Спосіб відновлення інструменту з швидкорізальної сталі
Номер патенту: 12538
Опубліковано: 15.02.2006
Автори: Шевелєв Олександр Іванович, Алімов Валерій Іванович, Оліфіренко Андрій Вікторович
Формула / Реферат
Спосіб відновлення інструменту з швидкорізальної сталі, що включає термічну обробку з фазовою перекристалізацією і термічну обробку без фазової перекристалізації, який відрізняється тим, що термічну обробку без фазової перекристалізації проводять після експлуатації інструменту на 60-70 % його середньої стійкості і не раніше, ніж перед третьою термообробкою без фазової перекристалізації, а охолоджування після передуючої йому термообробки без фазової перекристалізації проводять в гарячому середовищі з температурою 200-250°С з витримкою 0,25-0,5 години.
Текст
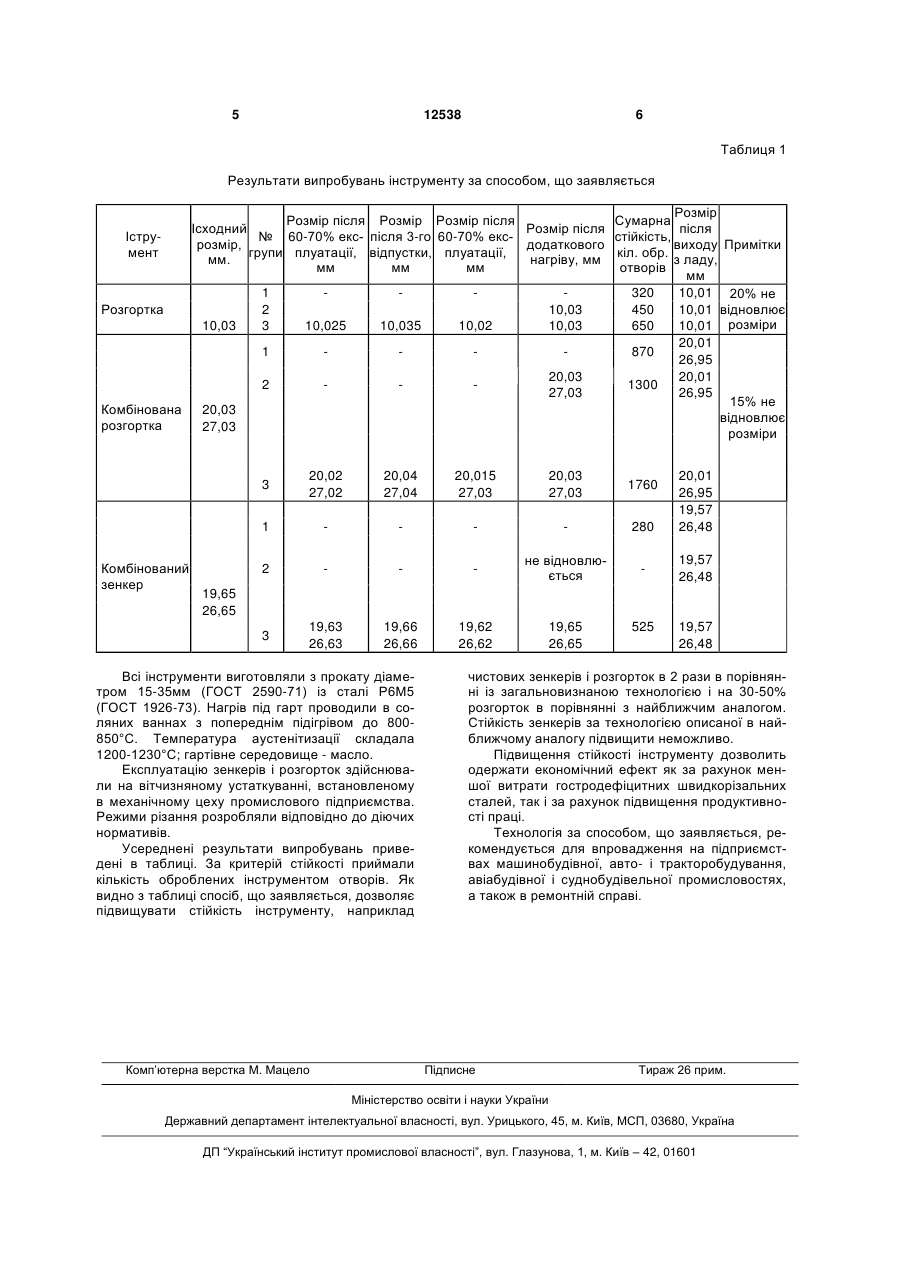
Спосіб відновлення інструменту з швидкорізальної сталі, що включає термічну обробку з фазо 3 12538 4 відновлення інструменту з швидкорізальної сталі, його середній стійкості, а саме при температурі яке дозволило б використовувати тільки частину гарячого середовища менше 200°С і витримці меоб'ємних змін, викликаних трансформацією дефенше 0,25 години, а також більше 250°С і витримці ктів, що накопичилися при експлуатації, при подабільше 0,5 години кількість залишкового аустеніту і льшому нагріві і за рахунок цього відновити розмірівень залишкових напруг відхиляються у бік погіри інструменту до робочих, а завдяки цьому ршення і, зрештою, ефективність відновлення інпідвищити сумарну стійкість інструменту. струменту і його сумарний термін служби знижуПоставлене завдання розв'язується тим, що в ється. способі відновлення інструменту з швидкорізальСпосіб відновлення інструменту з швидкорізаної сталі, що включає термічну обробку з фазовою льної сталі здійснюють таким чином. перекристалізацією і термічну обробку без фазової Інструмент, наприклад, чистові зенкери, розгоперекристалізації, згідно корисної моделі, термоортки і протяжки з швидкорізальних сталей термообробку без фазової перекристалізації проводять броблюють з фазовою перекристалізацією шляпісля експлуатації інструменту на 60-70% його хом нагріву до температури гарту, і термообробсередній стійкості і не раніше чим перед третьою люють без фазової перекристалізації шляхом 2термообробкою без фазової перекристалізації, а разового відпуску за технологією для швидкорізаохолоджування після передуючої цьому термообльної сталі: охолоджування після другої термообробки без фазової перекристалізації проводять в робки без фазової перекристалізації, а саме другогарячому середовищі з температурою 200-250°С з го відпуску, проводять в гарячому середовищі з витримкою 0,25-0,5 години. температурою 200-250°С з витримкою 0,25-0,5 Новими ознаками способу, що заявляється, є години. Потім проводять експлуатацію інструменту те, що термообробку без фазової перекристалізана 60-70% його середній стійкості, а після неї треції проводять після експлуатації інструменту на 60тю термообробку без фазової перекристалізації, а 70% його середній стійкості і не раніше чим перед саме третій відпуск при тих же температурах і витретьою термообробкою без фазової перекристатримках, що першу і другу термообробки без фалізації, а охолоджування після передуючої цьому зової перекристалізації, а саме перший і другий термообробки без фазової перекристалізації провідпуск. Після третього відпуску проводять експлуводять в гарячому середовищі з температурою атацію інструменту на 60-70% його середній стій200-250°С з витримкою 0,25-0,5 години. кості, а потім проводять додатковий нагрів. Після Завдяки новим ознакам при відновленні індодаткового нагріву інструмент експлуатують до струменту об'ємні зміни не беруть участь в сумарповного зносу. ній зміні розмірів, а вони визначаються тільки траПриклад. Для здійснення способу, що заявлянсформацією дефектів, що виникли при ється, узяли чистові комбіновані зенкери і розгортексплуатації, тобто ефект відновлення зростає. В ки, а також одноступінчаті розгортки. Партії зенкерезультаті цього зростає сумарна стійкість інструрів і розгорток по 45 штук кожного представника менту. Окрім цього, у зв'язку з тим що відновлення розділили на три групи по 15 штук і замаркирувавідбувається при нижчих температурах, різко знили. жуються окислення і зневуглецювання поверхні, Перша група проходила всі види обробки і так що після відновлення або не потрібна шліфовексплуатації по рекомендаціях ГОСТ 19265-73 і ка, або її об'єм істотно зменшується. загальномашинобудівним нормам і нормативам. Відновлення після експлуатації менш ніж на Друга група проходила обробку, експлуатацію і 60% і раніше, чим перед третьою термообробкою відновлення по а.с. №800211 (найближчий анабез фазової перекристалізації не доцільно, оскільлог). ки не вибирається ще наявний ресурс працездатТретю групу піддавали обробці, експлуатації і ності інструменту і не накопичується досить дефевідновленню по корисній моделі, що заявляється: ктів, які обумовлюють ефект відновлення; при термообробці з фазовою перекристалізацій шлявідновленні ж після експлуатації більш ніж на 70% хом гарту - термообробці без фазової перекристаі пізніше за третю термообробку величина зносу лізації шляхом 2-разового відпуску - експлуатація інструменту не дозволяє відновити його знов до до 60-70% зносу - термообробці без фазової переробочих розмірів. кристалізації шляхом 3-го відпуску - експлуатація При виході за межі параметрів охолоджування до 60-70% зносу - додатковий нагрів без фазової після термообробки без фазової перекристалізації, перекристалізації до температури 590-600°С пропопередньої експлуатації інструменту на 60-70% тягом 15-20мін - експлуатація до повного зносу. 5 12538 6 Таблиця 1 Результати випробувань інструменту за способом, що заявляється Розмір Розмір після Розмір Розмір після Сумарна Ісходний Розмір після після № 60-70% екс- після 3-го 60-70% ексстійкість, розмір, додаткового виходу Примітки групи плуатації, відпустки, плуатації, кіл. обр. мм. нагріву, мм з ладу, мм мм мм отворів мм 1 320 10,01 20% не Розгортка 2 10,03 450 10,01 відновлює 10,03 3 10,025 10,035 10,02 10,03 650 10,01 розміри 20,01 1 870 26,95 20,03 20,01 2 1300 27,03 26,95 15% не Комбінована 20,03 відновлює розгортка 27,03 розміри Іструмент 3 20,04 27,04 20,015 27,03 20,03 27,03 1760 1 280 2 не відновлюється 3 Комбінований зенкер 20,02 27,02 19,63 26,63 19,66 26,66 19,62 26,62 19,65 26,65 20,01 26,95 19,57 26,48 19,57 26,48 19,65 26,65 Всі інструменти виготовляли з прокату діаметром 15-35мм (ГОСТ 2590-71) із сталі Р6М5 (ГОСТ 1926-73). Нагрів під гарт проводили в соляних ваннах з попереднім підігрівом до 800850°С. Температура аустенітизації складала 1200-1230°С; гартівне середовище - масло. Експлуатацію зенкерів і розгорток здійснювали на вітчизняному устаткуванні, встановленому в механічному цеху промислового підприємства. Режими різання розробляли відповідно до діючих нормативів. Усереднені результати випробувань приведені в таблиці. За критерій стійкості приймали кількість оброблених інструментом отворів. Як видно з таблиці спосіб, що заявляється, дозволяє підвищувати стійкість інструменту, наприклад Комп’ютерна верстка М. Мацело 525 19,57 26,48 чистових зенкерів і розгорток в 2 рази в порівнянні із загальновизнаною технологією і на 30-50% розгорток в порівнянні з найближчим аналогом. Стійкість зенкерів за технологією описаної в найближчому аналогу підвищити неможливо. Підвищення стійкості інструменту дозволить одержати економічний ефект як за рахунок меншої витрати гостродефіцитних швидкорізальних сталей, так і за рахунок підвищення продуктивності праці. Технологія за способом, що заявляється, рекомендується для впровадження на підприємствах машинобудівної, авто- і тракторобудування, авіабудівної і суднобудівельної промисловостях, а також в ремонтній справі. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the restoration of high-cutting steel tool
Автори англійськоюAlimov Valerii Ivanovych, Sheveliev Oleksandr Ivanovych
Назва патенту російськоюСпособ восстановления инструмента из быстрорежущей стали
Автори російськоюАлимов Валерий Иванович, Шевелев Александр Иванович
МПК / Мітки
МПК: C21D 9/22
Мітки: швидкорізальної, інструменту, спосіб, відновлення, сталі
Код посилання
<a href="https://ua.patents.su/3-12538-sposib-vidnovlennya-instrumentu-z-shvidkorizalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення інструменту з швидкорізальної сталі</a>
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Бобіна Марина Миколаївна, Майборода Віктор Станіславович, Ульяненко Наталія Валентинівна
МПК: C23C 8/00, B24B 31/112
Мітки: хіміко-термічної, інструменту, спосіб, обробки, швидкорізальної, сталі
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб обробки інструменту з порошкової швидкорізальної сталі

Номер патенту: 60833
Опубліковано: 15.10.2003
Автори: Кримов Віталій Миколайович, Алімов Валерій Іванович, Пасечна Яна Валеріївна
МПК: C21D 9/22, C21D 8/00, B21K 5/00
Мітки: інструменту, сталі, порошкової, обробки, швидкорізальної, спосіб
Формула / Реферат:
1. Спосіб обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, який відрізняється тим, що оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більше 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву.2. Спосіб за п.1, який відрізняється тим, що оплавлення...
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Гогаєв Казбек Олександрович, Бондар Володимир Григорович, Ульшин Віктор Іванович, Штакун Володимир Анатолійович, Сорокін Юрій Володимирович
МПК: B21K 5/00, B22F 3/20, B22F 7/06, B23P 15/28
Мітки: біметалевого, конструкційної, інструменту, різального, спосіб, швидкорізальної, сталі, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб виготовлення заготовок для інструменту із швидкорізальної сталі та пристрій для його здійснення
Номер патенту: 37658
Опубліковано: 15.07.2003
Автори: Афанасьєв Ігор Борисович, ОСОКІН Валентин Олександрович, Гречанюк Микола Іванович, Шпак Павло Олександрович, Шведчиков Микола Михайлович
МПК: C22B 9/22, C22C 38/12, C22C 38/10
Мітки: інструменту, сталі, здійснення, спосіб, швидкорізальної, заготовок, пристрій, виготовлення
Формула / Реферат:
1. Спосіб виготовлення заготовок для виробництва інструменту із швидкорізальної сталі, що включає рафінуюче розплавлення шихти з легованих інструментальних сталей у вакуумі та керовану кристалізацію зливка, який відрізняється тим, що виготовлення заготовок для виробництва інструменту здійснюють за один технологічний цикл шляхом електронно-променевого переплавляння у вакуумі кускових промислових відходів виробництва швидкорізальних сталей, при...
Швидкорізальна сталь, що цементується, (варіанти) та спосіб обробки різального інструменту з швидкорізальної сталі, що цементується, (варіанти)
Номер патенту: 66448
Опубліковано: 17.05.2004
Автори: Приходько Олександр Іванович, Литвин Олексій Олексійович, Іванов Леонід Іванович, Степанов Анатолій Леонідович, Іваниця Валерій Іванович, Мовчан Олександр Володимирович, Клименко Фелікс Костянтинович, Лайко Володимир Яковлевич, Педан Людмила Григорівна
МПК: C21D 1/78, C22C 38/18, C21D 9/22
Мітки: цементується, швидкорізальної, обробки, швидкорізальна, інструменту, сталь, сталі, спосіб, варіанти, різального
Формула / Реферат:
1. Швидкорізальна сталь, що цементується, яка містить вуглець, кремній, хром, вольфрам, ванадій, молібден, кобальт, титан, цирконій, ніобій, бор, лантаноїд, сірку і залізо, яка відрізняється тим, що вона додатково містить азот, марганець, мідь, нікель і фосфор, а як лантаноїд - церій при наступному співвідношенні компонентів (ваг. % ): С не більше 0,3 Сr 3,0-5,0 ...
Попередній патент: Удобрювальний біопрепарат “фосфоентерин” на основі штаму фосфатмобілізуючих бактерій enterobacter nimipressuralis 32-3
Наступний патент: Гірничопрохідницька машина
Випадковий патент: Спосіб розміщення культур у зерно- бурякових сівозмінах із короткою ротацією