Спосіб виготовлення ротора асинхронного електродвигуна
Номер патенту: 11630
Опубліковано: 16.01.2006
Автори: Кондратьєв Аркадій Євгенович, Каїка Василь Васильович, Ткачук Микола Миколайович, Ткачук Олександр Миколайович
Формула / Реферат
1. Спосіб виготовлення ротора асинхронного електродвигуна, що включає установку кінців стержнів у короткозамикаючому кільці, з'єднання кінців стержнів з короткозамикаючим кільцем, поворот ротора на 180° у вертикальній площині, наступне з'єднання кінців стержнів з іншим короткозамикаючим кільцем, який відрізняється тим, що установку кінців стержнів у короткозамикаючому кільці ведуть шляхом відносного вертикального переміщення стержнів і короткозамикаючого кільця до контакту торців нижніх кінців стержнів із дном кільцевого паза короткозамикаючого кільця.
2. Спосіб за п. 1, який відрізняється тим, що з'єднання кінців стержнів з короткозамикаючим кільцем ведуть паянням.
3. Спосіб за пп. 1 і 2, який відрізняється тим, що попередньо перед установкою кінців стержнів у кільцевому пазу короткозамикаючого кільця, кільцевий паз заповнюють розплавленим припоєм.
4. Спосіб за пп. 1 і 2, який відрізняється тим, що після установки кінців стержнів у кільцевому пазу короткозамикаючого кільця кільцевий паз заповнюють твердим припоєм і здійснюють підігрів кільця до розплавлювання припою.
5. Спосіб за п. 1, який відрізняється тим, що з'єднання кінців стержнів з короткозамикаючим кільцем ведуть зварюванням, при цьому після установки кінців стержнів у кільцевому пазу короткозамикаючого кільця їх послідовно приварюють до кільця, після чого кільцевий паз заповнюють зварювальним матеріалом.
Текст
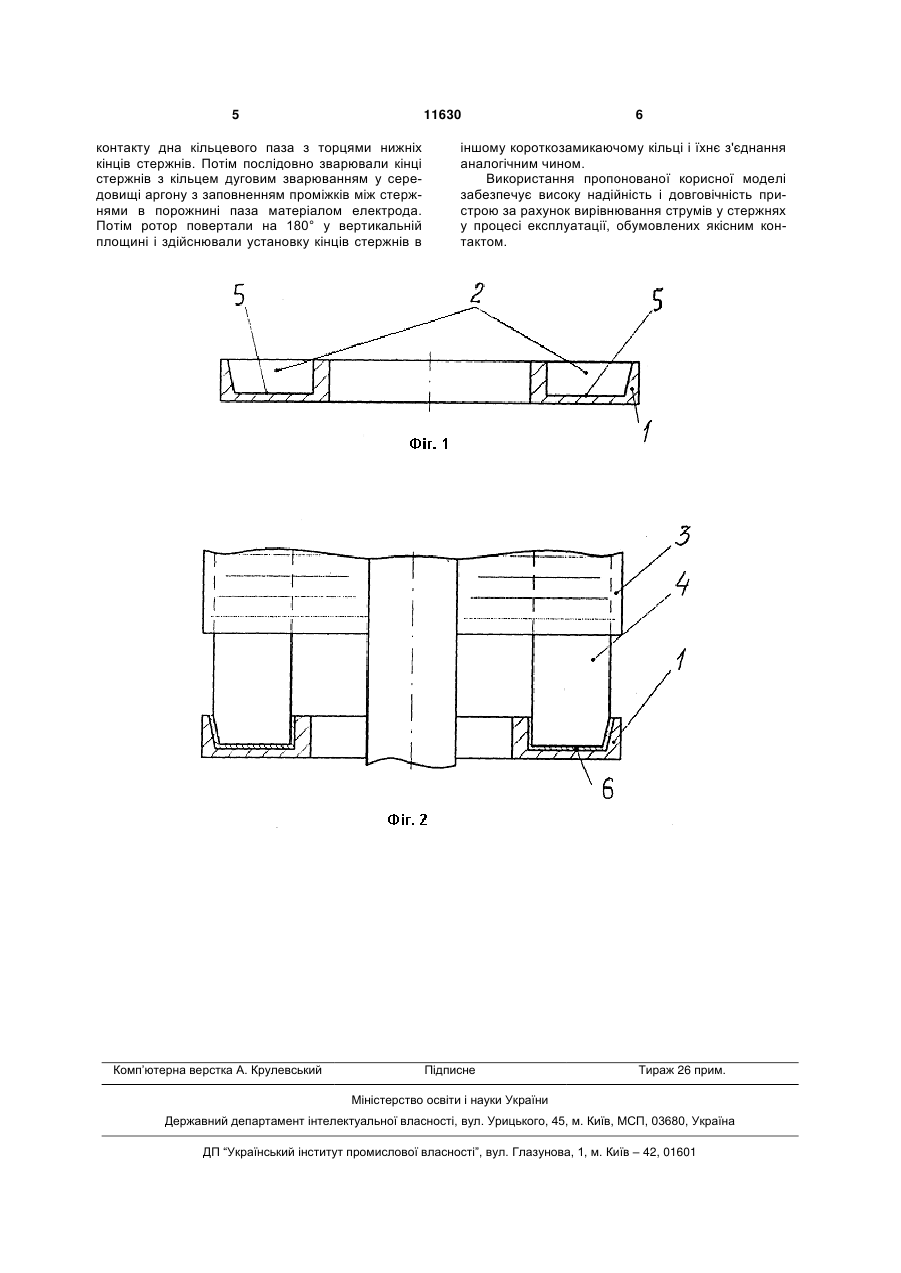
1. Спосіб виготовлення ротора асинхронного електродвигуна, що включає установку кінців стержнів у короткозамикаючому кільці, з'єднання кінців стержнів з короткозамикаючим кільцем, поворот ротора на 180° у вертикальній площині, наступне з'єднання кінців стержнів з іншим короткозамикаючим кільцем, який відрізняється тим, що установку кінців стержнів у короткозамикаючому кільці ведуть шляхом відносного вертикального переміщення стержнів і короткозамикаючого кіль U 1 3 з іншим кільцем [Виноградов Н.В. Виробництво електричних машин. М., "Енергія", 1970 р. с. 248]. Відомий спосіб виготовлення ротора асинхронного електродвигуна не забезпечує одержання необхідного технічного результату по наступних причинах. З'єднання чайкою, або зварюванням стержнів з кільцем з наскрізними отворами, виконаними під кінці стержнів, здійснюють шляхом заливання припоя зверху в зазор між стержнем і бічною поверхнею наскрізною отвору при вертикальному розташуванні стержнів у наскрізному отворі. При цьому припой протікає вниз у зазор, якщо він більше номінального, або не проникає по всій довжині можливого контакту кінців стержня з кільцем, якщо він менше номінального, обумовлюючи низьку якість контакту і його нестабільність, що приводить до значної відмінності виникаючих струмів у стержнях у процесі експлуатації. Це приводить до їхнього різного нагрівання, а тому що стержні з короткозамикаючими кільцями утворюють просторову клітку, то при роботі виникають температурні руйнуючі напруги, погіршуючи параметри ротора в цілому, знижуючи його надійність і довговічність. Оскільки відомий спосіб здійснюється тільки пайкою, або зварюванням кожного стержня окремо, це обумовлює багаторазове місцеве нагрівання кілець у місцях їхнього з'єднання зі стержнями, викликаючи деформацію кілець, що вимагає додаткових операцій по термообробці для її виправлення, що підвищує трудомісткість і подовжує процес виготовлення. В основу корисної моделі поставлена задача удосконалення способу виготовлення ротора асинхронного електродвигуна, у якому за рахунок зміни порядку з'єднання стержнів з короткозамикаючими кільцями забезпечується підвищення площі і якості контакту, що дозволяє підвищити надійність і довговічність ротора і знизити трудомісткість його виготовлення. Поставлена задача вирішується тим, що в способі виготовлення ротора асинхронного електродвигуна, що включає установку кінців стержнів у короткозамикаючому кільці, з'єднання кінців стержнів з короткозамикаючим кільцем, поворот ротора на 180° у вертикальній площині, наступне з'єднання кінців стержнів з іншим короткозамикаючим кільцем, згідно корисної моделі установку кінців стержнів у короткозамикаючим кільці ведуть шляхом відносного вертикального переміщення стержнів і короткозамикаючого кільця до контакту торців нижніх кінців стержнів із дном кільцевого паза короткозамикаючого кільця. Доцільне з'єднання кінців стержнів з короткозамикаючим кільцем вести пайкою. При з'єднанні кінців стержнів з короткозамикаючим кільцем пайкою попередньо перед установкою кінців стержнів у кільцевому пазу короткозамикаючого кільця, кільцевий паз заповнюють розплавленим припоєм або після установки кінців стержнів у кільцевому пазу короткозамикаючого кільця, кільцевий паз заповнюють твердим припоєм і здійснюють підігрів кільця до розплавлювання припоя. Доцільне з'єднання кінців стержнів з короткозамикаючим кільцем вести зварюванням, при цьо 11630 4 му після установки кінців стержнів у кільцевому пазу короткозамикаючого кільця, їх послідовно приварюють до кільця, після чого кільцевий паз заповнюють зварювальним матеріалом. Сутність пропонованою способу виготовлення ротора асинхронного електродвигуна пояснюються кресленням, де: на Фіг.1 показаний поперечний переріз короткозамикаючого кільця; на Фіг.2 приведена схема пайки нижнього кінця стержнів з короткозамикаючим кільцем. Спосіб виготовлення ротора асинхронного електродвигуна здійснюється таким чином. Нижнє короткозамикаюче кільце 1 установлюють на поверхню зі зверненим нагору трапецієподібним кільцевим пазом 2. Над ним на стійці (на кресленні не показана) установлюють магнітопровід 3 з розміщеними в його пазах стержнями 4. Потім здійснюють відносне вертикальне переміщення магнітопровода 3 зі стержнями 4 до контакту торців нижніх кінців стержнів із дном 5 кільцевого паза нижнього короткозамикаючого кільця, після чого здійснюють з'єднання кінців стержнів з короткозамикаючим кільцем за допомогою припоя 6. Потім на поверхню встановлюють інше нижнє короткозамикаюче кільце 1, ротор повертають на 180° у вертикальній площині, наступні операції установки кінців стержнів з короткозамикаючим кільцем і їхнє з'єднання здійснюють аналогічним чином. Приклад 1 Виготовляли ротор асинхронного електродвигуна. Кінці стержнів, виконаних з латуні і внутрішню поверхню трапецієподібних пазів короткозамикаючих кілець обробляли флюсом для якісної адгезії припоя до стержнів і внутрішньої поверхні паза. Паз нижнього короткозамикаючого кільця, установленого на поверхні, заповнювали розплавленим припоєм марки МФ 10 з температурою плавлення 400°С. Магнітопровід з розміщеними в його пазах стержнями вертикально переміщали і занурювали кінці стержнів у розплавлений припой до контакту їхніх торців із дном кільцевого паза короткозамикаючого кільця. Після затвердіння припоя, що забезпечує з'єднання кінців стержнів з нижнім короткозамикаючим кільцем, ротор повертали на 180° у вертикальній площині і здійснювали установку кінців стержнів в іншому короткозамикаючому кільці і їхнє з'єднання здійснювали аналогічним чином. Аналогічним чином виготовляли ротор асинхронного двигуна з з'єднанням кінцем стержнів з короткозамикаючим кільцем пайкою шляхом заповнення кільцевого паза твердим припоєм і підігріву кільця до розплавлювання припоя. Одночасне занурення кінців стержнів у розплавлений припой і їхнє охолодження в однакових умовах забезпечують високу якість пайки і щільність контакту за рахунок витиснення розплавленого припоя. Приклад 2 Виготовляли ротор асинхронною електродвигуна великої потужності, ідо працює і високими швидкостями обертання. До магнітопроводу з розміщеними в його пазах стержнями вертикально переміщали нижнє короткозамикаюче кільце до 5 11630 контакту дна кільцевого паза з торцями нижніх кінців стержнів. Потім послідовно зварювали кінці стержнів з кільцем дуговим зварюванням у середовищі аргону з заповненням проміжків між стержнями в порожнині паза матеріалом електрода. Потім ротор повертали на 180° у вертикальній площині і здійснювали установку кінців стержнів в Комп’ютерна верстка А. Крулевський 6 іншому короткозамикаючому кільці і їхнє з'єднання аналогічним чином. Використання пропонованої корисної моделі забезпечує високу надійність і довговічність пристрою за рахунок вирівнювання струмів у стержнях у процесі експлуатації, обумовлених якісним контактом. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a rotor of an asynchronous motor
Автори англійськоюTkachuk Mykola Mykolaiovych
Назва патенту російськоюСпособ изготовления ротора асинхронного электродвигателя
Автори російськоюТкачук Николай Николаевич
МПК / Мітки
МПК: H02K 17/16
Мітки: асинхронного, виготовлення, спосіб, електродвигуна, ротора
Код посилання
<a href="https://ua.patents.su/3-11630-sposib-vigotovlennya-rotora-asinkhronnogo-elektrodviguna.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ротора асинхронного електродвигуна</a>
Ротор асинхронного електродвигуна і спосіб його виготовлення
Номер патенту: 72841
Опубліковано: 15.04.2005
Автори: Ткачук Микола Миколайович, Кондратьєв Аркадій Євгенович, Ткачук Олександр Миколайович, Каїка Василь Васильович
МПК: H02K 17/16
Мітки: електродвигуна, спосіб, виготовлення, асинхронного, ротор
Формула / Реферат:
1. Ротор асинхронного електродвигуна, що містить магнітопровід і короткозамкнену обмотку, що складається з стержнів і короткозамкнених кілець, у яких встановлені і з'єднані з короткозамкненими кільцями кінці стержнів, який відрізняється тим, що в короткозамкнених кільцях виконаний співвісно кільцевий паз, а кінці стержнів установлені торцями в кільцевому пазу короткозамкнених кілець.2. Ротор за п. 1, який відрізняється тим, що...
Спосіб ремонту ротора асинхронного електродвигуна
Номер патенту: 6272
Опубліковано: 15.04.2005
Автори: Соколовський Василь Іванович, Вишнєвецький Віктор Вікторович
МПК: H02K 17/16
Мітки: ремонту, електродвигуна, спосіб, асинхронного, ротора
Формула / Реферат:
Спосіб ремонту ротора асинхронного електродвигуна, що полягає у частковому видаленні алюмінію з пазів магнітопроводу і короткозамикаючих кілець з наступним виконанням короткозамкненої обмотки, який відрізняється тим, що алюміній видаляють в залежності від перерізу стержня, який видаляють, на глибину ≤ глибині паза в магнітопроводі, та - частково, разом з частиною магнітопроводу, з боків, утворюючи паз, переважно прямокутний, з канавкою...
Спосіб ремонту ротора асинхронного електродвигуна

Номер патенту: 61034
Опубліковано: 15.10.2003
Автори: Макаров Костянтин Дмітрійович, Кириленко Валерій Іванович
МПК: H02K 17/16
Мітки: електродвигуна, ремонту, асинхронного, ротора, спосіб
Формула / Реферат:
1. Спосіб ремонту ротора асинхронного електродвигуна, що полягає в видаленні алюмінію з пазів магнітопроводу і короткозамикаючих кілець з наступним виконанням нової короткозамкненої обмотки, який відрізняється тим, що зазначений алюміній видаляють з пазів магнітопроводу і короткозамикаючих кілець частково на задану висоту, а в зазори, що утворилися в пазах, вводять електропровідні стрижні, що виступають по обидва боки ротора, кінці яких...
Ротор асинхронного електродвигуна
Номер патенту: 54771
Опубліковано: 17.03.2003
Автори: Каїка Василь Васильович, Ткачук Олександр Миколаєвич, Ткачук Микола Миколаєвич
МПК: H02K 17/16
Мітки: ротор, асинхронного, електродвигуна
Формула / Реферат:
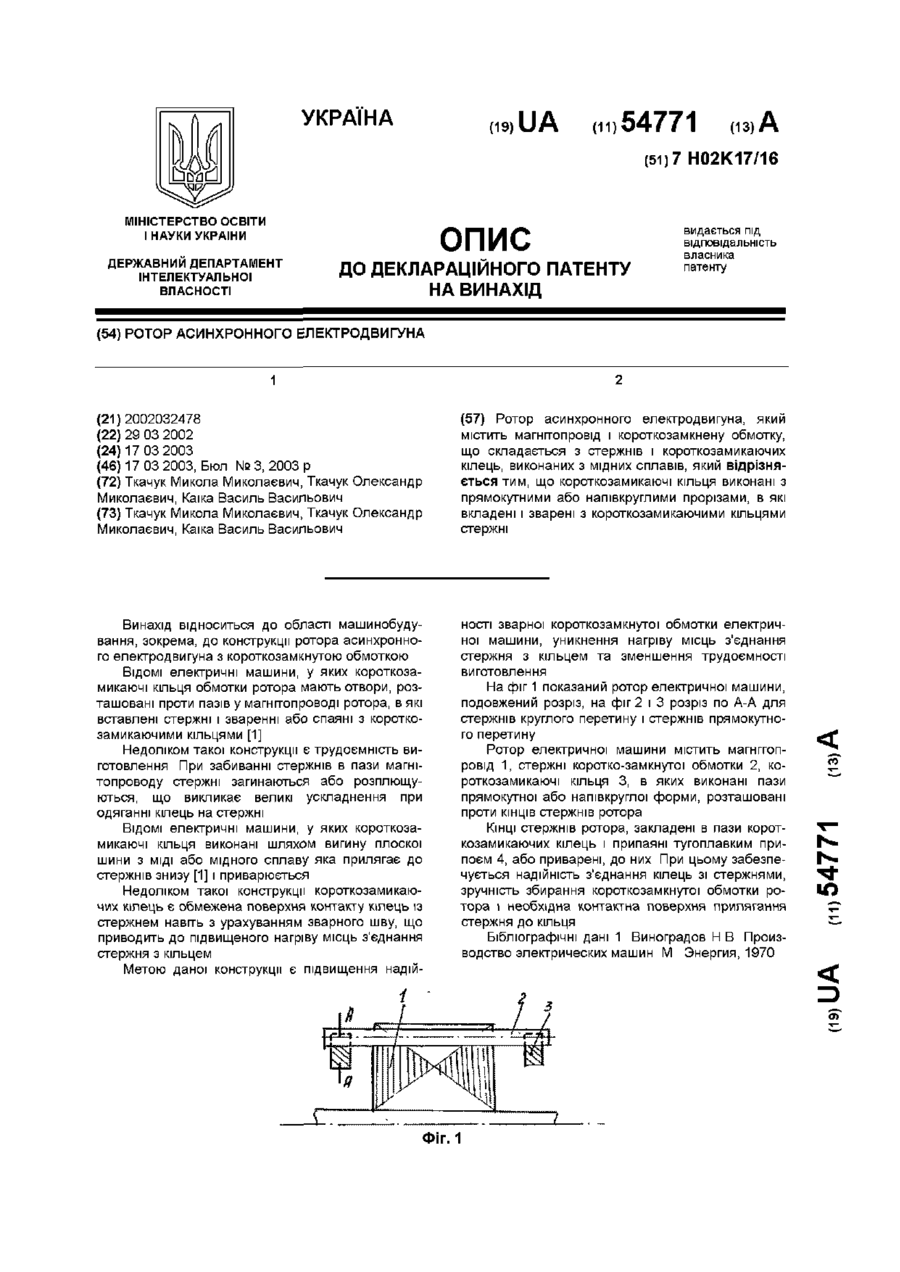
Ротор асинхронного електродвигуна, який містить магнітопровід і короткозамкнену обмотку, що складається з стержнів і короткозамикаючих кілець, виконаних з мідних сплавів, який відрізняється тим, що короткозамикаючі кільця виконані з прямокутними або напівкруглими прорізами, в які вкладені і зварені з короткозамикаючими кільцями стержні.
Ротор асинхронного двигуна
Номер патенту: 9676
Опубліковано: 17.10.2005
Автори: Кукулевський Олексій Васильович, Дмитренко Юрій Іванович, Кириленко Валерій Іванович
МПК: H02K 1/32
Мітки: асинхронного, двигуна, ротор
Формула / Реферат:
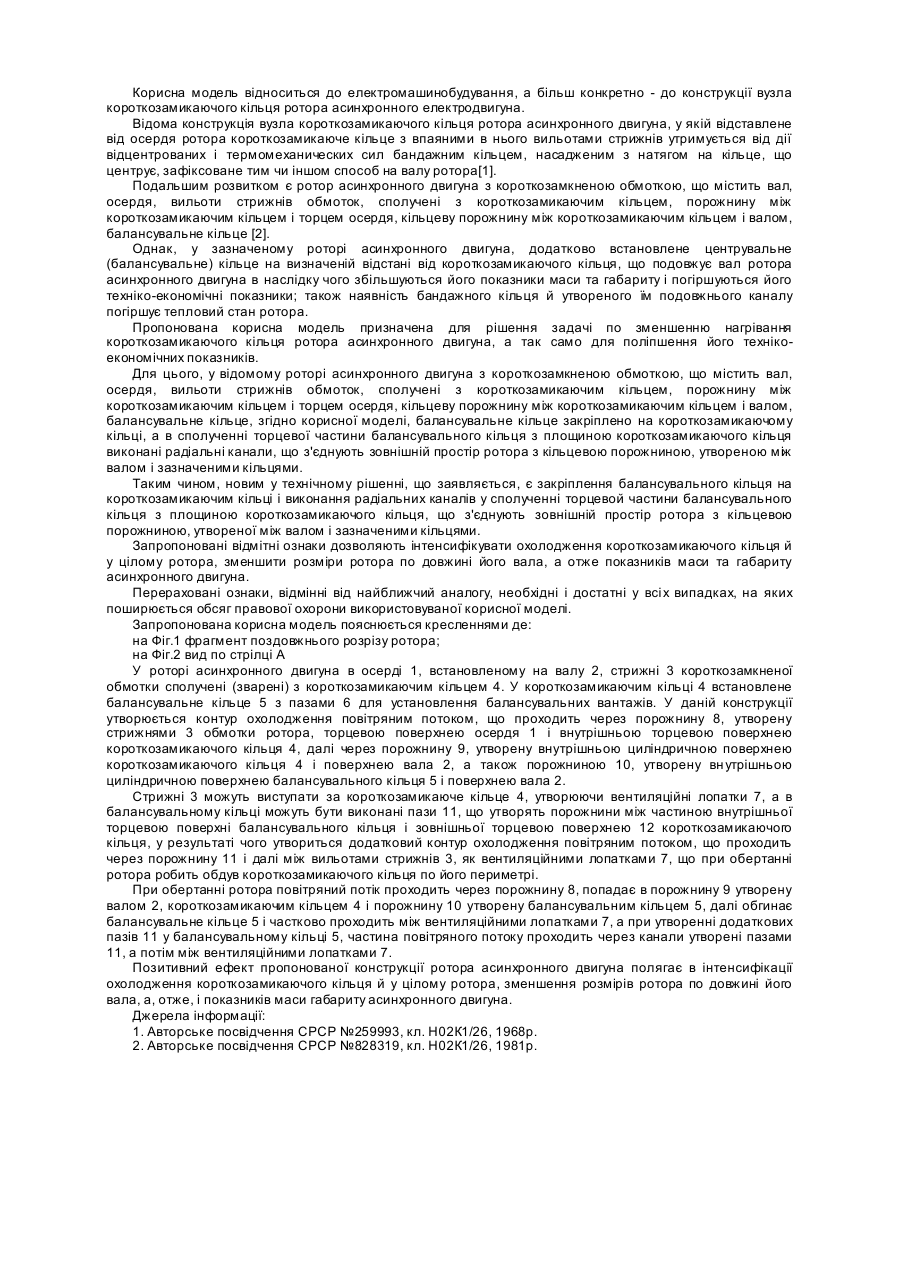
Ротор асинхронного двигуна з короткозамкненою обмоткою, що містить вал, осердя, вильоти стрижнів обмоток, з'єднані з короткозамикаючим кільцем, порожнину між короткозамикаючим кільцем і торцем осердя, кільцеву порожнину між короткозамикаючим кільцем і валом, балансувальне кільце, який відрізняється тим, що балансувальне кільце закріплене на короткозамикаючому кільці, а в з'єднанні торцевої частини балансувального кільця з площиною...
Попередній патент: Градирня
Наступний патент: Апарат для оперативного лікування контрактур ліктьового суглоба
Випадковий патент: Композиція жирової начинки для вафель "барви літа"