатационной долговечности при условиях эксплуатации, равных при традиционном производстве стекловаты Однако, насколько известно, промышленное применение не последовало. Следовало допустить, что преимущества, реализованные путём использования таких прядильных устройств, для обработки составов на основе стекла не составляют дополнительных расходов посредством выбора сплава ODS. Кроме того, одного выбора сплава ODS недостаточно дня выполнения всех требований, предъявляемых к удовлетворительному вопокнообразованиго рассматриваемого материала посредством способа "внутреннего центрифугирования". Использование прядильного устройства из сплава ODS для обработки составов с высоким ликвидусом поэтому является мерой, которую также непросто рассмотреть. В ходе работы, ведущей к изобретению, здесь впервые было установлено, что для достижения оптимального сопротивления ползучести при высоких температурах и обычно для достижения оптимальных свойств теплостойкости необходимо использовать ферритовые сплавы ODS В ходе выполнения работы, ведущей к настоящему изобретению, далее было установлено, что при выборе сплава ODS может быть необходимо учитывать тип состава, который должен быть обработан Основное различие относительно типа состава находится в наличии или отсутствии высокого содержания железа. В частности, было установлено, что ферритовые сплавы обеспечивают хорошую коррозионную стойкость при применении G составами, имеющими относительно высокое содержание закиси железа, тогда как эти же самые сплавы быстро корродируются составами на основе стекла, практически без содержания железа При практических условиях ферритовые сплавы не является преимущественными для обработки составов, содержащих менее 3 весовых процентов окиси железа. Для богатых железом составов, таких, как базальты и камни, в общем, ферритовые сплавы ODS обеспечивают преимущества хорошей коррозионной стойкости и хороших механических свойств, таким образом обеспечивая возможность работы при температурах порядка от 80 до 100 "С выше тех температур, при которых другие сплавы ODS, еще рассчитанные на чрезвычайную теплостойкость, могут быть действующими Ферритовые сплавы ODS например, обеспечивают возможность удовлетворительной обработки при температурах, которые могут составлять 1400 "С Для составов подвергающихся процессу волокнообразования которые не требуют экстремальных температур технологического процесса, а именно таких, которые могут быть обработаны при температурах от 1300 до 1350 °С или меньше, например, может выбираться менее теплостойкий сплав ODS Б этом смысле преимущественно могут использоваться аустенитные сплавы на основе никель-хрома Кроме того, эти сплавы обеспечивают хорошую коррозионную стойкость, а также и к составам либо бедным, либо богатым железом Б соответствии с настоящим изобретением, ферритовые сплавы ODS для обработки при максимальных температурах традиционно имеют содержание железа более, чем 65 весовых процентов. Кроме железа, эти сплавы обычно содержат хром и алюминий. Окись иттрия является окисью, предпочтительно диспергированной в сплаве ODS. Содержание окиси в таких материалах обычно является очень низким Как правило, оно составляет меньше, чем 1 весовой процент сплава. Ферритовые сплавы ODS, использованные для изготовления прядильных устройств, особенно для волокнообразования составов, обогащенных железом, имеют состав с этими основными компонентами: - Сг от: 13 до 30 % / весовых процентов / - А! от 2 до 7 % / весовых процентов/ - Ті менее, чем 1 % /весовой процент/ - Y2O3 от 0,2 до 1 % /весовой процент/ - Fe остальная часть. Предпочтительный сплав состоит из: - Fe 74,5 % / весовых процентов / - Сг 20 % / весовых процентов / - AI 4,5 % / весовых процентов/ - Ті 0,5 % / весовых процентов / - УгОз 0,5 % I весовых процентов / Использованные аустенитные сплавы практически не содержат железо. Кроме того, они практически не имеют алюминия. Содержание окиси иттрия находится в том же самом диапазоне, что и ферритовые сплавы. Соответствующие аустенитные сплавы, например, могут иметь следующий состав- Сг от 15 до 35 % і весовых процентов/ -С не более 1 % / весового процента / - АІ не более 2 % / весовых процентов / - Ті не более 3 % /весовых процентов / - Fe менее, чем 2 % /весовых процента / - Y2O3 от 0,2 до 1 % /весового процента/ - Ni остальная часть Производство сплавов ODS и формование обрабатываемых изделий, основанное на этих сплавах, могут следовать по сути известным способам. Керамические материалы относятся к другой категории материалов, используемых прядильным устройством Используемые монолитные керамические материалы, в частности нитрид кремния типа RBSN /реакционно-связанный нитрид кремния, полученные реакцией спекания кремниевого порошка в азотной атмосфере/, типов Si3N4 или SIALON, например, следующего химического состава, являются - Si 49,4 % / весовых процента / - AI 4,2 % /весовых процента / -Y 7,25 % /весовых процента/ -О 4,0 % /весовых процента/ -N 35,0 % /весовых процента/ - Fe 2 000 частей на миллион - Са + Мд 1000 частей на миллион В равной степени могут быть использованы другие нитриды кремния Обрабатываемое изделие может, например, быть получено спеканием, с применением этого рабочего технологического процесса 27362 также обеспечивается возможность получения обрабатываемых изделий с относительно сложными формами и возможность приготовления отверстий с самого начала сохранением их свободными посредством стержней, которые извлекаются после того как было сформовано обрабатываемое изделие, с диаметрами отверстий, окончательно обрабатываемыми алмазным резцом Предпочтительно используются непористые керамические материалы, объемный вес которых как можно ближе приближается к их теоретической максимальной плотности Посредством этого в результате получаются менее легко коррелирующие обрабатываемые изделия Этот тип материала может использоваться в диапа зоне температур около 1300 °С Другой категорией керамических материалов, используемых в пределах объема настоящего изобретения являются композиционные материалы с керамической матрицей и армированием волокном, которые имеют значительно повышенную ударную вязкость и твердость Здесь особенно пригодными являются керамические материалы SiC SiC или SiC-C с матрицей карбида кремния, армированной волокнами, также состоящими с карбида кремния /SiC-SiC / или углерода /SiC-C/ Например, обрабатываемая деталь изготавливается первоначально диспергированием газообразного исходного вещества, которое при его осаждении керамизируется в предварительно отформованной заготовке, изготовленной пропиткой стопы смежных слоев ткани из волокон карбида кремния или волокон углерода, с отверстиями в периферической перегородке, которые должны быть проделаны предпочтительно проникновением лазерного луча Такой керамический материал может быть использован при неокисляющихся условиях при температурах, превышающих 1200 °С для SIC-SIC, и выше, чем 1400 °С для SiC-C Достижение оптимальных результатов при обработке способом внутреннего центрифугирования материалов с высоким ликвидусом и низким коэффициентом вязкости в отношении совокупности волокнообразования зависит не только от выбора определенного сплава Требуемые условия обработки также воздействуют на все, что касается пути прохождения расплавленного минерального материала и устройств, обеспечивающих защиту теплового режима С самого начала, то есть от температуры плавления сырьевых материалов, для рассматриваемых материалов часто требуется специализированное оборудование Здесь нет намерения приводить объяснения способов плавления, которые не находятся в пределах объема настоящего изобретения Эти способы более подробно объясняются в литературе Тем не менее необходимо подчеркнуть, что даже при подготовке расплавленных минеральных материалов достигаемые температуры в особенности ограничиваются сопротивлением материалов, формирующих плавильную печь или печь для рафинирования По этим причинам расплавленный минеральный материал подаётся при температурах, как правило, не слишком превышающих температуры, необходимые для превращения Это означает, что тепловые потери расплавленного минерального материала во время стадий технологического процес са, вплоть до превращения в волокна должны подавляться В практических условиях результатом является то, что расплавленный минеральный материал теплоизолируется на пути между плавильной печью и прядильным устройством, и что расстояние сохраняется коротким Следовательно также, что тепловые потери происходят при соприкосновении с прядильным устройством, если это устройство не снабжается энергией, необходимой для поддержания его при рабочей температуре Во избежание чрезмерных теплопередач ряд мер применяется во время запуска устройства и для продолжения работы Снаружи прядильного устройства, в частности, находится круглая внешняя горепка. предпочтительно с внутренним сгоранием и создающая круговой газо&ый поток с повышенной температурой в окрестности верхней стороны периферической перегородки Предпочтительно, поток горячего газа не только направляется таким образом, чтобы проходить вдоль периферической перегородки транспортного устройства, но таким образом, что он также охватывает часть соединительной полосы или "тюльпана", соединяющего периферическую перегородку с фланцем, который используется для прикрепления прядильного устройства к его упорному валу /в случае применения прядильного устройства без днища/ или с верхним усиливающим кольцом /в случае применения прядильного устройства, приводимого в действие через его нижнюю перегородку/, таким образом, что эти части также нагреваются Для этой цели могут использоваться дополнительные горелки, пламя которых направляется на соединительную полосу или на "тюльпан" Другим решением является расположение внешней горелки на более удаленном расстоянии от верхней стороны периферической перегородки, таким образом, что газовый поток уже до некоторой степени расширен перед приближением к прядильному устройству и достиг ением заметной части "тюльпана" Однако, здесь расстояние должно поддерживаться настолько малым, чтобы сохранялась хорошая точность ударяющего потока В соответствии с третьим вариантом настоящего изобретения может быть использована кольцевая внешняя горелка, внутренняя канальная стенка которой имеет меньший диаметр, чем наружный диаметр прядильного устройства В этом случае, например, может обеспечиваться горелка с удлиненными наклонными выпускными кромками для разделения горящей струи горячих газов Кроме того, на внешней стороне прядильного устройства, предпочтительно индукционный нагреватель оснащается кольцевым магнитом для пропускания электрического тока с высокой, или предпочтительно средней высокой частотой Как известно само по себе, кольцевой магнит может размещаться непосредственно ниже прядильного устройства и концентрично к нему Комбинация этих двух нагревательных устройств существенно способствует тепловому балансу прядильного устройства, и следует отметить, что эффективность этих нагревательных устройств тем лучше, чем более близко они размещаются возле прядильного устройства, и что таким образом внешняя го 27362 релка главным образом нагревает верхнюю часть центрифуги или прядильного устройства, тогда как кольцевой магнит в свою очередь нагревает главным образом нижнюю часть прядильного устройства. Поскольку было установлено, что очень трудно нагревать верхнюю сторону периферической перегородки без нагревания всех других близлежащих металлических частей, которые, в частности, охватываются потоком горячего газа, описанная система двойного нагревания устраняет технологические проблемы Следующей существенной отличительной особенностью между этими нагревательными устройствами является их воздействие на температуру около прядильного устройства Индукционный нагреватель не имеет практического воздействия в этом отношении и поэтому не способствует нагреванию окружающей среды, кроме незначительного количества нагревания излучением С другой стороны, круглая внешняя горелка неизбежно должна нагревать окружающую среду в значительной степени, хотя вторичный воздух, всосанный вращательным движением прядильного устройства, и высокая скорость кольцевого газового потока, в свою очередь, подавляет внедрение тепла кольцевой внешней горелкой е окружающую среду Для получения оптимального качества волокна, в частности, в аспекте механического сопротивления, однако не является преимущественным, если волокна подвергаются воздействию чрезмерно горячей окружающей среды непосредственно после выделения из прядильного устройства При этих аспектах температура газа, выпускаемого из круглой внешней горелки, предпочтительно ограничивается внутренней перегородки Определённое количество выступов, служащих в качестве средства удерживания пламени, кроме того, преимущественно размещаются на внутренней перегородке "тюльпана" Ответйительная внутренняя горелка предпочтительно способствует в пределах от 3 до 15 % подводимого тепла при продолжающейся непрерывной работе - до тех пор, пока она не выводится из расплавленного минерального материала. Оказывается, это должен быть вклад только небольшого значения, но это подводимое тепло подаётся с чрезвычайной точностью, размещается точно на требуемом месте и поэтому является чрезвычайно эффективным. Ответвительная внутренняя горелка, использованная во время волокнообразования, преимущественно дополняет центральную внутреннюю горелку, известную из известного уровня техники где, однако, она исключительно применяется во время фазы запуска и в принципе предназначается для нагревания нижней перегородки прядильного устройства или распределительного средства, служащего в качестве нижней перегородки и обычно называемого как чаша или, более обобщённо, центральный участок прядильного устройства. Центральная внутренняя горелка предварительно нагревает чашу или нижнюю перегородку, до того как происходит подача расплавленного минерального материала. В соответствии с настоящим изобретением центральная горелка предпочтительно является круглой горелкой со сходящимся пламенем, расположенной между упорным валом прядильного устройства и ответвительной центральной внутренней горелкой Кроме того, преимущественной является работа с относительно высокими скоростями прядильного устройства. Известно, что отношение сил сопротивления в зависимости от пластической деформации сил поверхностного натяжения, которое является причиной образования подтёков или узелков на волокне, является функцией безразмерного числа jm75, с м. обозначающим вязкость материала, v- его скорость и й- его поверхностное натяжение Увеличением произведения nxv, либо с понижением температуры для увеличения вязкости, либо увеличением скорости движения материала, уменьшается тенденция к формированию неволокнообразованных частиц, таких, как подтёки или узелки на волокне. Во время фазы запуска подразумевается, что также используются внешние нагревательные устройства. В случае необходимости в качестве дополнительных устройств могут использоваться даже кислородные копья или аналогичные нагревательные устройства. Конечно, ответвительная внутренняя горелка также используется во время критической фазы запуска, пока еще не имеется в наличии подводимое тепло расплавленного минерального материала. Во время фазы запуска внутренние и внешние горелки преимущественно применяются совместно Внутренние горелки возможно относятся к типу, также наблюдаемому в устройствах волокнообразования для традиционного производства стекловолокна. В таких известных устройствах вопокнообразования горелка размещается концентрически ¥. упорному валу прядильного устройства. Применяются также другие виды внутренних горелок, в частности, для компенсации конкретной конструкции прядильного устройства, как будет более подробно объясняться в контексте конкретных примеров осуществления изобретения. Поскольку обработанные материалы в определённых случаях имеют низкие коэффициенты вязкости по сравнению с коэффициентами вязкости стёкол, обычно обработанных внутренним центрифугированием, необходимо отрегулировать производительность каждого отверстия прядильного устройства, соответственно выбирая размеры соответственных отверстийТаким образом, отверстий обычно имеют диаметр а пределах от Предпочтительно внимание необходимо обращать не на нагревание среды, окружающей прядильное устройство, а это требование может иметь результатом то, что внешние нагреватели не достаточны для удовлетворительного поддержания теплового баланса прядильного устройства. В таком случае нагревательные устройства могут быть добавлены внутри прядильного устройства Это дополнительное внедрение тепла предпочтительно достигается посредством ответвительной внутренней горелки, расположенной концентрически к упорному валу прядильного устройства, пламя которой направляется на внутреннюю часть периферической перегородки, Предпочтительно коэффициент избыточного воздуха регулируется таким образом, что основание пламени размещается в непосредственной близи 10 27362 Схемы представляют десятичный логарифм коэффициентов вязкости ц(Ід \і) в пуазах на оси у, и температуры на оси х Левые крайние точки графиков /за исключением для стекла О / соответствуют самой низкой температуре, для которой вязкость может быть измерена вискозиметром с концентрическими трубками с постепенным охлаждением образца Объемы заявки на изобретение указываются на схемах пунктирными линиями Максимальная применимая температура зависит от сопротивления сплавов прядильного устройства Для приемлемой эксплуатационной долговечности сплавов типа ODS верхний предел находится при температуре 1400 РС Значение 1200 °С, представляющее нижний предел не является точной линией раздела, но основывается на том факте, что это является окончательным пределом, достигаемым посредством известных обычных способов "внутреннего центрифугирования" если, кроме других недостатков, принимается очень короткая эксплуатационная долговечность прядильного устройства При промышленных условиях это значение далеко не достигается в любом экономном способе известными и обычными способами "внутреннего центрифугирования" За пределами 3000 пуаз /Ід ц= 3,47 /, состав не может больше удовлетворительно обрабатываться с применением рассматриваемых способов, так как материал больше не протекает через отверстия требуемым образом Этот верхний предел не означает практически важное ограничение, поскольку исследованные составы имеют намного более низкие коэффициенты вязкости в пределах температурного диапазона, рассмотренного изобретением 0,7 до 1 2 мм для поддержания производительности примерно 1 кг в сутки и на отверстие стекол, с коэффициентам вязкости порядка 1000 пуаз Для материалов с коэффициентами вязкости ниже 500 пуаз предпочитается использовать прядильное устройство с отверстием, диаметром более, чем 0,1 мм, предпочтительно более, чем 0,15 мм, и, в частности, больше, чем 0,2 мм, однако, меньше, чем 0,7 мм, предпочтительно меньше, чем 0,5 мм и, в частности, меньше, чем 0,4 мм Другие детали, признаки и преимущества настоящего изобретения очевидны из следующего ниже описания предпочтительных примеров осуществления, которое ведётся со ссыпками на прилагаемые рисунки Фиг 1 -7 Диаграммы вязкости/температуры для различных составов. Фиг 8а - схематизированный продольный вид в разрезе, показывающий устройство волокнообразования для производства стекловолокна известного из известного уровня техники, Фиг 8в - представление соответствующее Фиг 8а, осуществления устройства вопокнообразования в соответствии с настоящим изобретением, Фиг 9 - представпение, соответствующее Фиг 8в, другого осуществления устройства волокнообразования а соответствии с настоящим изобретением Ряд составов, используемых для производства минеральных волокон, приводится в таблице, припагаемой к этому описанию За исключением состава О, показывающего обычный состав на основе стекла, как обычно подвергаемый процессу волокнообразования способом "внутреннего центрифугирования", все другие материалы имеют повышенную температуру ликвидуса и низкий коэффициент вязкости Кроме основных компонентов состава в таблице даются температуры ликвидуса, то есть, значения теплового равновесия, соответствующие самой низкой температуре, при которой кристаллы не обнаруживаются в равновесии Для определения этой температуры образец разрушенного материала нагревается до температуры измерения в платиновом тигеле в течение интервала времени, достаточного для создания состояния равновесия /16 часов при практических условиях/, затем извлекается из печи и резко охлаждается до температуры окружающей среды, шлифуется для формирования тонкого кристалла и проверяется под микроскопом; затем температура ликвидуса соответствует пороговой температуре между верхним диапазоном температур, в котором никаких кристаллов не может быть обнаружено, и нижним диапазоном, в котором отмечается наличие кристаллов. За исключением состава № 26. который квалифицируется как состав на основе стекла, все составы в таблице, использованные в соответствии с настоящим изобретением, соответствуют материалам с высокими температурами плавления, типично с температурами ликвидуса в пределах от 1 200 и 1 400 °С На фиг 1-7 приведены графики вязкости/температуры для этих различных составов Что касается деталей отдельных свойств состава, полное раскрытие Фиг 1-7 объединяется ссылкой в это описание раскрывающее существенные признаки настоящего изобретения Очень важное значение имеет нижний предел 100 пуаз Как упоминалось ранее, становится практически невозможным в любом случае ниже этого коэффициента вязкости, но часто уже при коэффициентах вязкости менее, чем 200 пуаз /Ід ц = примерно 2,3/ или даже 350 пуаз /Ig ji = приблизительно 2,5 /, успешно вытягивать филаментные нити, выделяющиеся из отверстий в волокна Для достижения достаточного запаса прочности в отношении этих низких коэффициентов вязкости, препятствующих волокнообразованию способом внутреннего центрифугирования, предпочитается работать с теми составами, которые обеспечивают возможность обработки при коэффициентах вязкости от 300 до 350 пуаз Для лучшей иллюстрации проблем, возникающих при обработке стекла с низким коэффициентом вязкости, эксперименты ПРОВОДИЛИСЬ с эталонным стеклом, имеющим коэффициент вязкости при температуре 950°С, который соответствует одному из базальтовых составов № 25 при температуре 1 250 °С, и который, кроме того, имеет график вязкости/температуры, аналогичный одному из составов № 25 Эти эксперименты проводились посредством 200-мм прядильного устройства, с количеством выпущенного стекла, находящегося в пределах от 0.2 до 0,65 кг в день и отверстием Газовый поток, генерированный круглой внешней горелкой, имеет температуру дутья от 700 до 1000°С, и давление дутья от 20 11 27362 до 10Q мм аодянога столба Полученные результаты были воспроизведены в следующей таблице, с коэффициентами вязкости, данными в пуазах, и частоте вращения прядильного устройства в оборотах в минуту В колонке "Узелки на волокне" первым пунктом является процентное Коэффициент вязкости 1800 520 150 70 1 060 360 150 Число оборотов в минуту 3 000 3 000 3 000 3 000 2 000 2 000 2 000 Как показано в вышеприведенной таблице, соотношение узелков на волокне при коэффициенте вязкости, отрегулированном до более, чем 350 пуаз, независимо от частоты вращения прядильного устройства, является отчетливо ниже 5 весовых процентов В этом случае существует возможность улучшения тонины волокна путем повышения частоты вращения прядильного устройства и/или давления внешней горелки и/или температуры вытягивающего газа Для коэффициентов вязкости менее, чем 100 пуаз, содержание узелков на волокне становится очень значительным даже при высоких частотах вращения прядильного устройства, тогда как в дополнение к достигнутой волокна проявляют недостаточную тонину практически делающую их непригодными для применений с целью изоляции В пределах от 70 до 360 пуаз могут быть получены высококачественные волокна в том случае, если применяется высокая частота вращения и содержание узелков на волокне принимается в пределах от 5 до 10 весовых процентов Для обеспечения возможности использования состава в объеме изобретения, необходимо стремиться к тому, чтобы максимальная длина графика вязкости/температуры находилась внутри участка, определенного обсуждаемыми выше пределами Составы 22 и 23, перечисленные в качестве примеров составов, практически недостигаемые с применением принципа в соответствии с настоящим изобретением, таким образом исключаются Кроме того, можно увидеть, что состав 21 имеет только очень небольшую часть своего графика вязкости/температуры внутри опеределенного участка и поэтому очень трудный для процесса вопокнообразования Составы 17, 1В, 20, 24 и 25 находятся в смежном участке условий, требуемых для выбора в соответствии с настоящим изобретением, поскольку они не могут быть обработанными при коэффициентах вязкости более, чем 10 весовых процентов Составы 3, 10, 11 и 14 имеют только очень малые секции своих графиков вяэхости/температуры внутри предпочтительного участка вязкости более, чем 300/350 пуаз, таким образом затрудняется поддержание постоянной температуры в пределах диапазона по крайней мере 50°С над всей периферической перегородкой прядильного устройства и при непрерывной работе Что касается составов 8 и 12, необходимо отметить, что Для них требуется прядильное уст отношение в весовых процентах неволокнообразованных частиц более чем 100 мкм. за которым в круглых скобках следует весовое процентное отношение частиц более, чем 40 мкм Тонина волокна выражена значением Микронер ниже 5 g Узепки на волокне 1 27%(2 45%) 1 25%(1 75%) 7 7%(в 9%) 10 5%{14%) 1 8%(2 4%) 1 9%(2 8%) 45 9%(47%) Тонина волокна 37 3 35 8 33 33 68 ройство с высокими рабочими характеристиками, которое допускает рабочую температуру свыше 1300 °С Остальные составы обеспечивают рабочий диапазон на участке в пределах между 1200 и 1300°С, с запасом прочности по крайней мере 50 а С при вязкости материала, который будет подвергаться процессу волокнообразования в пределах от 350 до 3500 пуаз Они проявляют очень широкий рабочий диапазон, обеспечивающий возможность удобного использования через несколько десятков градусов, и могут применяться проще, чем описанные выше составы Состав 26 даже не входит в определённый рабочий диапазон, поскольку он соответствует сравнительно низким температурам ликвидуса стекла / даже если больше, чем 1050 - 1100°С традиционно уже называются как повышенные температуры ликвидуса, типично использованный состав на основе стекла, подобный составу О, имеет температуру ликвидуса только 920 °С/ Однако, этот состав также позволяет использование преимуществ изобретения, поскольку он имеет вязкость менее, чем 3200 пуаз при своей температуре ликвидуса и может еще подвергаться процессу волокнообразования посредством "внутреннего центрифугирования" при вязкости более, чем 100 пуаз Теперь применение настоящего изобретения объясняется подробнее Фиг 8 и 9, на которых изображаются схематические виды устройств волокнообразования Фиг 8а и 8в показывают устройство, соответствующее в своей принципиальной конструкции типа использованного до настоящего времени в известном уровне техники для производства стеклянных волокон, предназначенных, в частности, для целей изоляции В обычном способе, и как подробно иллюстрируется на фиг 8а, устройство волокнообразования по существу состоит из прядильного механизма 28, периферическая перегородка 29 которого имеет множество выпускных отверстий Периферическая перегородка 29 соединяется с фланцем 30 через соединительную полосу 31, называемую "тюльпан" из-за ее формы Как показано на чертеже, периферическая перегородка 29, тюльпан 31 и фланец 30 формируются в цепом в одной единственной унитарной части. Фланец 30 устанавливается на упорном валу 32, который в показанном примере осуществле 27362 регородкой, показанной на позиции 43 которая отчётливо больше, чем расстояние h i в соответствии с фиг 8а Эти соотношения также иллюстрируются упрощенным образом эскизом иа верхней правой стороне Фиг. 8в Например, расстояние Ы в диапазоне от 15 до 30 мм, в особенности в диапазоне от 20 до 25 мм, является предпочтительным, поскольку такое расстояние веб ещё обеспечивает возможность высокой точности расхода газового потока Кроме того, внутренняя канальная стенка 41 имеет диаметр, который является отчетливо меньше, чем диаметр верхней стороны периферической перегородки (или верхней перегородки прядильного устройства) 43. Для управления газоаым потоком при выделении газа выпускное отверстие внешней горелки 40 ограничивается двумя наклонными поверхностями 44 и 45 под прямыми углами друг к другу, таким образом наклонными наружу примерно на 45°. Для ограничения проблем с радиальным расширением горячего газа из внешней горелки 40 наружная наклонная поверхность 45 составляет только примерно половину длины внутренней наклонной поверхности 44 и заканчивается по существу в вертикальной перегородке 46 Наклонная поверхность 44 и перегородка 46 заканчиваются на высоте над прядильным устройством, которая по существу соответствует вертикальному расстоянию канальных перегородок 36 и 37 обычной внешней горелки 35 / фиг 8а/. НИЙ является полым, и через эту полость подается расплавленный минеральный материал Упорный вал 32 - или даже фланеи 30 - кроме того, подпирает концентрическое распределительное средство 33, обычно называемое "чаша" Распределительная чаша 33 с периферической перегородкой, которая имеет относительно небольшое число отверстий со сравнительно большими диаметрами, служит в качестве нижней перегородки прядильного устройства 28 и распределяет расплавленный минеральный материал таким образом, что центрально расположенный поток расплавленного минерального материала разделяется на множество небольших потоков и распределяется на внутренней окружности периферической перегородки 29 Прядильное устройство 28 окружается различными нагревательными устройствами' кольцевым магнитом 34 индукционного нагревателя, который в частности нагревает нижнюю часть прядильного устройства 26, кроме всего для того, чтобы компенсировать охлаждение при соприкосновением с окружающим воздухом, который сильно охлаждается значительными количествами воздуха, всосанного вращением прядильного устройства 28 и водоохлаждаемой круглой внешней горелкой 35 Концы канальных перегородок 36 и 37 внешней горенки 8 размещаются на незначительном вертикальном расстоянии от прядильного устройства 28, например, порядка 5 мм, как показано упрощённым образом схематическим изображением на верхней левой стороне фиг 8а. -Круглая внешняя горелка (или наружный нагреватель) 35 генерирует высокую температуру и высокую скорость газового потока по существу направленного вертикально вниз и таким образом проходящего вдоль периферической перегородки 29. Газовый поток с одной стороны служит для нагревания или поддержания температуры периферической перегородки 29, и с другой стороны способствует вытягиванию элементарных нитей сформованного расплавленного минерального материала в волокна Как представлено на чертеже, внешняя горелка 35 предпочтительно окружается кольцом воздуходувки 38 для холодного воздуха, например, сжатого воздуха, основной целью которого является ограничение радиального расширения потока горячего газа и таким образом удерживать сформованные волокна от соприкосновения с кольцевым магнитом 34. Эти внешние нагреватели прядильного устройства 28 дополняются внутри его внутренней круглой горелкой 39, которая размещается внутри упорного вала 32 и используется просто во время фазы запуска устройства волокнообразования для предварительного нагрева чаши 33 Как иллюстрируется на Фиг 8в, устройство волокнообразования в соответствии с настоящим изобретением состоит из тех же самых компонентов, и только различия обсуждаются в нижеследующем описании. Самым значительным различием является положение круглой внешней горелки, (наружной горелки), показанное на позиции 40, с канальными перегородками 41 и 42, торцы которых размещаются на расстоянии h i над периферической пе При таком расположении внешней горелки 40 нагревается не только периферическая перегородка 43 прядильного устройства 28, но также тюльпан, теперь показанный на позиции 47. Однако, газовый поток не должен подниматься вдоль тюльпана 47 и нагревать упорный вал, не показанный на позиции 48 прядильного устройства. Для того, чтобы избежать этого, кольцевой выступ 49 или другой вращающийся уплотнительный элемент может предусматриваться для расположения здесь, например, на половине высоты тюльпана 47, с этим положением, определяющим длину тюльпана 47, который нагревается кольцевым га* зовым потоком Существует также возможность герметизировать промежуток между упорным валом 48 и периферической перегородкой 50.- Для этой цели, например, холодный воздух может вводиться на верхней стороне упорного вала 48 , это введение более конкретно предпочитается в направлении, перпендикулярном к оси вращения, так как таким образом должен получаться просто жидкий барьер, и не поток холодного воздуха направляется на тюльпан 47 Сравнение между Фиг. 8а и 8в показывает ещё одно существенное отличие, состоящее в том, что вторая внутренняя горелка 51 предусматривается, которая размещается концентрически вокруг центральной внутренней круглой горелки, теперь показанной на позиции 52, и, как обычно, служащей для нагреванию чаши, показанной теперь на позиции 53 Другая внутренняя горелка 51 является круглой горелкой с ответвляющимся пламенем, которое направляется на внутренние поверхности периферической перегородки 48 и тюльпана 47. Расположение пламени предпочтительно оптимизируется устройством поддержания пламени внутреннего ответвите л ьного нагреваю 13 27362 щего устройства (или выступами) 54 на внутренней стороне тюльпана 47, который спужит в качестве средства удержания пламени В случае примера осуществления изобретения, показанного на Фиг 8в, чаша 53 имеет относительно толстую нижнюю перегородку 55, которая, например, формируется из керамической пластины или жаростойкого бетона для того, чтобы избежать быстрой эрозии расплавленным минеральным материалом Кроме того, толстая нижняя перегородка 55 служит в качестве теплоизоляции и таким образом предотвращает охлаждение внутри нижней перегородки вследствие газового или воздушного потока индуцированного или всосанного вращением прядильного устройства 1 Принципы действия устройства в соответствии с настоящим изобретением теперь будут объяснены подробно Перед тем, как предпринимать производство, нагревание чаши 53 и прядильного устройства осуществляется до тех пор, пока не достигается температура, при которой расплавленный минеральный материал не будет затвердевать перед выделением из отверстий прядильного устройства Когда была достигнута соответствующая температура, которая идеально должна отличаться только на минимальное значение от температуры во время продолжающейся непрерывной работы, таким образом, что стационарный режим технологического процесса может достигаться как можно быстрее без расплавленного минерального материала существенно охлаждающегося, затем разрешается прохождение расплавленного минерального материала в прядильное устройство Расплавленный минеральный материал ударяется на нижней перегородке 55 чаши 53, выделяется через отверстия чаши 53 в ее периферической перегородке, и сбрасывается на внутреннюю сторону периферической перегородки 43 прядильного устройства Распределение расплавленного минерального материала чашей 53 определяется двумя противоречивыми требованиями С одной стороны, желательно сохранять количество отверстий чаши 53 относительно небольшим для предотвращения значительного охлаждения расплавленного минерального материала на пути его прохождения от чаши 53 до периферической перегородки 43 прядильного устройства Если, однако, расплавленный минеральный материал концентрируется на небольшом количестве отверстий чаши 53, тогда это приведет к локально ограниченным точкам удара на внутренней поверхности периферической перегородки 43 прядильного устройства с опасностью быстрой эрозии материала прядильного устройства в этих местах Эта опасность еще увеличивается, как подробнее будет показано ниже, более строго ограниченным "резервом" расплавленного минерального материала в прядильном устройстве таким образом, что удар является менее умеренным этим резервом действующим как амортизатор Прохождение расплавленного минерального материала через прядильное устройство поддерживается как можно короче для минимизации опасностей затвердевания Здесь должна быть цель - на верхней части сокращающегося пути расплавленного минерального материала внутри прядильного устройства сохранять как можно меньшее количество расплавленного минерального материала, остающегося вдоль внутренней части периферической перегородки 43 перед прохождением через отверстия Этот резерв расплавленного минерального материала косвенно определяется потоком поданного расплавленного минерального материала, его температурой, и таким образом его меньшей или большей текучестью и ускорением центрифугирования Например, среднее количество расплавленного минерального материала, остающегося внутри прядильного устройства, не должно превышать объем производства за одну минуту, предпочтительно не более 30 секунд Поддержание адекватной температуры расплавленного минерального материала до тех пор, пока он сбрасывается с прядильного устройства, требует дополнительного, в частности теплового режима внутри среды, окружающей прядильное устройство, таким образом, что, как вытяжка филаментных нитей в волокна, так и затвердевание вытянутых волокон гарантируются Температура расплавленного минерального материала должна быстро принимать значение, ниже значения, при котором волокна остаются твердыми Тем не менее, затвердевание не должно происходить мгновенно, поскольку в таком случае будет невозможным достаточное вытягивание В этой фазе основное регулирование температуры проводится посредством такого нагревательного устройства, которое действует в окружающей среде прядильного устройства, в той зоне, в которой происходит вытяжка волокон При выборе температуры, как нечто само собою разумеющееся, необходимо учитывать те значения, где материал способный вытягиваться и способный затвердевать. Кроме того, следует учитывать тот факт, что утечка газа из горелки смешивается с воздухом, отсосанным из окружающей среды При практических условиях вытяжка волокон осуществляется в пределах небольшого расстояния после оставления прядильного устройства Количество выпускаемых газов должно быть достаточным для поддержания выбранного режима во всей зоне окружающей атмосферы, в которой вытягиваются волокна Представленное на фиг 9 расположение отличается от расположения в соответствии с фиг 8 главным образом тем, что подача расплавленного минерального материала осуществляется не аксиально, а непосредственно в прядильное устройство, без прохождения через распределительную чашу Устройство согласно фиг 9 имеет прядильное устройство 56, которое крепится к упорному вапу 57 через фланец 58 и поясок вала схематически показанным способом Крепёжное устройство, как таковое, подробно не иллюстрируется Прядильное устройство 56 открыто на своей верхней стороне Расплавленный минеральный материал 59 подается силой тяжести и входит в непрерывный поток из подогревательной камеры 14 27362 Расплавленный минеральный материал 59 защищается на своем пути втулкой 60 до тех пор, пока он входит в прядильное устройство 56 Устройство, как в случае устройства в соответствии с Фиг 8 имеет несколько установок для регулирования температур расплавленного минерального материала и устройство во время различных стадий производственного процесса Выше всего снаружи прядильного устройства 56 находятся круглая внешняя горелка 61 и кольцевой магнит 62 для индукционного нагрева В зависимости от требований в отдельных случаях, вспомогательные горелки могут временно использоваться во время запуска производства для доведения прядильного устройства 56 до достаточной температуры перед тем, как расплавленный минеральный материал вводится в прядильное устройство 56 Эти вспомогательные горелки не иллюстрируются подробно Внутри прядильного устройства 56, как в примере осуществления изобретения в соответствии с Фиг 8, может находиться внутренняя горелка 63, которая размещается концентрически по отношению к упорному валу 57 Нижняя перегородка прядильного устройства 56 предпочтительно снабжается отверстиями для обеспечения возможности выделения газов Если расплавленный минеральный материал 59 должен нагреваться непосредственно перед прохождением через отверстия прядильного устройства 56, тогда такие горелки могут использоваться как показано на позиции 64 на Фиг 9, которые направляют пламя на периферическую перегородку внутренней поверхности прядильного устройства 56 Помимо предложенного представлением на фиг 9, предпочитается размещать горелки, показанные на позиции 64, смещенными от потока расплавленного минерального материала таким образом, что они не могут нарушать впадение притока расплавленного минерального материала В случае примера осуществления изобретения в соответствии с Фиг 8, ответеительная горелка 64 может дополняться центральной внутренней горелкой 63 Схематически показанные н? Фиг 9 перегородки 65 могут размещаться для оптимальной защиты внутреннего пространства прядильного устройства 56 от воздействия температуры окружающей среды Расплавленный минеральный материал 59 сталкивается на прядильном устройстве 56 в участке, формирующем нижнюю перегородку прядильного устройства 56 Отсюда расплавленный минеральный материал покрывает внутреннюю поверхность периферической перегородки прядильного устройства 56, показанной на позиции 66, вследствие центробежного воздействия Следует подчеркнуть, что в таком расположении является очень коротким путь расплавленного минерального материала 59 при соприкосновении с прядильным устройством 56 Точно так, как в примере осуществления изобретения в соответствии с Фиг 8 в, кольцевая внешняя горелка 61 с внутренним сгоранием, которая имеет основную функцию регулирования теплового режима в окружающих средах окруж ности прядильного устройства 56, предотвращает значительное охлаждение периферической перегородки 66 прядильного устройства 56, в частности, на ее верхней части Подобно предшествующему примеру осуществления изобретении, индукционное нагревание посредством кольцевого магнита 62 служит цели нагревания нижней части прядильного устройства 56 Путем эксперимента, как отмечалось выше, были изготовлены волокна с применением прядильного устройства, изготовленного из аустенитной стали ODS В этом случае прядильное устройство имело диаметр 200 мм и было оснащено 9000 выпускными отверстиями в его окружности Диаметр отверстий был 0 5 мм Отверстия были расположенными в 20 рядов Размещение было такого типа, который показан на Фиг 8в, ссылка на описание которой делается для того, чтобы избежать повторений Экспериментальные условия для различных составов были слегка отличающимися В качестве примеров будут приведены те условия, которые дают хорошие результаты для объясненного выше состава2. Первоначальная температура расплавленного минерального материала во время подачи на прядильное устройство составляла 1550 °С. Количество выпуска составляло до 3 000 кг/день Сначала внешняя горелка была отрегулирована для обеспечения вытяжного газового потока при температуре 1400 °С при давлении дутья 345 мм водяного столба Частота вращения прядильного устройства составляла 3000 оборотов в минуту При этих условиях базальтовая вата с тониной волокна со значением Микронер 3/5 g или значением Факоннер 400/5 g была произведена / определение Микронер и Факоннер значений являются обычными методами для описания характеристик тонины волокна, в настоящее время используемые изготовителями минеральной ваты, в отношении подробных описаний, здесь в качестве ссылки приводятся Германский Промышленный Стандарт DIN 53941 "Bestimmung des Micronaire (Micronaire reading ) /показание Микронера / и Стандарт А5ТМ D 1448 "Показание микронерхлопковых волокон" /. Содержание неволокнообразованных материалов с диаметрами 100 мкм или более было ниже 0,8 весового процента, которое является крайне низким при сравнении с результатами "внешнего центрифугирования" Качество волокон было в общем в высшей степени удовлетворительным В общем можно было сказать, что при соответствующем выборе режима технологического процесса, процесс в соответствии с настоящим изобретением выпускает минеральные маты на основе базальта, горной породы и т д , с менее, чем 5 весовыми процентами неволокнообразованных частиц / узелков на волокне /, имеющих диаметр более, чем 100 мкм Тем не менее, крайне важно точно регулировать распределение температуры Как уже упоминалось выше, отчетливое повышение температуры, например, повышением температуры горелки до 1600 °С, приводит к отчетливому увеличению процентного соотношения неволокнообразованных частиц 15 27362 И наоборот, понижение температуры прядильного устройства может приводить к засорению его периферических выпускных отверстий Эксперименты, проведенные с другими составами, подтверждают вышеприведенные результаты. 21 SiCb Fe 2 O 3 AI2O3 MnO CaO MgO Na 2 O K2O 22 23 24 25 26 27 О 58 1 0 15 31 56 4 03 34 47 2 3 69 53 27 64 49 3 84 156 60 7 58 3 0 14 7 63 0.3 3 21 2 14.8 21 7 4 55 9 11 01 20 7 14.4 6.5 0.7 04 ЗО 139 76 35 , 05 10 16 5 32 154 07 7 35 3.1 14.1 0.8 3.3 24 85 5 0 02 0 05 0 14 45 1120 1300 T1O2 0 14 P3O5 ВгОз 3 31 1.1 0.5 02 02 25 Ликвидус, °С 1360 1230 1300 1350 1230 50.54 10 35 17 35 0.17 9.90 7.05 3.35 0.45 0.75 0.15 51.50 10.10 18 0.19 8.90 6 40 3 50 0 61 0 66 0.12 49.40 11.75 15.80 0 20 10 80 6 40 3.10 0.40 2 10 52 90 15 20 13.60 0 20 5.75 3 80 2 70 2.20 ЗО 0 60 - 54.93 8.30 17 17 0 15 7.12 5 10 . 3 55 2.19 1.20 0.28 56.00 12 18 14 35 0.23 6 30 4 48 3.20 1 49 1 33 0 34 52.65 76 18 96 0 10 6 52 4 31 6.52 4.11 0.50 0.10 1310 1290 1220 1330 1270 1290 SiO 2 Fe 2 O 3 і АІ2Оз MnO CaO MgO Na 2 O K7O ТІО2 P2O5 В2Оз Ликвидус, °С 16 52.65 6.5 19 85 0 10 5 30 3 30 6.10 . 5.50 0 50 о.ю 1260 59 920 49.40 10 103 17 00 0 15 9 70 6 90 3.25 0.45 0.75 0 15 2.15 47.90 9.80 16.4 0.15 9 40 6.70 3.15 0 40 07 0.14 5.25 1230 27362 Igp 5 uoa 150.0 1БОО 'C Фиг. 1 Igp 5 №00 *C Фиг. 2 17 27362 1600 Ч Фиг. 3 '9 М 3 — 'С 18 27362 іди 1„ , 1 — \ 1100 1 \ h » 1 1&00 'С 1700 Фиг. 5 •« І* 5 16D0 t 19 27362 HD O I3DO Фиг. 7 Фиг. 8а 20 КОО 'с 27362 56 Фиг. 9 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 (03122)2-57-03 21
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method and the device variants) for mineral wool production and the mineral wool, obtained by this method
Автори англійськоюBatizhelli Jean, Bernar Jean-Luce, Bertier Gi, Furtak Hans
Назва патенту російськоюСпособ и устройство (варианты) для произвводства минеральной ваты и миенральная вата, полученная этим способом
Автори російськоюБатижелли Жан, Бернар Жан-Люк, Бертьє Ги, Фюртак Ханс
МПК / Мітки
МПК: C03B 37/04, C03C 13/00
Мітки: варіанти, вати, отримана, мінеральної, вата, мінеральна, способом, виробництва, спосіб, цим, пристрій
Код посилання
<a href="https://ua.patents.su/22-27362-sposib-i-pristrijj-varianti-dlya-virobnictva-mineralno-vati-i-mineralna-vata-otrimana-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій (варіанти) для виробництва мінеральної вати і мінеральна вата, отримана цим способом</a>
Мінеральна вата
Номер патенту: 12207
Опубліковано: 25.12.1996
Автори: Безсмертний Микола Петрович, Залерцов Олег Олексійович, Гоберіс Стасіс Юозович, Петренко Ігор Микодайович, Маразас Вітаутас Матович, Долгій Едуард Михайлович
МПК: C03C 13/00
Мітки: мінеральна, вата
Формула / Реферат:
Минеральная вата, включающия SiO2, А2О3, СаО, MgO, Fе2О3, MnO и SO3, отличающаяся тем, что, с целью уменьшения сжимаемости минераловатных изделий, она дополнительно содержит NiO и R2O при следующем соотношении компонентов, мас.%:SiO2 38,62-42,40Аl2О3 10,10-10,82СаО 28,45-36,36MgO 3,38-3,91Fе2О3 0,36-0,38MnO ...
Спосіб отримання речовини, яка має протипухлинну активність, речовина, яка отримана цим способом та фармацевтична композиція на її основі
Номер патенту: 26321
Опубліковано: 30.08.1999
Автор: Д'арріго Клаудіо
МПК: A61K 36/18, A61K 35/00, A61P 35/00, C07G 17/00
Мітки: яка, отримання, речовина, фармацевтична, протипухлинну, спосіб, має, речовини, отримана, композиція, основі, активність, способом, цим
Формула / Реферат:
1. Способ получения вещества, обладающего противоопухолевой активностью, включающий экстракцию растительного сырья спиртом, упаривание, извлечения, очистку и сушку, отличающийся тем, что в качестве растительного сырья используют незрелые плоды растений семейства Pittosporacea, экстракцию спиртом проводят методом мацерации с получением спиртового экстракта, полученный спиртовой экстракт встряхивают с хлороформом с получением...
Пристрій для виробництва цементного клінкеру за мокрим способом підготовки сировини
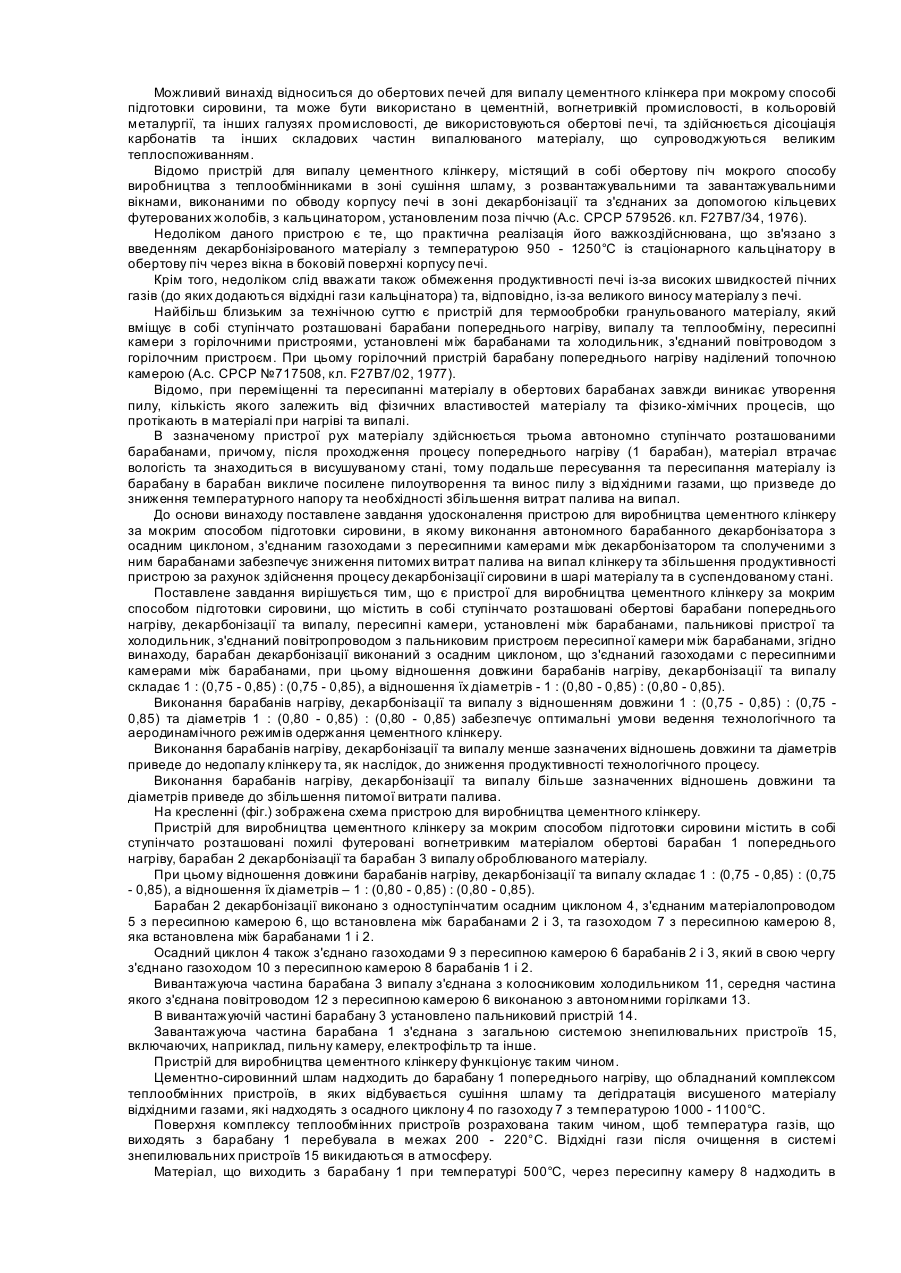
Номер патенту: 20508
Опубліковано: 15.07.1997
Автор: Копеліович Віктор Михайлович
МПК: F27B 7/00
Мітки: мокрим, пристрій, сировини, клінкеру, цементного, способом, виробництва, підготовки
Формула / Реферат:
Пристрій для виробництва цементного клінкеру за мокрим способом підготовки сировини, що містить в собі ступінчато розташовані обертові барабани попереднього нагріву, декарбонізації та випалу, пересипні камери, які установлені між барабанами, пальникові пристрої та холодильник, з'єднаний повітропроводом з пальниковим пристроєм пересипної камери між барабанами, який відрізняється тим, що барабан декарбонізації виконано з осадним циклоном,...
Спосіб оперативного контролю та управління технологічними параметрами при переробці мінеральної сировини на конвеєрі та пристрій для його реалізації
Номер патенту: 20840
Опубліковано: 07.10.1997
Автори: Азарян Володимир Альбертович, Азарян Альберт Арамаісович, Красуля Олександр Сергійович, Серебреніков Вадим Михайлович
МПК: G01N 23/20
Мітки: пристрій, реалізації, сировини, технологічними, переробці, параметрами, мінеральної, управління, конвеєрі, оперативного, контролю, спосіб
Формула / Реферат:
1. Способ оперативного контроля и управления технологическими параметрами при переработке минерального сырья на конвейере заключается в том, что контролируемую горную массу облучают источником ионизирующего излучения, регистрируют интегральный поток обратно-рассеянного излучения, по которому определяют содержание полезного компонента, отличающийся тем, что непрерывно контролируют содержание полезного компонента в горной массе, активную...
Спосіб виробництва концентрату мінеральної води
Номер патенту: 22935
Опубліковано: 05.05.1998
Автори: Котляревський Мартин Матвійович, Немировський Олег Анатолійович
МПК: A61K 35/08
Мітки: спосіб, мінеральної, виробництва, концентрату, води
Формула / Реферат:
Способ производства концентрата минеральной воды, осуществляемый путем отбора обессоленной воды из минеральной, отличающийся тем, что минеральную воду предварительно умягчают, а отбор обессоленной воды осуществляют ультрафильтрацией на полупроницаемых мембранах на основе композита полиамида при температуре воды 12-15°С, давлении 22-24 БАР и гидродинамическом режиме с числом Рейнольдса меньшим 2400.
Наступний патент: Сепаратор до інгалятора
Випадковий патент: Спосіб отримання пігментного "сплаву" для фарбування лакофарбових і полімерних матеріалів