Фасувально-пакувальна машина та спосіб фасування і пакування продукту
Номер патенту: 99503
Опубліковано: 27.08.2012
Автори: Такемото Томохіро, Цудзі Йосіюкі, Міяхара Фуміо
Формула / Реферат
1. Фасувально-пакувальна машина, яка має:
- горизонтальний з'єднувальний вузол для формування з'єднань з заздалегідь визначеними інтервалами на трубчастому тілі, сформованому з пакувального листового матеріалу для формування тіла пакета, які формуються у напрямку ширини трубчастого тіла (після горизонтального з'єднання); і
- вузол розподілення продукту, який призначено під час повторення формування горизонтального з'єднання, скидати заздалегідь визначену кількість продукту, що підлягає пакуванню, у тіло пакета для наповнення тіла пакета цим продуктом, і який має заслінку для відкриття і закриття шляху падіння заздалегідь визначеної кількості продукту у тіло пакета, причому заслінка відкриває і закриває цей шлях таким чином, що заздалегідь визначена кількість продукту і інша заздалегідь визначена кількість продукту падають з проміжком між ними, і перед формуванням горизонтального з'єднання на тілі пакета, наповненого заздалегідь визначеною кількістю продукту, скинутого під час операції відкриття-закриття заслінки, починаєпадати інша заздалегідь визначена кількість продукту для наступного тіла пакета.
2. Машина за п. 1, яка відрізняється тим, що заслінка відкривається і закривається таким чином, що у шляху падіння присутні декілька заздалегідь визначених кількостей продукту, призначеного для пакування, з проміжками між ними.
3. Машина за одним з пп. 1 або 2, яка відрізняється тим, що вузол розподілення продукту також включає вимірювальні засоби, встановлені у роторному столі з однаковими інтервалами між ними у напрямку окружності роторного столу, і з заслінкою, що утворює дно кожного з вимірювальних засобів.
4. Машина за будь-яким з пп. 1-3, яка відрізняється тим, що заслінка відкривається і закривається рухом одного кінця коливально приєднаної плати з використанням кулачкового елемента, що виконує зворотно-поступальний рух.
5. Машина за будь-яким з пп. 1-4, яка відрізняється тим, що заслінка відкривається у напрямку, протилежному до напрямку руху продукту, коли заслінка відкривається.
6. Машина за будь-яким з пп. 1-5, яка відрізняється тим, що вузол розподілення продукту додатково має:
- проміжний бункер, встановлений на верхньому кінці шляху падіння, і другу заслінку на вихідному отворі проміжного бункера.
7. Машина за будь-яким з пп. 1-4, яка відрізняється тим, що заслінка відкривається, коли продукт не має горизонтального компонента швидкості.
8. Машина за будь-яким з пп. 1-7, яка відрізняється тим, що додатково має завантажувальну трубку, встановлену у шляху падіння, яка має внутрішню поверхню, піддану обробці, що знижує тертя.
9. Машина за будь-яким з пп. 1-8, яка відрізняється тим, що продукт, призначений для пакування, є порошковим або гранульованим матеріалом.
10. Спосіб фасування і пакування продукту, призначеного для пакування, який включає:
- формування з'єднань з заздалегідь визначеними інтервалами на трубчастому тілі пакувального листового матеріалу для формування цим тіла пакета у горизонтальному напрямку ширини трубчастого тіл (це з'єднання далі названо горизонтальним); і
- під час повторення формування горизонтального з'єднання скидання заздалегідь визначеної кількості продукту у тіло пакета для наповнення тіла пакета цим продуктом, причому шлях падіння цієї заздалегідь визначеної кількості продукту у тіло пакета відкривається і закривається заслінкою, яка відкриває і закриває цей шлях таким чином, що заздалегідь визначена кількість продукту і інша заздалегідь визначена кількість продукту падають з проміжком між ними, і перед формуванням горизонтального з'єднання на тілі пакета, наповненого заздалегідь визначеною кількістю продукту, скинутого під час операції відкривання-закривання заслінки, починає падати інша заздалегідь визначена кількість продукту для наступного тіла пакета.
11. Спосіб за п. 10, який відрізняється тим, що відкриття і закриття заслінки здійснюється таким чином, що у шляху падіння присутні декілька заздалегідь визначених кількостей продукту, призначеного для пакування, з проміжками між ними.
12. Спосіб за одним з пп. 10 або 11, який відрізняється тим, що включає відмірювання заздалегідь визначеної кількості продукту, призначеного для пакування, одним з вимірювальних засобів, встановлених у роторному столі з однаковими інтервалами між ними у напрямку окружності роторного столу, і з заслінкою, що утворює дно кожного з цих вимірювальних засобів.
13. Спосіб за будь-яким з пп. 10-12, який відрізняється тим, що заслінку відкривають і закривають рухом одного кінця коливально приєднаної плати з використанням кулачкового елемента, що виконує зворотно-поступальний рух.
14. Спосіб за будь-яким з пп. 10-13, який відрізняється тим, що напрямок відкриття заслінки є протилежним до напрямку проходження продукту, призначеного для пакування, коли заслінка відкривається.
15. Спосіб за будь-яким з пп. 10-14, який відрізняється тим, що включає використання проміжного бункера, встановленого на верхньому кінці шляху падіння і другої заслінки на вихідному отворі проміжного бункера, внаслідок чого зменшується вертикальне розсіювання продукту, що падає у тіло пакета.
16. Спосіб за будь-яким з пп. 10-13, який відрізняється тим, що включає відкриття заслінки, коли продукт не має горизонтального компоненту швидкості.
17. Спосіб за будь-яким з пп. 10-16, який відрізняється тим, що включає використання завантажувальної трубки, встановленої у шлях падіння, яка має внутрішню поверхню, піддану обробці, що знижує тертя.
18. Спосіб за будь-яким з пп. 10-17, який відрізняється тим, що продукт, призначений для пакування, є порошковим або гранульованим матеріалом.
Текст
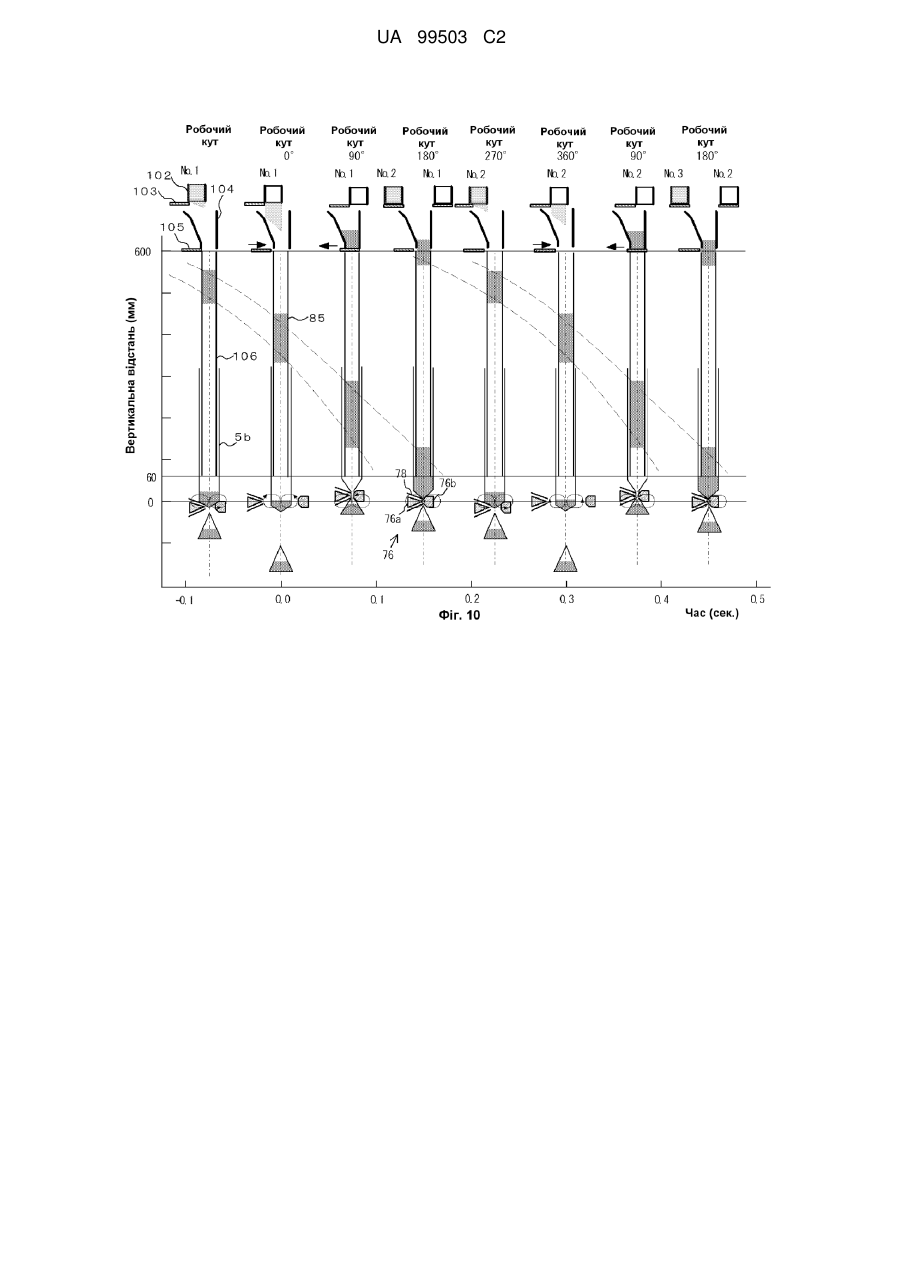
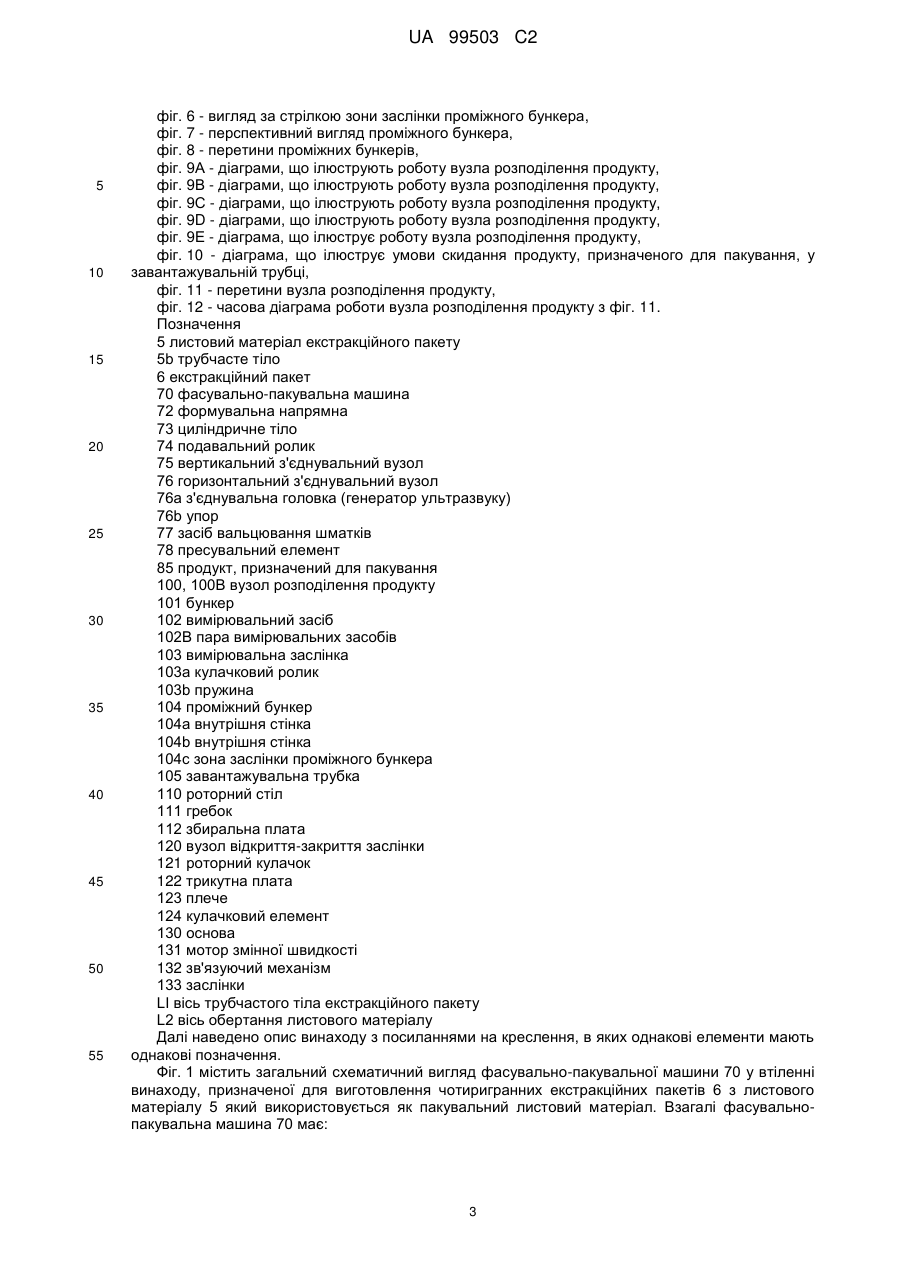
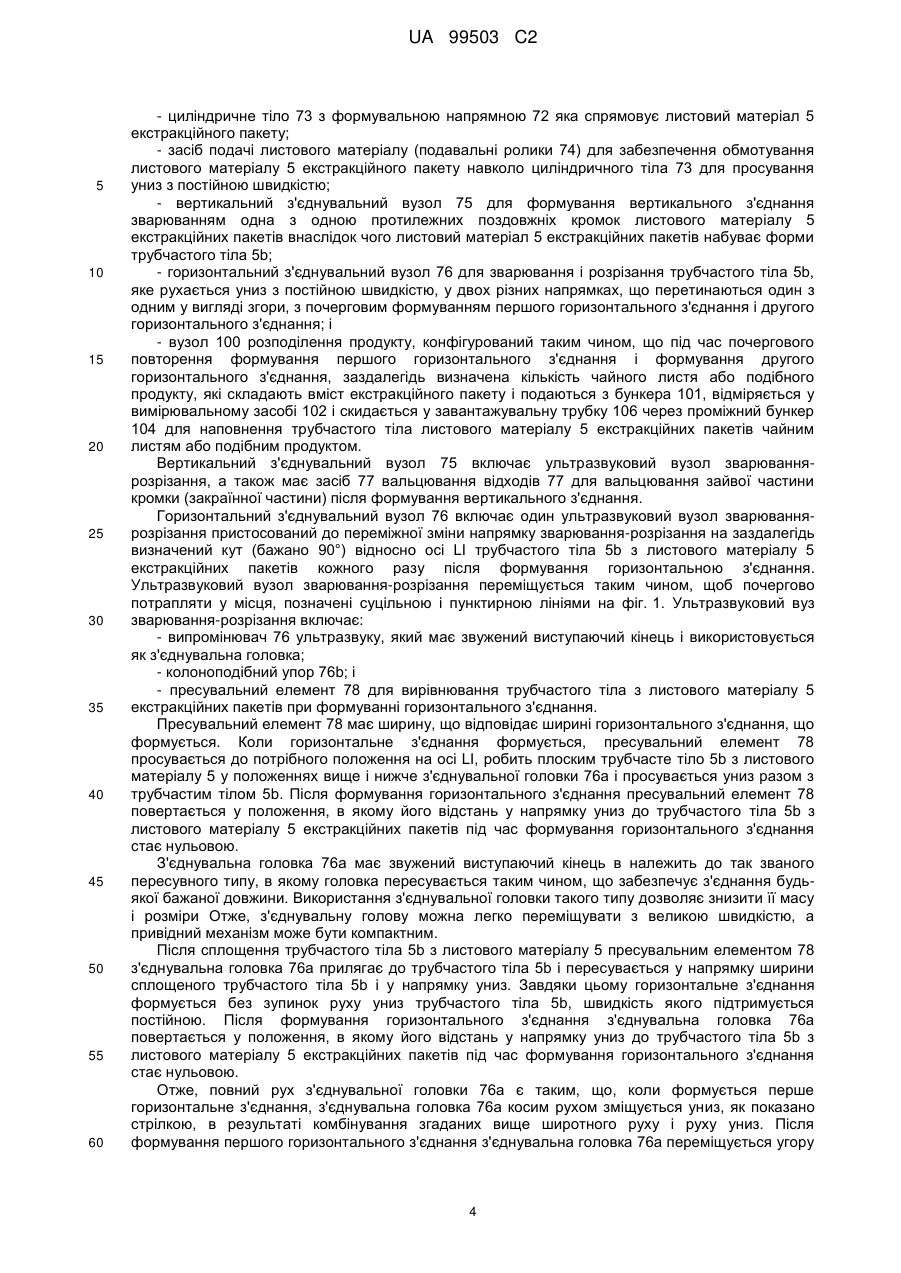
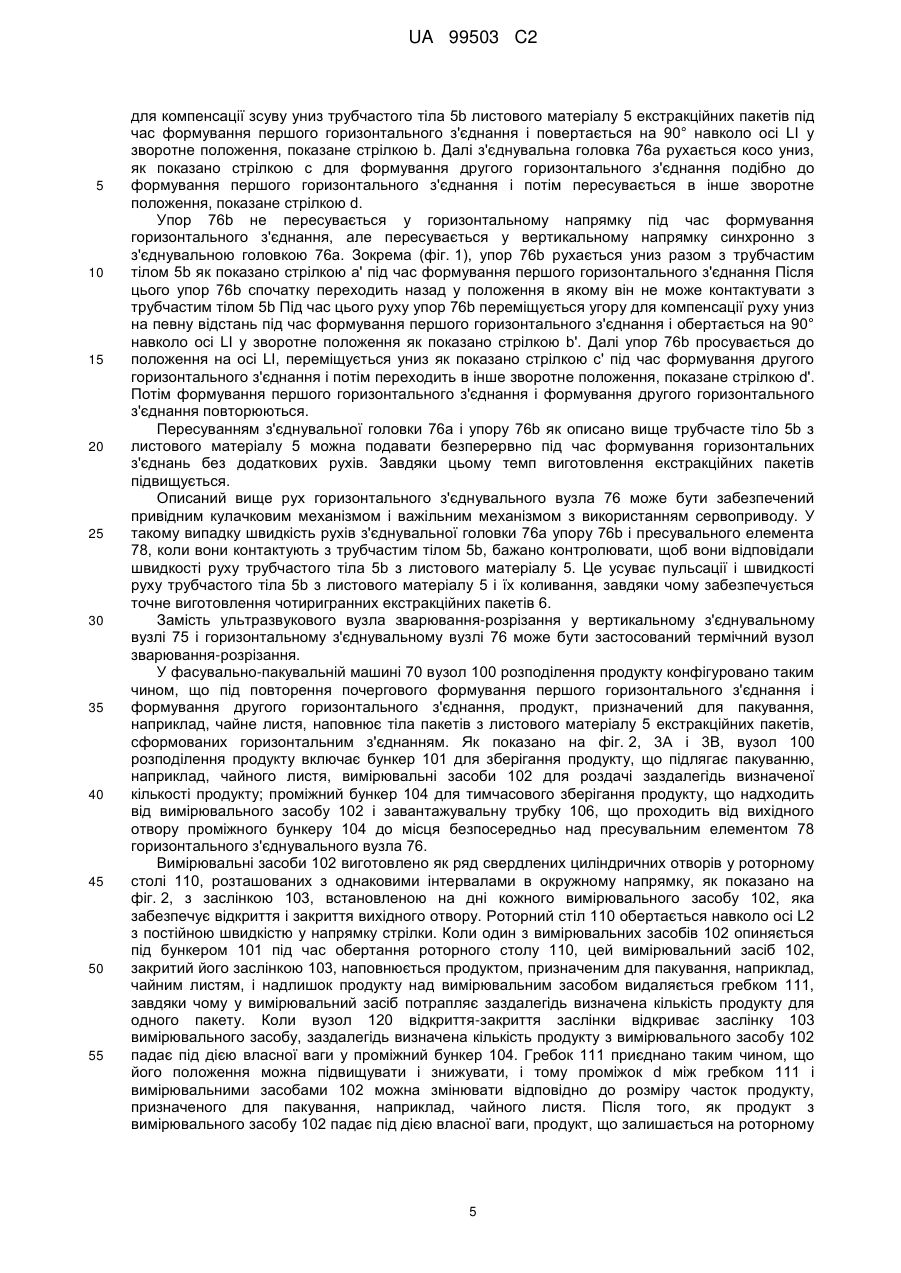
Реферат: Фасувально-пакувальна машина 70 включає: засіб подачі листового матеріалу (подавальні ролики 74) для подачі трубчастого тіла, сформованого з листового матеріалу 5 для екстракційних пакетів; горизонтальний з'єднувальний вузол 76 для формування тіла пакета горизонтальними з'єднаннями на трубчастому тілі з заздалегідь визначеними інтервалами; і вузол 100 розподілення продукту, для розподілення продукту 85, призначеного для наповнення тіла пакета під час повторення формування горизонтальних з'єднань. Вузол 100 розподілення продукту включає заслінку (заслінку 103 вимірювального засобу) для відкриття і закриття шляху падіння заздалегідь визначеної кількості продукту 85 у тіло пакета. Заслінка відкривається і закривається таким чином, що заздалегідь визначена кількість продукт 85 і інша заздалегідь визначена кількість продукту 85 падають з проміжком між ними, і перед формуванням горизонтального з'єднання на тілі пакета, наповненого заздалегідь визначеною кількістю продукту, скинутого під час операції відкриття-закриття заслінки, починає падати інша заздалегідь визначена кількість продукту для наступного тіла пакета. Така фасувальнопакувальна машина 70 значно поліпшує темп фасування-пакування. UA 99503 C2 (12) UA 99503 C2 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу фасування-пакування і машини для формування пакетів з листового матеріалу і наповнення пакетів матеріалом, що підлягає пакуванню. Звичайні екстракційні пакети включають чайні пакети для чорних чаїв, зелених чаїв, трав'яних чаїв та інших чаїв і екстракційні пакети, що містять сухі матеріали, наприклад, сушені дрібні сардинки і сушені боніто. Такий екстракційний пакет має чотиригранне або прямокутне тіло, що складається з водопроникного фільтрувального листового матеріалу, наприклад, нетканого листового матеріалу, і матеріалу, що підлягає екстрагуванню, наприклад, чайного листя, запакованого у тілі пакету. За необхідності до зовнішньої поверхні тіла пакету приєднують нитку з біркою. Такі екстракційні пакети, зокрема, чотиригранні, наприклад, можуть бути виготовлені у такий спосіб. Листовий матеріал для екстракційних пакетів, приготовлений видаленням етикеток і ниток, що використовувались як висячі нитки на стрічкоподібному водопроникному листовому матеріал, згортають у трубчасту форму з'єднанням одна з одною протилежних кінцевих частин цього листового матеріалу. Потім виконують перше горизонтальне з'єднання вирівнюванням, зварюванням і розрізанням трубчастого тіла у першому широтному напрямку і здійсненням другого горизонтального з'єднання зварюванням і почерговим розрізанням розрізаного трубчастого тіла у другому широтному напряму, що перетинає перший широтний напрямок. Матеріал, що підлягає екстракції, наприклад, чайне листя, укладають на стадії між створенням першого з'єднання і утворенням другого з'єднання (Патентні документи 1 і 2). Згідно з одним з типових способів наповнення таких пакетів матеріалом, що підлягає екстракції, шнековий гвинт, встановлений у пакувальній трубці для подачі матеріалу, що підлягає екстракції, з бункера у тіло пакету, повертається, подаючи заздалегідь визначену кількість матеріалу, що підлягає екстракції, у тіло пакету (Патентний документ 3). В іншому типовому способі матеріал, що підлягає екстракції і накопичується у бункері, виміряють вимірювальними засобами, встановленими у повертальному столі і подають у тіло пакету через завантажувальну трубку (Патентний документ 4). [Патентний документ 1] Опублікований японський переклад Міжнародної заявки РСТ No. 2001-519729 [Патентний документ 2] Опублікований японський переклад Міжнародної заявки РСТ No. 2006-510550 [Патентний документ 3] Японська заявка на патент No. 2003-237701 [Патентний документ 4] Японська заявка на патент No. 2002-46704 Однак, застосування шнекового гвинта для пакування, чайного листя спричиняє небажане подрібнення матеріалу. У способі пакування з використанням вимірювальних засобів один такий засіб розташовано над з'єднувальним вузлом для виготовлення пакету, і цей вимірювальний засіб з'єднується з з'єднувальним вузлом через завантажувальну трубку Чайне листя, відміряне у вимірювальному засобі, падає через завантажувальну трубку у тіло пакету для наповнення його чайним листям, а горизонтальне з'єднання герметизує тіло пакету, завершуючи виготовлення екстракційного пакету. Після завершення горизонтального з'єднання чайне листя знову падає у такий же спосіб. Процес скидання чайного листя і формування горизонтального з'єднання повторюється для виготовлення екстракційних пакетів один за одним. Таким чином, у звичайному способі з використанням вимірювальних засобів важко підвищити швидкість виготовлення, оскільки період часу після подачі чайного листя у завантажувальну трубку до досягнення чайним листям падінням тіла пакету обмежує цю швидкість. Наприклад, за хвилину можна виготовити лише приблизно 50-100 чайних пакетів. З огляду на зазначене вище задачею винаходу є забезпечення пакування продукту, наприклад, чайного листя і наповнення тіл пакетів, сформованих з пакувального листового матеріалу, з високою швидкістю і без подрібнення цього продукту. Під час розробки винаходу було виявлено ряд важливих фактів. (і) У процесі скидання продукту для одного пакету у тіло пакету через завантажувальну трубку або подібний засіб для наповнення тіла пакету цим продуктом і формування горизонтального з'єднання для пакування продукту темп фасування-пакування може бути значно поліпшений, якщо забезпечити присутність продукту у завантажувальній трубці у кількості, достатній для багатьох пакетів. Такі умови можуть бути створені скиданням продукту для першого пакету і потім скиданням продукту для другого пакету перед завершенням пакування продукту, скинутого для першого пакету. (ii) передня за напрямком падіння частина продукту, що підлягає фасуванню-пакуванню і падає під дією власної ваги, не досягає тіла пакету раніше часу, обчисленого через прискорення вільного падіння, оскільки, наприклад, існує тертя у завантажувальній трубці і подібному засобі, причому задня частина падаючого продукту запізнюється. Коли уся порція продукту для одного пакету падає разом, вертикальне розсіяння продукту протягом падіння 1 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 60 залишається постійним і залежить від властивостей продукту, наприклад, розміру часток, форми і ваги, внутрішнього діаметр і шершавості внутрішньої поверхні завантажувальної трубки і інших факторів. (iiі) Умов фасування-пакування, описаних у (і), можна досягти таким чином Продукт скидають, використовуючи заслінку, яка відкривається дуже швидко, завдяки чому вертикальне розсіяння падаючого продукту мінімізується. Крім того, моменти відкриття-закриття заслінки і час формування горизонтального з'єднання є контрольованими таким чином, що шлях падіння закривається натисканням з'єднувальних елемента або головки, що формують горизонтальне з'єднання після проходження задньої частини продукту через положення, що відповідає формуванню горизонтального з'єднання. Така процедура дозволяє значно поліпшити темп фасування-пакування. Відповідно, винахід включає фасувально-пакувальну машину, яка має у складі: - горизонтально-з'єднувальний вузол для формування з'єднань із заздалегідь визначеними інтервалами на трубчастому тілі, сформованому з пакувального листового матеріалу для формування тілу пакету, які формуються у напрямку ширини трубчастого тіла (після горизонтального з'єднання); і - вузол розподілення продукту, який призначено під час повторення формування горизонтального з'єднання, скидати заздалегідь визначену кількість продукту, що підлягає пакуванню, у тіло пакету для наповнення тіла пакету цим продуктом, і який має заслінку для відкриття і закриття шляху падіння заздалегідь визначеної кількості продукту у тіло пакету, причому заслінка відкриває і закриває цей шлях таким чином, що заздалегідь визначена кількість продукту і інша заздалегідь визначена кількість продукту падають з проміжком між ними, і перед формуванням горизонтального з'єднання на тілі пакету, наповненого заздалегідь визначеною кількістю продукту, скинутого під час операції відкриття-закриття заслінки, починає падати інша заздалегідь визначена кількість продукту для наступного тіла пакету. Винахід також включає спосіб фасування-пакування продукту, призначеного для пакування, який включає: - формування горизонтальних з'єднань з заздалегідь визначеними інтервалами на трубчастому тілі пакувального листового матеріалу для формування цим тіла пакету, і - під час повторення формування горизонтального з'єднання скидання заздалегідь визначеної кількості продукту у тіло пакету для наповнення тіла пакету цим продуктом, причому шлях падіння цієї заздалегідь визначеної кількості продукту у тіло пакету відкривається і закривається заслінкою, яка відкриває і закриває цей шлях таким чином, що заздалегідь визначена кількість продукту і інша заздалегідь визначена кількість продукту падають з проміжком між ними, і перед формуванням горизонтального з'єднання на тілі пакету, наповненого заздалегідь визначеною кількістю продукту, скинутого під час операції відкриваннязакривання заслінки, починає падати інша заздалегідь визначена кількість продукту для наступного тіла пакету. У фасувально-пакувальній машині і способі згідно з винаходом заздалегідь визначену кількість продукту, призначеного для пакування, скидають у тіло пакету відкриванням і закриванням заслінки для наповнення тіла пакету продуктом. Цим усувається подрібнення продукту, тобто чайного листя, при використанні шнекового гвинта. Крім того, після падіння заздалегідь визначеної кількості продукту у тіло пакету, зумовленого відкриванням і закриванням заслінки і перед формуванням горизонтального з'єднання на тілі пакету, наповненого заздалегідь визначеною кількістю продукту, скидають іншу заздалегідь визначену кількість продукту для наступного тіла пакету. Отже, темп фасування-пакування тіл пакетів не обмежується періодом часу, що проходить від початку падіння заздалегідь визначеної кількості продукту до досягнення тіла пакету. Таким чином, темп фасуванняпакування пакетів може бути суттєво поліпшений. Наприклад, за хвилину можуть бути виготовлені 200 або більше чайних пакетів. У кресленнях: фіг. 1 - загальний схематичний вигляд фасувально-пакувальної машини, фіг. 2 - горизонтальний перетин, який показує зону вимірювальних засобів фасувальнопакувальної машини, фіг. 3А - вертикальний перетин, який показує зону вузла відкриття-закриття заслінки фасувально-пакувальної машини, фіг. 3В - вертикальний перетин, який показує зону збиральних плат фасувально-пакувальної машини, фіг. 4 - вигляд за стрілкою вузла відкриття-закриття заслінки, фіг 5 - діаграми, що ілюструють відкриття заслінки, 2 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 фіг. 6 - вигляд за стрілкою зони заслінки проміжного бункера, фіг. 7 - перспективний вигляд проміжного бункера, фіг. 8 - перетини проміжних бункерів, фіг. 9А - діаграми, що ілюструють роботу вузла розподілення продукту, фіг. 9В - діаграми, що ілюструють роботу вузла розподілення продукту, фіг. 9С - діаграми, що ілюструють роботу вузла розподілення продукту, фіг. 9D - діаграми, що ілюструють роботу вузла розподілення продукту, фіг. 9Е - діаграма, що ілюструє роботу вузла розподілення продукту, фіг. 10 - діаграма, що ілюструє умови скидання продукту, призначеного для пакування, у завантажувальній трубці, фіг. 11 - перетини вузла розподілення продукту, фіг. 12 - часова діаграма роботи вузла розподілення продукту з фіг. 11. Позначення 5 листовий матеріал екстракційного пакету 5b трубчасте тіло 6 екстракційний пакет 70 фасувально-пакувальна машина 72 формувальна напрямна 73 циліндричне тіло 74 подавальний ролик 75 вертикальний з'єднувальний вузол 76 горизонтальний з'єднувальний вузол 76а з'єднувальна головка (генератор ультразвуку) 76b упор 77 засіб вальцювання шматків 78 пресувальний елемент 85 продукт, призначений для пакування 100, 100В вузол розподілення продукту 101 бункер 102 вимірювальний засіб 102В пара вимірювальних засобів 103 вимірювальна заслінка 103а кулачковий ролик 103b пружина 104 проміжний бункер 104а внутрішня стінка 104b внутрішня стінка 104с зона заслінки проміжного бункера 105 завантажувальна трубка 110 роторний стіл 111 гребок 112 збиральна плата 120 вузол відкриття-закриття заслінки 121 роторний кулачок 122 трикутна плата 123 плече 124 кулачковий елемент 130 основа 131 мотор змінної швидкості 132 зв'язуючий механізм 133 заслінки LI вісь трубчастого тіла екстракційного пакету L2 вісь обертання листового матеріалу Далі наведено опис винаходу з посиланнями на креслення, в яких однакові елементи мають однакові позначення. Фіг. 1 містить загальний схематичний вигляд фасувально-пакувальної машини 70 у втіленні винаходу, призначеної для виготовлення чотиригранних екстракційних пакетів 6 з листового матеріалу 5 який використовується як пакувальний листовий матеріал. Взагалі фасувальнопакувальна машина 70 має: 3 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 60 - циліндричне тіло 73 з формувальною напрямною 72 яка спрямовує листовий матеріал 5 екстракційного пакету; - засіб подачі листового матеріалу (подавальні ролики 74) для забезпечення обмотування листового матеріалу 5 екстракційного пакету навколо циліндричного тіла 73 для просування униз з постійною швидкістю; - вертикальний з'єднувальний вузол 75 для формування вертикального з'єднання зварюванням одна з одною протилежних поздовжніх кромок листового матеріалу 5 екстракційних пакетів внаслідок чого листовий матеріал 5 екстракційних пакетів набуває форми трубчастого тіла 5b; - горизонтальний з'єднувальний вузол 76 для зварювання і розрізання трубчастого тіла 5b, яке рухається униз з постійною швидкістю, у двох різних напрямках, що перетинаються один з одним у вигляді згори, з почерговим формуванням першого горизонтального з'єднання і другого горизонтального з'єднання; і - вузол 100 розподілення продукту, конфігурований таким чином, що під час почергового повторення формування першого горизонтального з'єднання і формування другого горизонтального з'єднання, заздалегідь визначена кількість чайного листя або подібного продукту, які складають вміст екстракційного пакету і подаються з бункера 101, відміряється у вимірювальному засобі 102 і скидається у завантажувальну трубку 106 через проміжний бункер 104 для наповнення трубчастого тіла листового матеріалу 5 екстракційних пакетів чайним листям або подібним продуктом. Вертикальний з'єднувальний вузол 75 включає ультразвуковий вузол зварюваннярозрізання, а також має засіб 77 вальцювання відходів 77 для вальцювання зайвої частини кромки (закраїнної частини) після формування вертикального з'єднання. Горизонтальний з'єднувальний вузол 76 включає один ультразвуковий вузол зварюваннярозрізання пристосований до переміжної зміни напрямку зварювання-розрізання на заздалегідь визначений кут (бажано 90°) відносно осі LI трубчастого тіла 5b з листового матеріалу 5 екстракційних пакетів кожного разу після формування горизонтальною з'єднання. Ультразвуковий вузол зварювання-розрізання переміщується таким чином, щоб почергово потрапляти у місця, позначені суцільною і пунктирною лініями на фіг. 1. Ультразвуковий вуз зварювання-розрізання включає: - випромінювач 76 ультразвуку, який має звужений виступаючий кінець і використовується як з'єднувальна головка; - колоноподібний упор 76b; і - пресувальний елемент 78 для вирівнювання трубчастого тіла з листового матеріалу 5 екстракційних пакетів при формуванні горизонтального з'єднання. Пресувальний елемент 78 має ширину, що відповідає ширині горизонтального з'єднання, що формується. Коли горизонтальне з'єднання формується, пресувальний елемент 78 просувається до потрібного положення на осі LI, робить плоским трубчасте тіло 5b з листового матеріалу 5 у положеннях вище і нижче з'єднувальної головки 76а і просувається униз разом з трубчастим тілом 5b. Після формування горизонтального з'єднання пресувальний елемент 78 повертається у положення, в якому його відстань у напрямку униз до трубчастого тіла 5b з листового матеріалу 5 екстракційних пакетів під час формування горизонтального з'єднання стає нульовою. З'єднувальна головка 76а має звужений виступаючий кінець в належить до так званого пересувного типу, в якому головка пересувається таким чином, що забезпечує з'єднання будьякої бажаної довжини. Використання з'єднувальної головки такого типу дозволяє знизити її масу і розміри Отже, з'єднувальну голову можна легко переміщувати з великою швидкістю, а привідний механізм може бути компактним. Після сплощення трубчастого тіла 5b з листового матеріалу 5 пресувальним елементом 78 з'єднувальна головка 76а прилягає до трубчастого тіла 5b і пересувається у напрямку ширини сплощеного трубчастого тіла 5b і у напрямку униз. Завдяки цьому горизонтальне з'єднання формується без зупинок руху униз трубчастого тіла 5b, швидкість якого підтримується постійною. Після формування горизонтального з'єднання з'єднувальна головка 76а повертається у положення, в якому його відстань у напрямку униз до трубчастого тіла 5b з листового матеріалу 5 екстракційних пакетів під час формування горизонтального з'єднання стає нульовою. Отже, повний рух з'єднувальної головки 76а є таким, що, коли формується перше горизонтальне з'єднання, з'єднувальна головка 76а косим рухом зміщується униз, як показано стрілкою, в результаті комбінування згаданих вище широтного руху і руху униз. Після формування першого горизонтального з'єднання з'єднувальна головка 76а переміщується угору 4 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 для компенсації зсуву униз трубчастого тіла 5b листового матеріалу 5 екстракційних пакетів під час формування першого горизонтального з'єднання і повертається на 90° навколо осі LI у зворотне положення, показане стрілкою b. Далі з'єднувальна головка 76а рухається косо униз, як показано стрілкою с для формування другого горизонтального з'єднання подібно до формування першого горизонтального з'єднання і потім пересувається в інше зворотне положення, показане стрілкою d. Упор 76b не пересувається у горизонтальному напрямку під час формування горизонтального з'єднання, але пересувається у вертикальному напрямку синхронно з з'єднувальною головкою 76а. Зокрема (фіг. 1), упор 76b рухається униз разом з трубчастим тілом 5b як показано стрілкою а' під час формування першого горизонтального з'єднання Після цього упор 76b спочатку переходить назад у положення в якому він не може контактувати з трубчастим тілом 5b Під час цього руху упор 76b переміщується угору для компенсації руху униз на певну відстань під час формування першого горизонтального з'єднання і обертається на 90° навколо осі LI у зворотне положення як показано стрілкою b'. Далі упор 76b просувається до положення на осі LI, переміщується униз як показано стрілкою с' під час формування другого горизонтального з'єднання і потім переходить в інше зворотне положення, показане стрілкою d'. Потім формування першого горизонтального з'єднання і формування другого горизонтального з'єднання повторюються. Пересуванням з'єднувальної головки 76а і упору 76b як описано вище трубчасте тіло 5b з листового матеріалу 5 можна подавати безперервно під час формування горизонтальних з'єднань без додаткових рухів. Завдяки цьому темп виготовлення екстракційних пакетів підвищується. Описаний вище рух горизонтального з'єднувального вузла 76 може бути забезпечений привідним кулачковим механізмом і важільним механізмом з використанням сервоприводу. У такому випадку швидкість рухів з'єднувальної головки 76а упору 76b і пресувального елемента 78, коли вони контактують з трубчастим тілом 5b, бажано контролювати, щоб вони відповідали швидкості руху трубчастого тіла 5b з листового матеріалу 5. Це усуває пульсації і швидкості руху трубчастого тіла 5b з листового матеріалу 5 і їх коливання, завдяки чому забезпечується точне виготовлення чотиригранних екстракційних пакетів 6. Замість ультразвукового вузла зварювання-розрізання у вертикальному з'єднувальному вузлі 75 і горизонтальному з'єднувальному вузлі 76 може бути застосований термічний вузол зварювання-розрізання. У фасувально-пакувальній машині 70 вузол 100 розподілення продукту конфігуровано таким чином, що під повторення почергового формування першого горизонтального з'єднання і формування другого горизонтального з'єднання, продукт, призначений для пакування, наприклад, чайне листя, наповнює тіла пакетів з листового матеріалу 5 екстракційних пакетів, сформованих горизонтальним з'єднанням. Як показано на фіг. 2, 3А і 3В, вузол 100 розподілення продукту включає бункер 101 для зберігання продукту, що підлягає пакуванню, наприклад, чайного листя, вимірювальні засоби 102 для роздачі заздалегідь визначеної кількості продукту; проміжний бункер 104 для тимчасового зберігання продукту, що надходить від вимірювального засобу 102 і завантажувальну трубку 106, що проходить від вихідного отвору проміжного бункеру 104 до місця безпосередньо над пресувальним елементом 78 горизонтального з'єднувального вузла 76. Вимірювальні засоби 102 виготовлено як ряд свердлених циліндричних отворів у роторному столі 110, розташованих з однаковими інтервалами в окружному напрямку, як показано на фіг. 2, з заслінкою 103, встановленою на дні кожного вимірювального засобу 102, яка забезпечує відкриття і закриття вихідного отвору. Роторний стіл 110 обертається навколо осі L2 з постійною швидкістю у напрямку стрілки. Коли один з вимірювальних засобів 102 опиняється під бункером 101 під час обертання роторного столу 110, цей вимірювальний засіб 102, закритий його заслінкою 103, наповнюється продуктом, призначеним для пакування, наприклад, чайним листям, і надлишок продукту над вимірювальним засобом видаляється гребком 111, завдяки чому у вимірювальний засіб потрапляє заздалегідь визначена кількість продукту для одного пакету. Коли вузол 120 відкриття-закриття заслінки відкриває заслінку 103 вимірювального засобу, заздалегідь визначена кількість продукту з вимірювального засобу 102 падає під дією власної ваги у проміжний бункер 104. Гребок 111 приєднано таким чином, що його положення можна підвищувати і знижувати, і тому проміжок d між гребком 111 і вимірювальними засобами 102 можна змінювати відповідно до розміру часток продукту, призначеного для пакування, наприклад, чайного листя. Після того, як продукт з вимірювального засобу 102 падає під дією власної ваги, продукт, що залишається на роторному 5 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 60 столі 110, збирається у вимірювальний засіб 102 збиральними платами 112 і потім використовується як частина продукту, що пізніше падає під дією власної ваги. Винахід відрізняється тим, як контролюється відкриття і закриття заслінок 103 вимірювального засобу. Перед завершенням горизонтального з'єднання на тілі пакету, наповненого заздалегідь визначеною кількістю продукту, скинутого під час операції відкриттязакриття одної з заслінок, починає падати заздалегідь визначена кількість продукту, виміряного у наступному вимірювальному засобі. У цьому випадку заздалегідь визначені кількості продукту падають через завантажувальну трубку 106 (шляхом падіння) одна за одною. Таким чином, у завантажувальній трубці одночасно можуть знаходитись декілька виміряних порцій продукту. Заслінки 103 вимірювального засобу відкриваються і закриваються з високою швидкістю, і ці відмірені порції падають з інтервалами. Завдяки цьому, продукт, призначений для пакування, може бути розфасований і пакетований з швидшим темпом, ніж в існуючих пристроях, і тому швидкість виготовлення екстракційних пакетів може бути підвищена. Наприклад, при виготовленні 200 екстракційних пакетів за хвил., час фасування-пакування одного пакету становить 0,3 сек. Оскільки повне закривання заслінки 103 вимірювального засобу становить приблизно 0,03 сек., можна досягти дуже високого темпу фасування-пакування. Однак, коли швидкість відкриття заслінок 103 вимірювального засобу є низькою, продукт, призначений для пакування, падаючи, розсіюється вертикально у завантажувальній трубці 106. У такому випадку важко забезпечити достатній проміжок між заздалегідь визначеними кількостями продукту в умовах вільного падіння. Фіг. 4 містить вигляд у напрямку спрямованої угору стрілки Е, що вказує на роторний стіл 110, і ілюструє вузол 120 відкриття-закриття заслінки, який відкриває і закриває заслінки 103 вимірювального засобу з високою швидкістю, як це було описано вище. Вузол 120 відкриттязакриття заслінки включає: роторний кулачок 121, який обертається мотором змінної швидкості у напрямку стрілки а; трикутну плату 122, приєднану з можливістю коливання; циліндр (не показаний) для тиску на трикутну плату 122 у напрямку стрілки b; плече 123, що рухається у напрямку стрілки с у відповідь на коливання трикутної плати 122; і кулачковий елемент 124, приєднаний до одного кінця плеча 123. Кожна заслінка 103 вимірювального засобу приєднана до роторного столу 110 з здатністю до коливальних рухів і має кулачковий ролик 103а, який ковзно контактує з кінцевою поверхнею кулачкового елементу 124. Пружину 103b призначено для зсування заслінки 103 вимірювального засобу у положення, в якому вихідний отвір вимірювального засобу 102 є закритим, якщо до заслінки 103 вимірювального засобу не прикладено зовнішньої сили. У вузлі 120 відкриття-закриття заслінки, коли роторний кулачок 121 обертається у напрямку стрілки а, трикутна плата 122 рухається коливально і тому кулачковий елемент 124, приєднаний до кінця плеча 123, рухається у напрямку стрілки с. Роторний стіл 110 обертається у напрямку стрілки R з постійною швидкістю. Отже, коли кулачковий ролик 103а одної з заслінок 103 вимірювального засобу пересувається у положення, в якому він контактує з кулачковим елементом 124, рух кулачкового елемента 124 у напрямку роторного столу 110 відштовхує кулачковий ролик 103а до центру роторного столу 110, внаслідок чого заслінка 103 вимірювального засобу відкривається. Потім, коли кулачковий елемент 124 рухається у напрямку від роторного столу 110, пружина 103b примушує заслінку 103 закриватись. Таким чином, кулачковий елемент 124 своїм зворотнопоступальним рухом відкриває і закриває заслінку 103 вимірювального засобу. Якщо заслінка 103 вимірювального засобу має відкриватись і закриватись рухами фіксованого кулачка, який знаходиться у положенні ковзного контакту з кулачковим роликом 103а заслінки вимірювального засобу, цей кулачок має бути побудований таким чином, щоб зміщення, що відповідає відстані зворотно-поступального руху кулачкового елемента 124, було меншим за відстань, що відповідає ширині кулачкового елемента 124. У цьому випадку кут натискання становить 60° або більше і на компоненти лягає зайве навантаження. Крім того, це призводить до втрат енергії. Таким чином, важко відкривати і закривати заслінки 103 вимірювальних засобів з високою швидкістю, використовуючи такий фіксований кулачок. Однак, використання кулачкового елемента 124 з його зворотнопоступальним рухом забезпечує відкриття і закриття заслінок 103 вимірювальних засобів з високою швидкістю. Бажано, щоб напрямок відкриття заслінки 103 вимірювального засобу (біла стрілка) вузлом 120 відкриття-закриття заслінки був протилежним напрямку R руху продукту, призначеного для пакування (чорна стрілка), коли заслінка 103 вимірювального засобу є відкритою (тобто протилежно до напрямку руху вимірювального засобу 102, коли заслінка 103 вимірювального 6 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 60 засобу є відкритою), як показано на фіг. 5 (а). Не слід встановлювати напрямок відкриття заслінки 103 вимірювального засобу таким же, як напрямок руху продукту, призначеного для пакування, оскільки розмір вхідного отвору завантажувальної трубки 106 або вхідного отвору проміжного бункеру 104 має бути збільшений відповідним чином. Винахід не накладає обмежень на спосіб відкриття і закриття заслінки при скиданні заздалегідь визначеної кількості продукту, призначеного для пакування, шляхом падіння від проміжного бункеру 104 через завантажувальну трубку 106 тощо. Заслінка може ковзати в одному напрямку, як показано на фіг. 5(а), або у протилежному напрямку (фіг. 5(b)), може утримуватись шарніром для відкриття в одному напрямку (фіг. 5(с)), або може бути виконана як подвійні дверцята на шарнірі (фіг. 5(d)). Для спрощення механізму відкриття-закриття заслінки бажано передбачити ковзання заслінки в одному напрямку (фіг. 5(а)). Призначенням проміжного бункеру 104 є усунення вертикального розсіювання продукт, призначеного для пакування, на шляху його падіння під дією власної ваги від вимірювального засобу 102, виготовленого у роторному столі, що обертається з постійною швидкістю. Проміжному бункеру 104 надано форму, яка забезпечує мінімізацію горизонтального компоненту швидкості продукту 85, а заслінка 105 проміжного бункеру працює як друга заслінка на вихідному отворі проміжного бункеру 104. Згідно з фіг. 6 (вигляд за стрілкою у напрямку D фіг. 2), фіг. 7 (перспективний вигляд проміжного бункера 104) і фіг. 8(а) (перетин фіг. 7), бажано, щоб у проміжному бункері 104 внутрішня стінка 104а на боці вище за напрямком руху вимірювального засобу 102 (напрямок R обертання роторного столу 110) у положенні відкриття-закриття заслінки 103 вимірювального засобу була вертикальною. Крім того, бажано, щоб внутрішня стінка 104b проміжного бункера 104 на боці нижче за напрямком руху вимірювального засобу 102 була нахиленою. У проміжному бункері 104 внутрішня стінка 104а на боці вище за напрямком руху вимірювального засобу 102 (напрямок R обертання роторного столу 110) є перпендикулярною до напрямку R руху вимірювального засобу 102. У цьому випадку вертикальний компонент швидкості продукту 85, що падає з від вимірювального засобу 102 майже не знижується, коли продукт 85 потрапляє на внутрішню стінку 104а (фіг. 8(а)). Однак, якщо внутрішня стінка 104а проміжного бункера 104 на боці вище за напрямком R руху вимірювального засобу 102is має нахил уперед, як показано на фіг. 8(b), вертикальний компонент швидкості продукту 85, що падає від вимірювального засобу 102 і потрапляє на внутрішню стінку 104а, знижується. Це не є бажаним, оскільки продукт матиме схильність розсіюватись вертикально на шляху падіння. Бажано, щоб у проміжному бункері 104 його нижня частина 104с, де накопичується продукт, призначений для пакування, мала суттєво пряму форму, тобто мала вертикальну внутрішню стінку. Це дозволяє зменшити час, потрібний для повного викидання продукту 85, накопиченого у проміжному бункері 104, падіння якого під дією власної ваги починається у момент відкриття заслінки 105 проміжного бункера. Якщо ця внутрішня стінка є нахиленою, час викидання подовжується. Це не є бажаним, оскільки продукт падатиме з вертикальним розсіюванням у завантажувальній трубці 106. Бажано, щоб у проміжному бункері 104 і зона над частиною 104с мала плоский еліпсоїдний або овальний горизонтальний перетин з малою віссю, по суті, такою ж, як діаметр завантажувальної трубки 106. Це відвертає появу у продукту, що потрапляє у завантажувальну трубку 106 через проміжний бункер, додаткового компоненту швидкості у напрямку малої осі S, завдяки чому вертикальне розсіювання продукту на шлях падіння може бути усунене. Проміжний бункер має заслінку 105, яка дозволяє тимчасове накопичення продукту, що падає під дією власної ваги від вимірювального засобу 102, встановленого у роторному столі, що обертається з постійною швидкістю, і завдяки цьому усуває горизонтальний компонент швидкості, і тому продукт знову падає під дією власної ваги. Отже, бажано, часи відкриття і закриття заслінки 105 проміжного бункера були контрольовані і узгоджені з моментами відкриття і закриття заслінки 103 вимірювального засобу. Проміжний бункер 104 і заслінка 105 проміжного бункера не є потрібними у таких випадках: роторний стіл 110 обертається не з постійною швидкістю, а періодично і заслінки 103 вимірювального засобу відкриваються, коли вимірювальні засоби 102 зупиняються; продукт, призначений для пакування, не має будь-якого горизонтального компоненту швидкості, коли заслінка вимірювального засобу є відкритою, щоб дозволити падіння продукт (наприклад, заслінка вимірювального засобу відкривається, коли вимірювальний засіб періодично припиняє рух, як у втіленні, що розглядається нижче). Однак, якщо роторний стіл 110 обертається не безперервно, фасувально-пакувальна машина має мати високу механічну протиударну міцність і більш потужний привід. Це підвищує вартість її виготовлення і обслуговування. 7 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 Бажано, щоб внутрішня стінка завантажувальної трубки 106 отримала обробку, яка знижує тертя або антистатичну обробку для зниження опору при падінні продукту через завантажувальну трубку 106 усунення вертикального розсіювання продукту завантажувальній трубці 106. Приклади такої обробки включають сатинування, формування вертикальних канавок і нанесення агенту, що знижує тертя. Бажано, щоб середня частина завантажувальної трубки 106 мала вхідний отвір для повітря. У завантажувальній трубці 106 швидкість падіння першої частини продукту, призначеного для пакування, є більшою за швидкість падіння другої, наступної його частини. Тому за відсутності вхідного отвору для повітря негативний тиск, що виникає між першою і другою частинами продукту знижує проміжок між ними. Зокрема, задній кінець першої частини продукту запізнюється і відстань між заднім кінцем першої частини продукту і переднім кінцем другої частини продукту зменшується. Однак, завдяки отвору для повітря відстань між частинами продукту для одного пакету, які падають через завантажувальну трубку 106 одна за одною може бути легко забезпечена. Завантажувальну трубку 106 не обов'язково розташовувати так, щоб вона простягалась від положення безпосередньо нижче заслінки 103 вимірювального засобу або заслінки 105 проміжного бункера до положення безпосередньо над пресувальним елементом 78 горизонтального з'єднувального вузла 76. Завантажувальна трубка 106 має простягатись щонайменше до положення, при якому листовий матеріал 5 екстракційних пакетів потрапляє у трубчасте тіло 5b. Для усунення можливості прилипання продукту, що падає шляхом падіння, до листового матеріалу 5 екстракційного пакету і захоплення горизонтальне з'єднання під час формування цього з'єднання бажано розташовувати завантажувальну трубку 106 таким чином, щоб вона проходила до положення безпосередньо над місцем формування горизонтального з'єднання. Фіг. 9А - 9D містять ряд схем, що ілюструють операції бункера 101 і проміжного бункера 104. Тут робочим кутом є кут, що утворюється розділенням одного операційного циклу одного з вимірювальних засобів 102, встановлених у роторному столі 110 з однаковими інтервалами на 360°. Вертикальні осі репрезентують відстань (мм) від середньої точки між місцем, в якому пресувальний елемент 78 горизонтального з'єднувального вузла 76 починає притискати листовий матеріал екстракційних пакетів і місцем, де пресувальний елемент 78 вивільняє цей листовий матеріал. Горизонтальні осі репрезентують відстань (мм) від центральної осі завантажувальної трубки 106. Штрихові лінії репрезентують траєкторії падіння базових точок (передніх і задніх (відносно напрямку падіння) кінців) продукту 85, призначеного для пакування. Вимірювальний засіб (No. 1) 102, наповнений продуктом 85, призначеним для пакування, проходить над проміжним бункером 104 внаслідок обертання роторного столу 110, і заслінка 103 вимірювального засобу для вимірювального засобу (No. 1) 102 відкривається, завдяки чому продукт 85 отримує можливість падати під дією власної ваги і потрапляє у проміжний бункер 104. У цей час заслінка 105 проміжного бункера є закритою, і тому продукт 85 залишається у проміжному бункері 104 (фіг. 9А(а) і 9А(b)). Після (або безпосередньо перед) накопичення повної кількості продукту 85 у вимірювальному засобі 102 у проміжному бункері 104 заслінка 105 проміжного бункера починає відкриватись (фіг. 9А(с)), дозволяючи накопиченому продукту 85 падати під дією власної ваги у завантажувальну трубку 106. Заслінка 105 проміжного бункера залишається повністю відкритою (фіг. 9A(d) - 9C(j)) і тому продукт 85 у проміжному бункері повністю виходить. Під час падіння продукту 85 через завантажувальну трубку 106 наступний вимірювальний засіб (No. 2) 102 проходить над проміжним бункером 104 (фіг. 9А(с), (d) і (e)) і, коли цей вимірювальний засіб (No. 2) наближається впритул до заздалегідь визначеного положення, заслінка 103 вимірювального засобу для наступного вимірювального засобу починає відкриватись (фіг. 9В(g)) і відкривається повністю (фіг. 9B(h)). Продукт 85 у вимірювальному засобі (No. 2) 102 падає через відкриту заслінку 103 вимірювального засобу у проміжний бункер 104 (фіг. 9В(і)). До того, як продукт з вимірювального засобу (No. 2) 102 досягне дна проміжного бункера 104, операція закриття заслінки 105 проміжного бункера завершується (фіг. 9С(k)), і продукт 85 знову накопичується у проміжному бункері 104. В той час, як продукт 85 з вимірювального засобу (No. 1) 102 проходить через завантажувальну трубку 106, заслінка 105 проміжного бункера починає відкриватись (фіг. 9D(1)) і продукт 85, завантажений з вимірювального засобу (No, 2) і накопичений у проміжному бункері 104 отримує можливість падати у завантажувальну трубку 106. Під час цієї операції трубчасте тіло 5b, наповнене продуктом 85 з попереднього вимірювального засобу (No, l) ущільнюється формуванням горизонтального з'єднання. Зокрема, перша порція, що підлягає горизонтальному ущільненню спресовується пресувальним елементом 78 горизонтального з'єднувального вузла 76 (фіг. 9D(m)). Після цього продукт 85 з вимірювального засобу (No.1) накопичується у 8 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 60 спресованій порції і екстракційний пакет 6 відрізають зварюванням (фіг. 9D(n)). Далі описана процедура повторюється. Фіг. 10 містить діаграму, що показує співвідношення між часом і положеннями продукту 85, що падає у завантажувальну трубку 106, як це було описано вище. У фасувально-пакувальній машині 70 згідно з даним втіленням заслінка 103 вимірювального засобу і заслінка 105 проміжного бункера відкриваються на короткий час (приблизно 0,03 сек.) для подачі продукту 85 для першого пакету відміряного вимірювальним засобом 102 у завантажувальну трубку 106. Потім продукт 85 для другого пакету також подається у завантажувальну трубку 106 до завершення горизонтального з'єднання для першого пакету, наповненого продуктом 85 (зокрема, шлях падіння для продукту для першого пакету закритий пресувальним елементом 78). У цей час продукт для першого пакету і продукт для другого пакету падають через завантажувальну трубку 106 з проміжком між ними. Отже, у фасувально-пакувальній машині 70 період часу після подачі продукту 85, призначеного для пакування, у завантажувальну трубку 106 до наповнення тіла пакету продукту 85 не обмежується темпом, і це не викликає зниження швидкості виготовлення екстракційних пакетів. Листовий матеріал 5 для екстракційних пакетів, який надходить до фасувально-пакувальної машини 70, може бути будь-яким типом довгих листових матеріалів з тканої або нетканої тканини, придатних для виготовлення екстракційних пакетів і ламінатів, і до них за необхідності можуть бути приєднані бірки на нитках з матеріалів, наприклад, придатних до ультразвукового або термічного приварювання, включаючи термопластичне синтетичне волокно, наприклад, поліпропілен або поліетилен. Бірка може бути виготовлена з будь-якого паперу, пластикового листового матеріалу тощо. Використовуються водопроникні листові матеріали, наприклад, папір, плівки з великою кількістю отворів і ткані або неткані тканини, сформовані з одинарних або кон'югованих волокон, вибраних з синтетичних волокон, наприклад, поліестеру, нейлону, поліетилену, поліпропілену, напівсинтетичних волокон, наприклад, віскози, і природних волокон, наприклад, paper mulberry і edgeyvorthia chrysantha. Бірки і нитка можуть бути або приєднані або не приєднані до водопроникного фільтрувального матеріалу без будь-яких обмежень на їх застосування з водопроникним фільтрувальним листовим матеріалом. Може бути використаний листовий матеріал 5 для екстракційних пакетів у рулоні. Фасувально-пакувальна машина 70 згідно з винаходом може бути використаний у комбінації з будь-якою машиною для виготовлення екстракційних пакетів з листового матеріал з приєднанням ниток і бірок до водопроникного фільтрувального листового матеріалу для екстракційних пакетів. Фасувально-пакувальна машина винаходу може бути застосована у різних втіленнях окрім описаних. Вузол розподілення продукту у фасувально-пакувальній машині не обмежується вузлом, що використовує вимірювальні засоби у роторному столі. Наприклад, може бути використаний вузол 100В розподілення продукту на фіг. 11. Цей вузол включає пару 102В вимірювальних засобів (перший вимірювальний засіб 102i і другий вимірювальний засіб 102іі), розташовану під бункером 101 для зберігання продукту 85, призначеного для пакування, наприклад, чайного листя. Ця пара вимірювальних засобів 102В періодично взаємно чергуються між лівим кінцевим положенням, показаним на фіг. 11(а) і правим кінцевим положенням, показаним на фіг. 11(b) на основі 130 за допомогою з'єднувального механізму 132, що приводиться мотором 131 змінної швидкості. Коли перший вимірювальний засіб 102i або другий вимірювальний засіб 102ii розташовується під відповідним з вихідних отворів 101а і 101b, розташованих у лівій і правій кінцевих частинах на дні бункера, ці перший або другий вимірювальні засоби 102i або 102іі заповнюються продуктом 85. Набір заслінок 133 для відкриття і закриття дна вимірювального засобу 102і або 102ii у заздалегідь визначені часи ковзно встановлено в основу 130 вузла 100В розподілення продукту, і завантажувальна трубка 106 проходить від положення безпосередньо під заслінками 133 до горизонтального з'єднувального вузла (не показаного). Фіг. 12 містить часову діаграму для положень першого і другого вимірювальних засобів 102i і 102ii, станів відкриття-закриття заслінок 133 і станів наповнення першого і другого вимірювальних засобів 102і і 102ii продуктом, призначеним для пакування. Коли пара вимірювальних засобів 102В розташовується у лівому кінцевому положенні їх зворотно-поступальних рухів, перший вимірювальний засіб 102i розташовується під лівим вихідним отвором 101а бункера і повністю наповнюється продуктом 85, призначеним для пакування Вимірювальні засоби пари 102В починають рухатись праворуч і другий вимірювальний засіб 102ii розташовується над завантажувальною трубкою 106 і є порожнім (0 сек.). Коли перший вимірювальний засіб 102і розташовується над заслінками 133, а другий 9 UA 99503 C2 5 10 15 20 25 30 35 40 45 50 55 вимірювальний засіб 102ii розташовується під правим вихідним отвором 101b бункера, рух пари вимірювальних засобів 102В припиняється і починається операція наповнення другого вимірювального засобу 102іі продуктом 85. Одночасно заслінка 133 починає відкриватись (0,09 сек) і продукт 85 у першому вимірювальному засобі 102i починає падіння. Після повного відкриття заслінки 133 (0,12 сек.) і під час падіння продукту 85 з першого вимірювального засобу 102i другий вимірювальний засіб 102ii повністю заповнюється продуктом 85 (0,21 сек.). Після випорожнення першого вимірювального засобу 102і (0,24 сек), заслінка 133 починає закриття. Після повного закриття заслінки 133 пара вимірювальних засобів 102В починає рухатись ліворуч (0,3 сек.) і припиняє цей рух, коли перший вимірювальний засіб 102i розташовується під лівим вихідним отвором 101а бункер, а другий вимірювальний засіб 102ii розташовується над заслінкою 133 Після цього починається операція наповнення першого вимірювального засобу 102i продуктом 85. Одночасно заслінка 133 починає відкриття (0,39 сек.), і продукт 85 починає падати з другого вимірювального засобу 102ii. У цей момент продукт 85 з першого вимірювального засобу 102і ще падає через завантажувальну трубку 106 (фіг. 10). Коли заслінка 133 повністю відкривається (0,42 сек.), а продукт 85 з другого вимірювального засобу 102іі падає, перший вимірювальний засіб 102i повністю наповнюється продуктом 85 (0,51 сек.). Після випорожнення другого вимірювального засобу 102ii (0,54 сек.) заслінка 133 починає закриття (0,57 сек.) і після її повного закриття пара вимірювальних засобів 102В знову починає рух праворуч. Описана вище процедура повторюється (0) і продукт падає почергово з першого і другого вимірювальних засобів 102i і 102ii у завантажувальну трубку 106. У цьому вузлі 100В розподілення продукту перед завершенням формування горизонтального з'єднання на тілі пакету, наповненого продуктом для першого пакету, що впав під час операції відкриття-закриття заслінки 133, починає падати продукт для другого пакету, який був відміряний у наступний вимірювальний засіб. Цим забезпечується висока швидкість операцій пакування. У вузлі 100B розподілення продукту вимірювальні засоби 102і і 102іі перебувають у статичному стані, коли продукт 85 починає падати з одного з вимірювальних засобів 102і і 102ii, і доки вимірювальний засіб не випорожниться і продукт не матиме горизонтального компоненту швидкості і падатиме вертикально униз. Отже, у вузлі 100В розподілення продукту проміжний бункер 104, описаний вище, не потрібен. Фасувально-пакувальна машина винаходу може мати інші втілення. Наприклад, заздалегідь визначена кількість продукту для одного пакету може бути відміряна вимірювальним засобом і може бути відміряна з комп'ютеризованим масштабуванням. Для подачі продукту для одного пакету до відкриття-закриття заслінки може бути використаний конвеєр пакетів. Падіння продукту під дією власної ваги у тіло пакету не обмежується операцією відкриттязакриття заслінки. Продукт може бути примушений падати з певною наданою йому початковою швидкістю. Можуть бути встановлені два ультразвукові вузли зварювання-розрізання можуть таким чином, що їх напрямки ультразвукового зварювання-розрізання перетинаються, і вони можуть бути використані як горизонтальний з'єднувальний вузол 76 для виготовлення чотиригранних екстракційних пакетів. Вузол зварювання-розрізання з одним напрямком з'єднання без почергової зміни може бути використаний як горизонтальний з'єднувальний вузол 76 для виготовлення плоских екстракційних пакетів. Як з'єднувальна головка горизонтального з'єднувального вузла 76 може бути використана так звана з'єднувальна головка прямого натискання, яка має кінцеву ширину, що відповідає ширині з'єднання для продукту. У цьому випадку до закриття шляху падіння продукту 85 для одного пакету з'єднувальною головкою прямого натискання у завантажувальну трубку 106 подається продукт для наступного одного пакету. Ніяких обмежень не накладено на спосіб з'єднання. Можуть бути використані термічний або ультразвуковий вузол зварювання-розрізання. При використанні заздалегідь сформованого трубчастого тіла пакувального листового матеріалу, подібного до описане вище трубчастого тіла з пакувального листового матеріалу, фасувально-пакувальна машина не потребує вертикального з'єднувального вузла. Продуктом, призначеним для пакування з використанням фасувально-пакувальної машини винаходу, може бути не лише чайне листя для чорних чаїв, зелених чаїв, трав'яних чаїв і інших чаїв. Інші приклади цього продукту включають сушену дрібну сардину, сушену боніто і інші порошкові і гранульовані матеріали. Фасувально-пакувальна машина згідно з винаходом може бути використана для безперервного швидкісного виготовлення чайних пакетів для чорних чаїв, зелених чаїв, 10 UA 99503 C2 трав'яних чаїв і інших чаїв і екстракційних пакетів для сушених продуктів, наприклад, сушеної дрібної сардини і сушеної боніто. ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Фасувально-пакувальна машина, яка має: - горизонтальний з'єднувальний вузол для формування з'єднань з заздалегідь визначеними інтервалами на трубчастому тілі, сформованому з пакувального листового матеріалу для формування тіла пакета, які формуються у напрямку ширини трубчастого тіла (після горизонтального з'єднання); і - вузол розподілення продукту, який призначено під час повторення формування горизонтального з'єднання, скидати заздалегідь визначену кількість продукту, що підлягає пакуванню, у тіло пакета для наповнення тіла пакета цим продуктом, і який має заслінку для відкриття і закриття шляху падіння заздалегідь визначеної кількості продукту у тіло пакета, причому заслінка відкриває і закриває цей шлях таким чином, що заздалегідь визначена кількість продукту і інша заздалегідь визначена кількість продукту падають з проміжком між ними, і перед формуванням горизонтального з'єднання на тілі пакета, наповненого заздалегідь визначеною кількістю продукту, скинутого під час операції відкриття-закриття заслінки, починає падати інша заздалегідь визначена кількість продукту для наступного тіла пакета. 2. Машина за п. 1, яка відрізняється тим, що заслінка відкривається і закривається таким чином, що у шляху падіння присутні декілька заздалегідь визначених кількостей продукту, призначеного для пакування, з проміжками між ними. 3. Машина за одним з пп. 1 або 2, яка відрізняється тим, що вузол розподілення продукту також включає вимірювальні засоби, встановлені у роторному столі з однаковими інтервалами між ними у напрямку окружності роторного столу, і з заслінкою, що утворює дно кожного з вимірювальних засобів. 4. Машина за будь-яким з пп. 1-3, яка відрізняється тим, що заслінка відкривається і закривається рухом одного кінця коливально приєднаної плати з використанням кулачкового елемента, що виконує зворотно-поступальний рух. 5. Машина за будь-яким з пп. 1-4, яка відрізняється тим, що заслінка відкривається у напрямку, протилежному до напрямку руху продукту, коли заслінка відкривається. 6. Машина за будь-яким з пп. 1-5, яка відрізняється тим, що вузол розподілення продукту додатково має: - проміжний бункер, встановлений на верхньому кінці шляху падіння, і другу заслінку на вихідному отворі проміжного бункера. 7. Машина за будь-яким з пп. 1-4, яка відрізняється тим, що заслінка відкривається, коли продукт не має горизонтального компонента швидкості. 8. Машина за будь-яким з пп. 1-7, яка відрізняється тим, що додатково має завантажувальну трубку, встановлену у шляху падіння, яка має внутрішню поверхню, піддану обробці, що знижує тертя. 9. Машина за будь-яким з пп. 1-8, яка відрізняється тим, що продукт, призначений для пакування, є порошковим або гранульованим матеріалом. 10. Спосіб фасування і пакування продукту, призначеного для пакування, який включає: - формування з'єднань з заздалегідь визначеними інтервалами на трубчастому тілі пакувального листового матеріалу для формування цим тіла пакета у горизонтальному напрямку ширини трубчастого тіл (це з'єднання далі названо горизонтальним); і - під час повторення формування горизонтального з'єднання скидання заздалегідь визначеної кількості продукту у тіло пакета для наповнення тіла пакета цим продуктом, причому шлях падіння цієї заздалегідь визначеної кількості продукту у тіло пакета відкривається і закривається заслінкою, яка відкриває і закриває цей шлях таким чином, що заздалегідь визначена кількість продукту і інша заздалегідь визначена кількість продукту падають з проміжком між ними, і перед формуванням горизонтального з'єднання на тілі пакета, наповненого заздалегідь визначеною кількістю продукту, скинутого під час операції відкривання-закривання заслінки, починає падати інша заздалегідь визначена кількість продукту для наступного тіла пакета. 11. Спосіб за п. 10, який відрізняється тим, що відкриття і закриття заслінки здійснюється таким чином, що у шляху падіння присутні декілька заздалегідь визначених кількостей продукту, призначеного для пакування, з проміжками між ними. 12. Спосіб за одним з пп. 10 або 11, який відрізняється тим, що включає відмірювання заздалегідь визначеної кількості продукту, призначеного для пакування, одним з вимірювальних засобів, встановлених у роторному столі з однаковими інтервалами між ними у напрямку 11 UA 99503 C2 5 10 15 окружності роторного столу, і з заслінкою, що утворює дно кожного з цих вимірювальних засобів. 13. Спосіб за будь-яким з пп. 10-12, який відрізняється тим, що заслінку відкривають і закривають рухом одного кінця коливально приєднаної плати з використанням кулачкового елемента, що виконує зворотно-поступальний рух. 14. Спосіб за будь-яким з пп. 10-13, який відрізняється тим, що напрямок відкриття заслінки є протилежним до напрямку проходження продукту, призначеного для пакування, коли заслінка відкривається. 15. Спосіб за будь-яким з пп. 10-14, який відрізняється тим, що включає використання проміжного бункера, встановленого на верхньому кінці шляху падіння і другої заслінки на вихідному отворі проміжного бункера, внаслідок чого зменшується вертикальне розсіювання продукту, що падає у тіло пакета. 16. Спосіб за будь-яким з пп. 10-13, який відрізняється тим, що включає відкриття заслінки, коли продукт не має горизонтального компоненту швидкості. 17. Спосіб за будь-яким з пп. 10-16, який відрізняється тим, що включає використання завантажувальної трубки, встановленої у шлях падіння, яка має внутрішню поверхню, піддану обробці, що знижує тертя. 18. Спосіб за будь-яким з пп. 10-17, який відрізняється тим, що продукт, призначений для пакування, є порошковим або гранульованим матеріалом. 12 UA 99503 C2 13 UA 99503 C2 14 UA 99503 C2 15 UA 99503 C2 16 UA 99503 C2 17 UA 99503 C2 18 UA 99503 C2 19 UA 99503 C2 20 UA 99503 C2 21 UA 99503 C2 22 UA 99503 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 23
ДивитисяДодаткова інформація
Назва патенту англійськоюFilling packer
Автори англійськоюMiyahara, Fumio, Tsuji, Yoshiyuki, Takemoto, Tomohiro
Назва патенту російськоюФасовочно-упаковочная машина
Автори російськоюМияхара Фумио, Цудзи Йосиюки, Такемото Томохиро
МПК / Мітки
МПК: B65B 9/10
Мітки: пакування, фасувально-пакувальна, спосіб, машина, фасування, продукту
Код посилання
<a href="https://ua.patents.su/25-99503-fasuvalno-pakuvalna-mashina-ta-sposib-fasuvannya-i-pakuvannya-produktu.html" target="_blank" rel="follow" title="База патентів України">Фасувально-пакувальна машина та спосіб фасування і пакування продукту</a>
Фасувально-пакувальна машина

Номер патенту: 54468
Опубліковано: 10.11.2010
Автори: Пальчевський Богдан Олексійович, Шаповал Ольга Михайлівна, Крестьянполь Олена Анатоліївна
МПК: B25B 19/00
Мітки: фасувально-пакувальна, машина
Формула / Реферат:
1. Фасувально-пакувальна машина для автоматичного дозування і пакування сипких матеріалів, що містить встановлені на рамі дозувальний блок з бункерами, дозаторами і лотком подачі відміряних доз, пакувальний блок з механізмом розмотування плівки, матеріалопровідною трубою, механізмом формування пакета, а також блок керування, яка відрізняється тим, що машина обладнана проміжним накопичувачем, виконаним у вигляді поворотної каруселі із...
Спосіб пакування харчового продукту

Номер патенту: 9063
Опубліковано: 15.09.2005
Автори: ОВДІЙ ВІКТОР МИКИТОВИЧ, Базалій Валентин Петрович
МПК: B65D 85/72, B65B 31/02, B65B 31/00, B65B 25/00
Мітки: харчового, продукту, пакування, спосіб
Формула / Реферат:
Спосіб пакування харчового продукту, що включає розміщення харчового продукту в пакеті, введення трубки всмоктування повітря в його середину, створення вакууму та запечатування його кінців з подальшим термічним впливом, який відрізняється тим, що пакет з харчовим продуктом наповнюють інертним газом, наприклад азотом.
Спосіб формування та пакування харчового продукту у вигляді пластичної маси у полімерний рукав

Номер патенту: 39932
Опубліковано: 25.03.2009
Автор: Кухта Катерина Михайлівна
МПК: B65B 11/00
Мітки: вигляді, пластичної, маси, полімерний, продукту, рукав, формування, пакування, харчового, спосіб
Формула / Реферат:
Спосіб формування та пакування харчового продукту у вигляді пластичної маси у полімерний рукав, який включає подачу харчового продукту у вигляді охолодженої пластичної маси, який відрізняється тим, що пластичну масу подають в ємність, де перемішують при температурі 10-50 °С, і далі подають в насадку, яка має циліндричну форму і на кінці якої встановлений полімерний рукав з попередньо нанесеною на нього інформацією про продукт, його вагу,...
Спосіб фасування та пакування харчових жирів
Номер патенту: 68970
Опубліковано: 10.04.2012
Автор: Созанович Вікторія Миколаївна
МПК: A23C 15/18, A23C 15/02
Мітки: жирів, спосіб, фасування, харчових, пакування
Формула / Реферат:
Спосіб фасування та пакування харчових жирів, зокрема вершкового масла або маргарину, або спреду, або вершково-рослинної суміші, в споживчу упаковку автоматичним шляхом, який відрізняється тим, що попередньо перед пакуванням формують вершкове масло або маргарин, або спред, або вершково-рослинну суміш брикетами вагою від 20 г до 2000 г та як матеріал споживчої упаковки використовують пергамент харчовий.
Спосіб фасування та пакування родентицидів
Номер патенту: 34158
Опубліковано: 25.07.2008
Автор: Якимець Василь Миколайович
МПК: B65B 25/00
Мітки: родентицидів, спосіб, пакування, фасування
Формула / Реферат:
1. Спосіб фасування та пакування родентицидів, зокрема принадного препарату у вигляді тіста або пасти для знищення мишоподібних гризунів, що готується до початку його пакування, готовий принадний препарат закладають в дозуючий апарат, який автоматично розподіляє його на задані дози і подає дози принадного препарату в пакувальний апарат, з яким він об'єднаний в один комплекс, при цьому пакувальний апарат пакує кожну дозу окремо в пакетики із...
Попередній патент: Пристрій для однополюсного намагнічування залізовуглецевих сплавів
Наступний патент: Герметична кабельна проходка середньої і високої напруги та її біологічний захист
Випадковий патент: Суміш для оздоровчого харчування