Спосіб прокатки на блюмінгу
Номер патенту: 18945
Опубліковано: 25.12.1997
Автори: Шеремет Володимир Олександрович, Макаров Григорій Арестович, Полуновський Ісаак Овсійович, Омєсь Миколай Михайлович, Нечепоренко Володимир Андрійович, Аскерко Григорій Михайлович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Тільга Степан Сергійович, Ротару Іон Теодорович
Формула / Реферат
Способ прокатки на блюминге слитков низколегированных и легированных сталей, включающий деформацию слитка с регламентированным режимом обжатий на гладкой бочке и в ящичных калибрах при реверсивной прокатке с промежуточными кантовками и с ускорением и замедлением вращения валков в каждом пропуске, отличающийся тем, что при захвате слитка валками в первых проходах до снятия конусности и в каждом проходе до первой кантовки при захвате со стороны большего сечения, а также в одном из двух первых проходов после каждой кантовки при захвате раската со стороны, соответствующей большему сечению слитка, скорость вращения валков поддерживают постоянной от момента захвата до момента похождения передним концом не менее 60% длины очага деформации, а в остальных проходах при захвате раската со стороны, соответствующей большему сечению слитка, ускорение при захвате до момента прохождения передним концом не менее 60% длины очага деформации поддерживают как минимум на 30% меньше ускорения при захвате противоположного конца раската в предыдущем проходе.
Текст
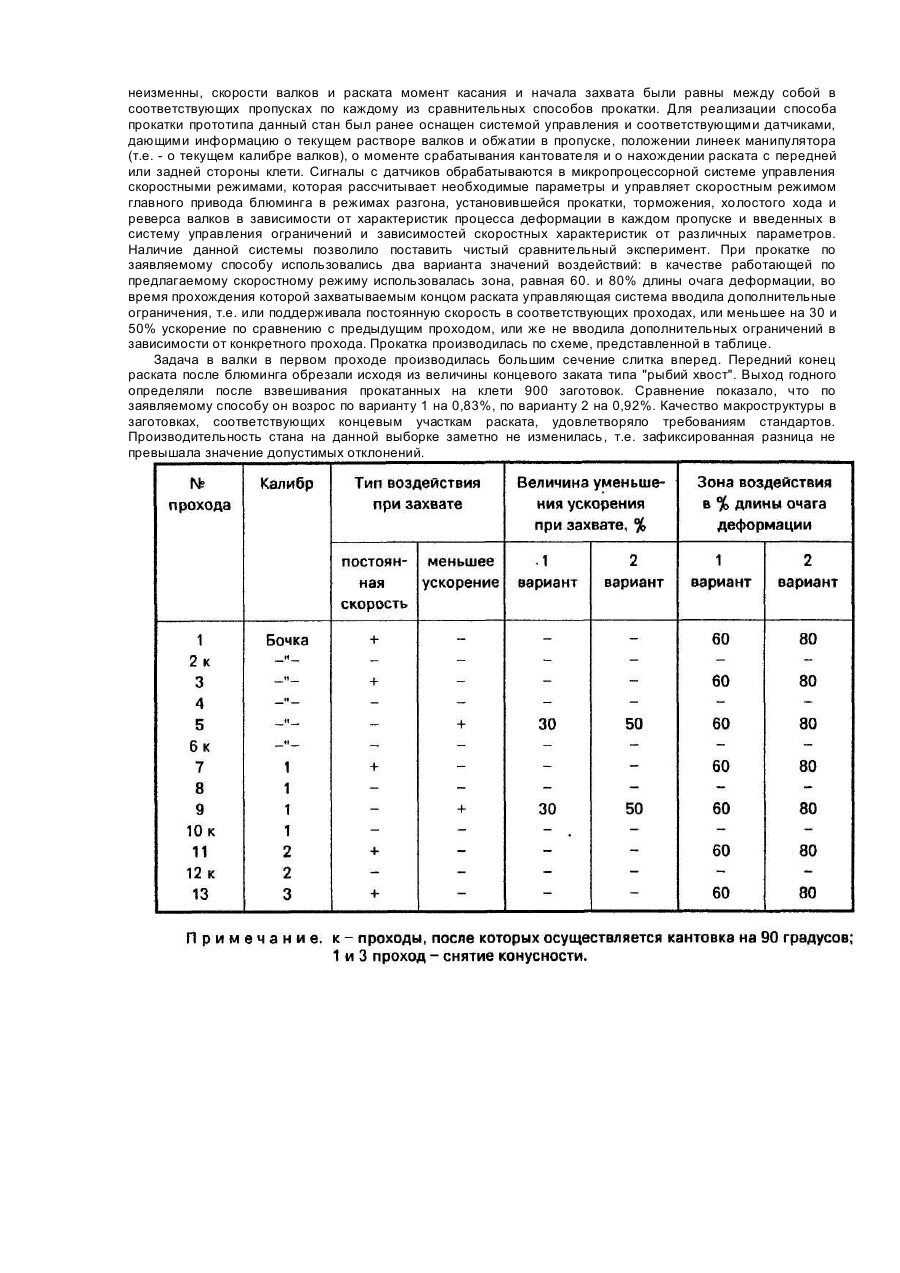
Изобретение относится к черной металлургии и может быть использовано при прокатке слитков спокойных и полуспокойных низколегированных и легированных сталей на блюминге. Известен способ прокатки слитков на блюминге по заданному режиму обжатий при реверсивной прокатке с промежуточными кантовками и использованием в каждом пропуске скоростного режима с ускорением и замедлением вращения валков (Бахтинов В.В. Прокатное производство, М., Металлургия, 1987, с. 165-170, 398]. Режим обжатий принимается исходя из соответствия нескольким критериям: получение требуемого формоизменения, высокая производительность, максимальное использование энергосиловых характеристик оборудования, интенсивное деформирование с максимальным проникновением деформации и др. Скоростные же режимы в этом случае обеспечивают максимальную производительность при устойчивом протекании процессов захвата и установившейся прокатки. Способ прокатки на блюминге с таким подходом к применению режимов обжатий и скоростных режимов высоко интенсивен, но исчерпал себя в части дальнейшего повышения выхода годного при прокатке легированных и низколегированных сталей в условиях, когда высокая производительность отступает на второй план перед необходимостью обеспечить высокую техническую и экономическую эффективность производственного процесса, в которой высокий вес имеет критерий повышенного выхода годного, а данный способ не имеет механизма дополнительного воздействия на течение металла на концах раската и возможности управлять им и оптимизировать его. Известен также способ прокатки на дуореверсивном стане, включающий деформацию металла на гладкой бочке и в ящичных калибрах с регламентированными обжатиями и помежуточными кантовками, позволяющими с одной стороны снизить величину дефекта типа "рыбий хвост", а с другой стороны ~ уменьшить поверхностные дефекты следующим образом: до достижения вытяжки, равной 0,4-0,6 от суммарной, деформацию ведут с частными относительными обжатиями 12-25%, а затем не менее чем перед одной из кантовок осуществляют пропуск с рассогласованием скоростей валков в пределах 1-10% и относительным обжатием 0,5-2,0%, после чего производят дальнейшую деформацию раската на конечный размер [Авт.св. СССР № 1750753 "Способ прокатки слитков на дуореверсивном стане с индивидуальным приводом валков", Бюл. № 28, 30.07.92]. Интенсификация режима обжатий позволила уменьшить величину концевой обрези, а применение специального режима в одном из пропусков позволяет уменьшить поверхностные дефекты, что в совокупности приводит к увеличению выхода годного. Данный способ также не использует все потенциальные резервы увеличения выхода годного, т.к. при удалении концевой обрези удаляется частично и годный металл из-за неравномерного его распределения по сечению и длине раската в зоне расположения усадочной раковины и концевых закатов типа "рыбий хвост" и также лишен возможности дополнительно улучшить течение металла по критерию выхода годного, так как не предусмотрен никакой механизм целенаправленного воздействия на течение металла и управления течением в зоне концевых частей раската. Наиболее близким по технической сущности к заявляемому изобретению является способ прокатки на блюминге слитков низколегированных и легированных сталей, включающий деформацию слитка с регламентированным режимом обжатий на гладкой бочке и в ящичных калибрах при реверсивной прокатке с промежуточными кантовками и с ускорением и замедлением вращения валков в каждом пропуске [Авт.св. СССР № 1653869 "Способ прокатки слитков", Бюл. № 21, 07.06.91]. Этот способ принимается в качестве прототипа. Способ реализуется следующим образом: при прокатке слитков на блюминге для улучшения условий захвата соотношение скоростей задачи в валки большего и меньшего основания слитка выдерживают в пределах: Vб/Vм > B/b, где В и b - соответственно ширина большего и меньшего основания слитка, а после снятия конусности для исключения пробуксовок скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, определяемую по приводимой зависимости: (1+К(Но-Нп)/Но), где К = (0,1...1,0); Нп и Но -соответственно высота раската в данном пропуске и после снятия конусности. Недостатком данного способа является то, что регулирование скоростей при захвате ограничивается только приводимыми зависимостями, что . не позволяет целенаправленно влиять на течение металла на концах раската и воздействовать на его течение таким образом, чтобы уменьшить величину заката типа"рыбий хвост" и уменьшить головную обрезь за счет более рационального течения металла и большего проникновения деформации. Как известно, при прокатке слитка на блюминге в первых пропусках, а также в пропусках после кантовок (высокий очаг деформации с параметром Lд/Нср = 0,5...1,5) деформация не проникает до осевых слоев слитка, из-за чего (в частности) макро- и микроструктура металла осевых слоев недостаточно прорабатывается и хуже по показателям по сравнению с вышележащими слоями металла. Особенно это касается зон залегания металла с усадочными и ликвационными дефектами, что влияет в конечном итоге на величину обрези. В основу настоящего изобретения положена задача усовершенствования способа прокатки на блюминге, в котором регламентированием скоростных режимов при захвате раската обеспечивается интенсификация деформирования с изменением течения металла по сечению и длине концевых участков слитка, что позволяет повысить выход годного металла. Поставленная задача достигается тем, что в способе прокатки на блюминге слитков низколегированных и легированных сталей, содержащем деформацию слитка с регламентированным режимом обжатий на гладкой бочке и в ящичных калибрах при реверсивной прокатке с промежуточными кантовками и ускорением и замедлением вращения валков в каждом пропуске, согласно изобретению при захвате слитка валками в первых проходах до снятия конусности и в каждом проходе до первой кантовки при захвате со стороны большего сечения, а так же в одном из двух первых проходов после каждой кантовки раската при захвате со стороны, соответствующей большему сечению слитка, скорость вращения валков поддерживают постоянной от момента захвата до момента прохождения передним концом не менее 60% длины очага деформации, а в остальных проходах при захвате раската со стороны, соответствующей большему сечению слитка, ускорение вращения валков при захвате до момента прохождения передним концом не менее 60% длины очага деформации поддерживают как минимум на 30% меньше ускорения при захвате противоположного конца раската в предыдущем проходе. На величину выхода годного при прокатке слитков на блюминге влияет целый ряд известных факторов, часть из которых учитывается при разработке калибровок и режимов обжатий и скоростных режимов прокатки, а часть - нет, хотя они обладают высокими потенциальными возможностями при условии надлежащего регламентирования и оптимизации с остальными параметрами и с определением механизма и диапазона действия положительного эффекта. Одним из таких не используемых факторов воздействия на выход годного металла является регламентированное варьирование скоростного режима в процессе захвата металла валками, позволяющее в совокупности с другими известными параметрами и дополнительными ограничениями и условиями извлечь технический эффект. Причем это достигается согласно данному изобретению при прочих равных условиях с известными способами прокатки на блюминге и не затрагивая также основные технологические составляющие процесса прокатки как калибровка валков, режим обжатий и скорость установившегося процесса прокатки. Механизм возникновения и эффективный диапазон действия технического эффекта, возникающего при прокатке на блюминге, был определен и установлен экспериментальным путем. Поддерживая скорость вращения валков постоянной и равной по величине скорости их вращения в момент захвата в течение промежутка времени, соответствующего прохождению захватываемого (переднего) конца раската (слитка) по очагу деформации, получаем на раскате явно выраженные (по сравнению с известными способами) локальные утолщения по ширине переднего конца, имеющие протяженность, несколько превышающую длину очага деформации. Металлографические исследования показывают при этом большую глубину проникновения деформации в этой зоне. Улучшение проработки и интенсификация деформирования осевых слоев при поддержании скорости в процессе захвата согласно данному изобретению достигается во-первых: в процессе захвата за счет большего проникновения деформации; во-вторых - после кантовки, когда полученные локальные утолщения на концах раската обжимаются по высоте и повышают степень деформации в зоне их локализации, что опять приводит к большему проникновению деформации. Отсутствие ускорения валков в процессе захвата приводит к смещению осевых слоев относительно более высоко расположенных (в т.ч. и приконтактных) по направлению прокатки, что приводит к перемещению части качественного металла приповерхностных слоев в зону раската, не подлежащую обрези, что также повышает выход годного металла. Следовательно, выход годного в данном случае возрастает из-за интенсификации деформирования на концах раската (в том числе и его осевых слоев в этой зоне) и из-за изменения течения металла по сечению и длине участков, что позволяет обрезать концы раската на меньшую длину из-за уменьшения величины дефекта типа "рыбий хвост" и повышения качественных показателей осевых слоев. Максимально положительный эффект проявляется при постоянстве скорости вращения валков в процессе захвата на протяжении не менее чем 60% длины очага деформации), т.е. исключая его более пологую по высоте часть), так как в данном случае эффективную протяженность локальных утолщений получают не менее длины очага деформации (ввиду плавного нарастания скорости вращения с момента начала ускорения). При длине участка постоянной скорости менее 60% длины очага деформации, изменение выхода годного резко падает и приближается к сравниваемым способом прокатки из-за малой длины полученных локальных утолщений и влияния внешних зон, особенно в части, соответствующей голове слитка и его большему сечению. Максимальная длина участка постоянной скорости не ограничивается и определяется в каждом конкретном случае из местных технико-экономических показателей. Использование данного действия, т.е. поддержания постоянной скорости вращения валков в момент захвата, нецелесообразно производить во всех пропусках, так как заметно увеличивается цикл прокатки. Учитывая, что максимальная эффективность данного воздействия наблюдается в случае высокого очага деформации и особенно при захвате раската с конца, соответствующего большему сечению слитка и рекомендованы для использования данного действия следующие проходы: первые до снятия конусности; каждый проход до первой кантовки с захватом со стороны большего сечения слитка: в одном из двух первых проходов после каждой кантовки, когда опять же захват производится со стороны, соответствующей большему сечению слитка. В оставшихся походах возможно проявление негативного влияния на достигнутый положительный эффект и его уменьшение за счет таких факторов как влияние внешних зон, неравномерность течения металла на концах раската и др. Для уменьшения или предотвращения подобного негативного воздействия и извлечения дополнительного положительного эффекта согласно изобретения необходимо произвести следующее действие: при захвате раската с конца, соответствующего большему сечению слитка в проходах, где не используется постоянство скорости в процессе захвата, ускорение при разгоне валков в процессе захвата поддерживают минимум на 30% меньше ускорения при захвате в предыдущем проходе. С этой стороны раската возникновение и протяженность дефекта типа "рыбий хвост" значительно более вероятно, чем с обратного конца раската. Более медленный набор скорости валков на части участка разгона позволяет нивелировать возможные негативные воздействия и даже достигнуть дополнительного эффекта, подобного по физической сущности, но менее выраженного, чем в случае воздействия постоянной скорости при захвате. Данный дополнительный эффект может быть зафиксирован при уменьшении ускорения не менее чем на 30% по сравнению с ускорением при захвате противоположной стороны раската в предыдущем проходе. Максимальная величина разницы ускорений физически не ограничивается и назначается исходя из конкретных условий. Участок очага деформации, на котором рекомендовано производить данное воздействие равен не менее 60% его длины (т.е. исключая его более пологую по высоте часть), так как в данном случае получают минимально эффективную протяженность локальных утолщений. При длине участка менее 60% длины очага деформации, изменение выхода годного перестает наблюдаться, максимальная же длина участка не ограничивается и определяется в каждом конкретном случае из местных технико-экономических показателей. Π ρ и м е р. На блюминге 960 стана 950/900 произведена сравнительная прокатка слитков стали 35ГС в объеме 43 плавок по способу прототипа и заявляемому. В обоих случаях калибровка и режим обжатий были неизменны, скорости валков и раската момент касания и начала захвата были равны между собой в соответствующих пропусках по каждому из сравнительных способов прокатки. Для реализации способа прокатки прототипа данный стан был ранее оснащен системой управления и соответствующими датчиками, дающими информацию о текущем растворе валков и обжатии в пропуске, положении линеек манипулятора (т.е. - о текущем калибре валков), о моменте срабатывания кантователя и о нахождении раската с передней или задней стороны клети. Сигналы с датчиков обрабатываются в микропроцессорной системе управления скоростными режимами, которая рассчитывает необходимые параметры и управляет скоростным режимом главного привода блюминга в режимах разгона, установившейся прокатки, торможения, холостого хода и реверса валков в зависимости от характеристик процесса деформации в каждом пропуске и введенных в систему управления ограничений и зависимостей скоростных характеристик от различных параметров. Наличие данной системы позволило поставить чистый сравнительный эксперимент. При прокатке по заявляемому способу использовались два варианта значений воздействий: в качестве работающей по предлагаемому скоростному режиму использовалась зона, равная 60. и 80% длины очага деформации, во время прохождения которой захватываемым концом раската управляющая система вводила дополнительные ограничения, т.е. или поддерживала постоянную скорость в соответствующих проходах, или меньшее на 30 и 50% ускорение по сравнению с предыдущим проходом, или же не вводила дополнительных ограничений в зависимости от конкретного прохода. Прокатка производилась по схеме, представленной в таблице. Задача в валки в первом проходе производилась большим сечение слитка вперед. Передний конец раската после блюминга обрезали исходя из величины концевого заката типа "рыбий хвост". Выход годного определяли после взвешивания прокатанных на клети 900 заготовок. Сравнение показало, что по заявляемому способу он возрос по варианту 1 на 0,83%, по варианту 2 на 0,92%. Качество макроструктуры в заготовках, соответствующих концевым участкам раската, удовлетворяло требованиям стандартов. Производительность стана на данной выборке заметно не изменилась, т.е. зафиксированная разница не превышала значение допустимых отклонений.
ДивитисяДодаткова інформація
Назва патенту англійськоюBlooming method
Автори англійськоюKorin Andrii Oleksandrovych, Tilha Stepan Serhiiovych, Necheporenko Volodymyr Andriiovych, Makarov Hryhorii Arestovych, Omies Mykolai Mykhailovych, Sheremet Volodymyr Oleksandrovych, Rotary Ion Teodorovych, Askerko Hryhorii Mykhailovych, Polunovskyi Isaak Ovsiiovych, Kukui David Penkhusovych
Назва патенту російськоюСпособ прокатки на блюминге
Автори російськоюКоринь Андрей Александрович, Тильга Степан Сергеевич, Нечепоренко Владимир Андреевич, Макаров Григорий Арестович, Омесь Николай Михайлович, Шеремет Владимир Александрович, Ротару Ион Теодорович, Аскерко Григорий Михайлович, Полуновский Исаак Евсеевич, Кукуй Давид Пенхусович
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатки, блюмінгу, спосіб
Код посилання
<a href="https://ua.patents.su/3-18945-sposib-prokatki-na-blyumingu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки на блюмінгу</a>
Спосіб прокатки на дуореверсивному стані
Номер патенту: 7904
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Ошеровський Григорий Володимирович, Корінь Андрій Олександрович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович, Дмітрієв Василь Дмитрійович
МПК: B21B 1/02
Мітки: прокатки, стані, дуореверсивному, спосіб
Формула / Реферат:
Способ прокатки заготовок на дуореверсивном стане, включающий деформацию нагретого слитка с соотношением сторон поперечного сечения 1:(1,5-2,5) с относительным обжатием по узким граням не менее 15% за проход и последующую деформацию до заданного профиле-размера, отличающийся тем, что, с целью увеличения выхода годного металла, перед задачей в валки передний по ходу прокатки конец заготовки длиной равной 0,9-1,2 длины очага деформации...
Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Светлічний Олексій Васильович, Кукуй Давид Пенхусович, Столба Володимір Анатолійович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович, Коцегуб Павло Харитонович, Корінь Андрій Олександрович, Хрістиченко Олександр Миколайович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: спосіб, прокатки, злитків
Формула / Реферат:
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равнуюгде 0,1 £ K £ 1;Н0 - высота раската после снятия конусности, мм;Нn - высота раската в данном пропуске, мм.
Спосіб прокатки злитків
Номер патенту: 8081
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Отєрін Володимир Давидович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Коцегуб Павло Харитонович, Хрістиченко Олександр Миколайович, Столба Володимір Анатолійович
МПК: B21B 1/02
Мітки: прокатки, злитків, спосіб
Формула / Реферат:
Способ прокатки слитков, включающий задачу слитка в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков на контактной поверхности металла с валками, отличающийся тем, что, с целью повышения качества проката путем улучшения условии захвата металла, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределахгде В - ширина большего основания слитка,...
Спосіб прокатки на блюмінзі

Номер патенту: 9021
Опубліковано: 30.09.1996
Автори: Романченко Валерій Леонідович, Бабай Борис Федорович, Полуновський Ісаак Євсійович, Петрічук Валентин Дмитрович, Гетьманець Веніамін Васильович, Тільга Степан Сергійович
МПК: B21B 1/04
Мітки: спосіб, прокатки, блюмінзі
Формула / Реферат:
Способ прокатки на блюминге, включающий обжатие слитков прямоугольного сечения валками за несколько проходов по каждой стороне и кантовки, отличающийся тем, что, с целью сокращения величины обрези путем уменьшения утяжки заднего конца, количество проходов по каждой стороне до достижения формы очага деформация lд/hcp ³ 0,5, где lд - длина дуги контакта, hch - средняя высота раската, устанавливают одинаковым, а абсолютное обжатие...
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Онищенко Сергій Олександрович, Наумов Олександр Олексійович, Літвінов Леонід Федорович, Оробцев Юрій Вікторович, Горбуньов Олег Георгійович, Азаров Сергій Іванович, Кукуй Давид Пенхусович, Димченко Євген Миколайович, Маншилін Олександр Гейнійович, Ємченко Юрій Борисович
МПК: B21B 1/02
Мітки: пірамідальної, обтискних, зливків, заготівельних, форми, спосіб, прокатки, станах
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Попередній патент: Спосіб прокатки заготовки
Наступний патент: Спосіб виготовлення труб
Випадковий патент: Пристрій для транспортування та охолодження макухи