Спосіб виготовлення фасонних з’єднувальних ланок тягових органів
Номер патенту: 11898
Опубліковано: 16.01.2006
Автори: Штихно Алла Петрівна, Алімов Валерій Іванович, Піддубний Микола Миколайович, Щеголева Тетяна Олександрівна
Формула / Реферат
Спосіб виготовлення фасонних з'єднувальних ланок тягових органів, що включає відділення заготовок від стального вихідного прокату круглого перерізу, гаряче штампування, обрізання облою, попередню термообробку штамповок, їх механічну обробку і остаточну термообробку ланок, який відрізняється тим, що як вихідний використовують прокат з цементованої низьколегованої сталі, а при попередній термообробці насичують поверхню штамповок до вмісту вуглецю, який перевищує в 1,5-3 рази вміст вуглецю у вихідній сталі.
Текст
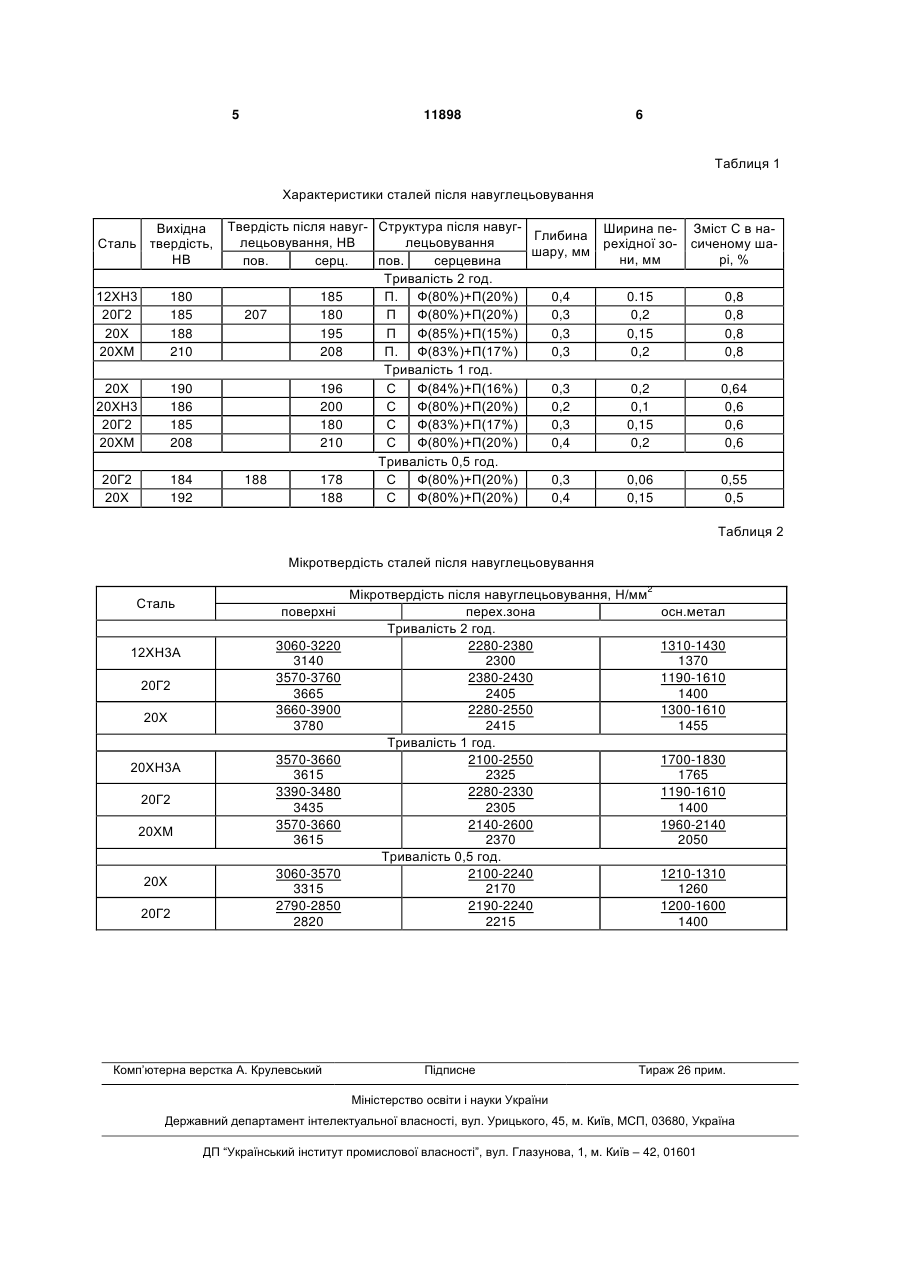
Спосіб виготовлення фасонних з'єднувальних 3 схильності до крихкості зі збереженням або підвищенням зносостійкості. Поставлена задача вирішується тим, що в способі виготовлення фасонних з'єднувальних ланок тягових органів, який включає відділення заготовок від вихідного стального прокату круглого перерізу, гаряче штампування, обрізання облою, попередню термообробку штамповок, їх механічну обробку і остаточну термообробку ланок, згідно корисної моделі, як вихідний використовують прокат з цементованої низьколегованої сталі, а при попередній термообробці насичують поверхню штамповок до вмісту вуглецю, який перевищує в 1,5-3 рази вміст вуглецю в вихідній сталі. Новими ознаками пропонованого способу виготовлення фасонних ланок тягових органів є те, що як вихідний використовують прокат з цементованої низьколегованої сталі, а при попередній термообробці насичують поверхню штамповок до вмісту вуглецю, який перевищує в 1,5-3 рази вміст вуглецю в вихідній сталі. Завдяки новим ознакам досягається: знижується схильність ланок до крихкого руйнування при експлуатації; знижується імовірність аварійних ситуацій при роботі конвеєрів із-за зниження їх схильності до крихкого руйнування; підвищується зносостійкість ланок за рахунок підвищення змісту вуглецю у поверхневому контактному шарі ланок; підвищується гнучкість виконання замовлень на ланки за рахунок розширення складів використовуємих сталей; знижуються витрати ланок за рахунок підвищення їх стійкості. Низьковуглецеві сталі з низьким легуванням Mn, Cr, Si, Ni і ін. для ланок необхідні для одержання високої в'язкості руйнування при високому рівні міцності і наскрізної прогартовуваності. Для забезпечення зносостійкості поверхні вміст вуглецю в поверхневому шарі повинен в 1,5-3 рази перевищувати його вміст в вихідній сталі. При перевищенні вмісту вуглецю у поверхневому шарі по відношенню до вихідного менше ніж у 1,5 рази зносостійкість виявляється недостатньою із-за зниження твердості і зменшення пересиченості твердого розчину про гартуванні. При перевищенні вмісту вуглецю у поверхневому шарі по відношенню до вихідного більше ніж в 3 рази суттєво збільшується градієнт концентрації вуглецю від поверхні до серцевини ланки, що збільшує градієнт напружень по перерізу і збільшує імовірність сколу поверхні. 11898 4 Спосіб виготовлення фасонних з'єднувальних ланок тягових органів здійснюють наступним чином. Від вихідного прокату круглого перерізу діаметром 40-60мм із цементованих низьколегованих сталей типу 12ХН3А, 20Х, 20Г2, 20ХМ, 20XH3A, 20ХГНМ, 25ХНМА, 25ХГНМФА і ін. відділяють заготовки для ланки, наприклад відрізкою, відрубкою. Далі проводять гаряче штампування заготовок ланки з подальшою відрізкою облою, далі одночасно з попередньою термообробкою штамповок насичують їх поверхню вуглецем до вмісту, який у 1,5-3 рази перевищує його вміст у вихідній сталі. Потім проводять свердлення отворів у ланках під крипільні елементи, а після цього - остаточну термообробку, наприклад об'ємне гартування і середньотемпературний відпускання. На етапах переділу прокату в ланки контролюють твердість, структуру, вміст вуглецю в поверхневому шарі. Усі технологічні і контрольні операції виконують з використанням типового обладнання ковальськоштампувальних і термічних підрозділів підприємств. Приклад Для оцінки можливості диференціації хімічного складу по перерізу взяли типові низьколеговані сталі з 0,10-0,25% вуглецю і легованістю Mn, Cr, Ni у сумарній кількості до 4-4,5%. Зразки перерізом 10-22мм і довжиною до 25мм із сталей, вказаних у таблиці 1, піддавали навуглецьовуванню в деревному вугіллі з доданням 20-30% активізаторів, як активізатори використовували вуглекислі солі. Навуглецьовування проводили в муфельній печі при температурі 920-940°С протягом не більше 2-х годин. Для оцінки змісту вуглецю у насиченому шарі зразки відпалювали по режиму повного відпалу. Оцінку мікроструктури і глибини зміненого шару проводили по прийнятій методиці за допомогою мікроскопу Неофот-21; розмір вторинного зерна оцінювали по ДСТУ 5639-82; додаткові вимірювання мікротвердості проводили на мікротвердомірі ПМТ-3. Результати досліджень наведені у таблиці 2. Із даних вимірювань, наведених у таблицях 1, 2, видно, що поставлена задача диференціації вуглецю, мікроструктури і властивостей, які оцінені по твердості, вирішується короткочасним навуглецьовуванням сталей взятого хімскладу. Наступною остаточною зміцнюючою термообробкою розрізнення у властивостях поверхні та серцевини можуть бути підсилені і підвищений базовий рівень властивостей. 5 11898 6 Таблиця 1 Характеристики сталей після навуглецьовування Вихідна Сталь твердість, НВ 12ХН3 20Г2 20Х 20ХМ 180 185 188 210 20Х 20ХН3 20Г2 20ХМ 190 186 185 208 20Г2 20Х 184 192 Твердість після навуг- Структура після навугШирина пе- Зміст С в наГлибина лецьовування, НВ лецьовування рехідної зо- сиченому шашару, мм ни, мм рі, % пов. серц. пов. серцевина Тривалість 2 год. 185 П. Ф(80%)+П(20%) 0,4 0.15 0,8 207 180 П Ф(80%)+П(20%) 0,3 0,2 0,8 195 П Ф(85%)+П(15%) 0,3 0,15 0,8 208 П. Ф(83%)+П(17%) 0,3 0,2 0,8 Тривалість 1 год. 196 С Ф(84%)+П(16%) 0,3 0,2 0,64 200 С Ф(80%)+П(20%) 0,2 0,1 0,6 180 С Ф(83%)+П(17%) 0,3 0,15 0,6 210 С Ф(80%)+П(20%) 0,4 0,2 0,6 Тривалість 0,5 год. 188 178 С Ф(80%)+П(20%) 0,3 0,06 0,55 188 С Ф(80%)+П(20%) 0,4 0,15 0,5 Таблиця 2 Мікротвердість сталей після навуглецьовування Сталь 12ХН3А 20Г2 20Х 20ХН3А 20Г2 20ХМ 20Х 20Г2 поверхні 3060-3220 3140 3570-3760 3665 3660-3900 3780 3570-3660 3615 3390-3480 3435 3570-3660 3615 3060-3570 3315 2790-2850 2820 Комп’ютерна верстка А. Крулевський Мікротвердість після навуглецьовування, Н/мм2 перех.зона Тривалість 2 год. 2280-2380 2300 2380-2430 2405 2280-2550 2415 Тривалість 1 год. 2100-2550 2325 2280-2330 2305 2140-2600 2370 Тривалість 0,5 год. 2100-2240 2170 2190-2240 2215 Підписне осн.метал 1310-1430 1370 1190-1610 1400 1300-1610 1455 1700-1830 1765 1190-1610 1400 1960-2140 2050 1210-1310 1260 1200-1600 1400 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of shaped connecting links of tractive bodies
Автори англійськоюAlimov Valerii Ivanovych, Shtykhno Alla Petrivna
Назва патенту російськоюСпособ изготовления фасонных соединительных звеньев тяговых органов
Автори російськоюАлимов Валерий Иванович, Штыхно Алла Петровна
МПК / Мітки
МПК: B21C 1/16
Мітки: тягових, органів, ланок, фасонних, спосіб, з'єднувальних, виготовлення
Код посилання
<a href="https://ua.patents.su/3-11898-sposib-vigotovlennya-fasonnikh-zehdnuvalnikh-lanok-tyagovikh-organiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фасонних з’єднувальних ланок тягових органів</a>
Шихта для виготовлення фасонних теплоізоляційних виробів
Номер патенту: 8721
Опубліковано: 30.09.1996
Автори: Саєнко Євген Петрович, Ципін Савелій Якович, Кулаєнко Світлана Іванівна, Писарєва Ніна Володимирівна, Сандуца Тамара Михайлівна
МПК: C04B 38/00, C04B 35/10
Мітки: виробів, фасонних, теплоізоляційних, виготовлення, шихта
Формула / Реферат:
Шихта для изготовления фасонных теплоизоляционных изделий, включающая глиноземсодержащий и порообразующий компоненты, глину, песок кварцевый и СДБ, отличающаяся тем, что, с целью повышения прочности сырца и обожженных изделий, снижения усадки и упрощения технологии за счет увеличения подвижности массы, она в качестве глиноземсодержащего и порообразующего компонентов содержит отходы пористого корундового легковеса фракции менее 5 мм и...
Шарнірно-важільний механізм з регульованою тривалістю зупинки вихідних ланок
Номер патенту: 51985
Опубліковано: 16.12.2002
Автори: Кіницький Ярослав Тимофійович, Свєтловський Олександр Борисович
МПК: F16H 21/00
Мітки: тривалістю, механізм, шарнірно-важільний, ланок, вихідних, зупинки, регульованою
Формула / Реферат:
Шарнірно-важільний механізм з регульованою тривалістю зупинки вихідних ланок містить основу, на якій встановлені кривошип, коромисло і шатун у вигляді двоплечого важеля, що шарнірно зв'язаний одним плечем з кривошипом, серединою - з коромислом, а іншим плечем за допомогою одного або декількох шатунів - з повзунами, який відрізняється тим, що довжина шатунів регульована.
Спосіб виготовлення плівкових з’єднувальних елементів для внутрішніх органів
Номер патенту: 10965
Опубліковано: 25.12.1996
Автори: Давидов Анатолій Борісовіч, Полоус Юрій Михайлович, Гурова Ольга Пєтровна, Пєрова Ніна Міхайловна, Волкова Ольга Борісовна, Бєлих Сєргєй Івановіч
МПК: A61L 15/16, A61L 27/00
Мітки: спосіб, з'єднувальних, виготовлення, органів, внутрішніх, плівкових, елементів
Формула / Реферат:
Способ изготовления пленочных соединительных элементов для внутренних органов путем приготовления растворов сополимеров N-винилпирролидона с алкилметакрилатами в органических растворителях, введения в них антимикробных веществ и формование готового изделия методом полива, отличающийся тем, что в раствор сополимера вводят иод при следующем соотношении компонентов, мас.ч.:сополимер N-винилпирролидонас алкилметакрилатом...
Спосіб виготовлення лезових робочих органів сільськогосподарських машин
Номер патенту: 70233
Опубліковано: 15.09.2004
Автори: Лукашов Олександр Олексійович, Чайка Віталій Васильович
МПК: B21H 7/00
Мітки: лезових, сільськогосподарських, машин, робочих, спосіб, органів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення лезових робочих органів сільськогосподарських машин, що включає відрізання заготовок лезового робочого органу, вирізку контуру різальної крайки з одночасним її заточенням методом плазмового різання, гартування, а також формування посадкових отворів, який відрізняється тим, що посадкові отвори формують перед гартуванням, гартування здійснюють всього робочого органу після плазмового різання і формування посадкових отворів...
Спосіб виготовлення лезових органів сільськогосподарських машин
Номер патенту: 42494
Опубліковано: 15.10.2001
Автори: Копайгора Сергій Васильович, Анісімов Альбєрт Олександрович, Конопльова Наталья Миколаївна
МПК: B21H 7/00
Мітки: спосіб, сільськогосподарських, машин, виготовлення, органів, лезових
Формула / Реферат:
Спосіб виготовлення лезових органів сільськогосподарських машин, що передбачає вирубку заготовки, формоутворювання окрайки леза, загартовування і механічну обробку, який відрізняється тим, що з вирубленої заготовки шляхом плазмової обробки вирізають задану форму лезового органу з одночасним формоутворюванням окрайки леза і загартовуванням, після чого формують отвори впотай.
Попередній патент: Спосіб лікування хворих на хронічний панкреатит
Наступний патент: Сталерозливний ківш
Випадковий патент: Спосіб приготування рідкого котельного палива та пристрій для його здійснення