Спосіб позапічної обробки сталі
Номер патенту: 19470
Опубліковано: 15.12.2006
Автори: Бєлов Борис Федорович, Іванов Сергій Михайлович, Шишко Сергій Олегович, Паренчук Ігор Валерійович, Троцан Анатолій Іванович, Коваленко Олександр Генадієвич, Товкун Валерій Іванович, Коцур Сергій Дмитрович
Формула / Реферат
1. Спосіб позапічної обробки сталі, що включає у собі попередню обробку металу рідким шлаком у сталерозливному ковші, присаджування розкислюючих, легуючих та шлакоутворюючих матеріалів та подальшу обробку плавки на установці "ківш-піч" (УКП), який відрізняється тим, що для попередньої обробки металу у сталерозливному ковші повторно використовується рідкий кінцевий шлак позапічної обробки сталі на УКП.
2. Спосіб за п. 1, який відрізняється тим, що витрата рідкого кінцевого шлаку позапічної обробки сталі на УКП (далі - кінцевий шлак УКП), визначається з формули:
![]()
де:
![]() - вага кінцевого шлаку УКП, який утворився під час обробки однієї з попередніх плавок, тонни;
- вага кінцевого шлаку УКП, який утворився під час обробки однієї з попередніх плавок, тонни;
![]() - порядковий номер плавки, попередня обробка якої здійснюється з частковим використанням одного й того ж кінцевого шлаку УКП, безрозмірна;
- порядковий номер плавки, попередня обробка якої здійснюється з частковим використанням одного й того ж кінцевого шлаку УКП, безрозмірна;
![]() - вміст сірки у металі перед його випусканням із сталеплавильного агрегата, % (по масі);
- вміст сірки у металі перед його випусканням із сталеплавильного агрегата, % (по масі);
![]() - коефіцієнт пропорціональності, який враховує потрібну рафінуючу ємність шлаку для подальшої обробки металу на УКП і визначається, виходячи із умов, які склались на конкретному сталеплавильному агрегаті та/або плавці, безрозмірна.
- коефіцієнт пропорціональності, який враховує потрібну рафінуючу ємність шлаку для подальшої обробки металу на УКП і визначається, виходячи із умов, які склались на конкретному сталеплавильному агрегаті та/або плавці, безрозмірна.
Текст
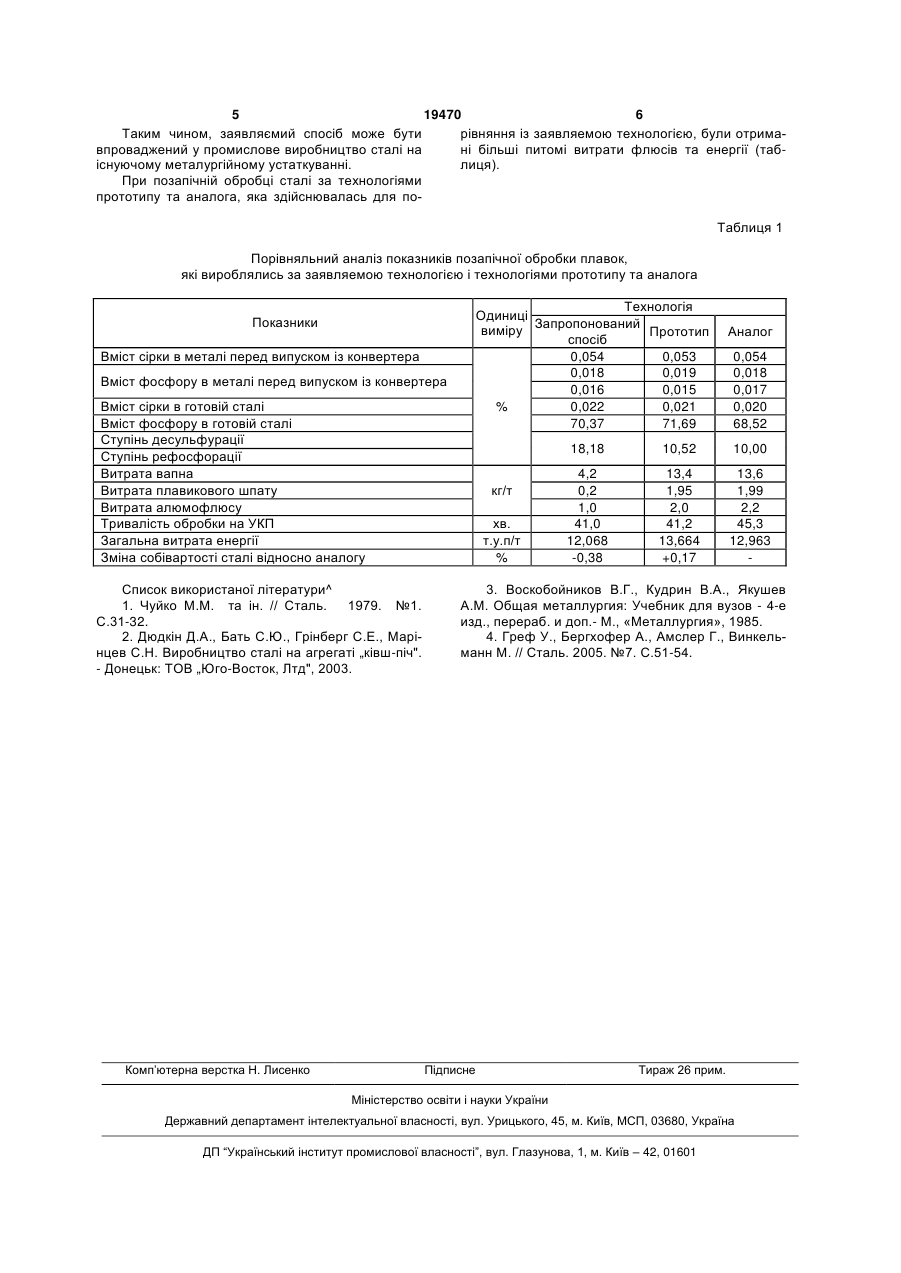
1. Спосіб позапічної обробки сталі, що включає у собі попередню обробку металу рідким шлаком у сталерозливному ковші, присаджування розкислюючих, легуючих та шлакоутворюючих матеріалів та подальшу обробку плавки на установці "ківш-піч" (УКП), який відрізняється тим, що для попередньої обробки металу у сталерозливному ковші повторно використовується рідкий кінцевий шлак позапічної обробки сталі на УКП. 2. Спосіб за п.1, який відрізняється тим, що витрата рідкого кінцевого шлаку позапічної обробки сталі на УКП (далі - кінцевий шлак УКП), визначається з формули: Корисна модель має відношення до чорної металургії, зокрема до способів позапічної обробки сталі у сталеплавильних цехах, які мають у своїй технологічній схемі установку „ківш-піч"(УКП). Відомий спосіб позапічної обробки сталі масового виробництва передбачає присаджування твердих шлакових сумішей (ТШС) на основі вапна та плавикового шпату під час випуску металу у сталерозливний ківш. За рахунок нагріву ТШС фізичним теплом продуктів плавки вона розплавляється і взаємодіє з металом, під час чого здійснюється процес його рафінування. [1, 2, с.59]. При застосуванні цього способу, формування рафінуючого шлаку починається вже у сталерозливному ковші під час випуску металу, за рахунок чого зменшується тривалість подальшої обробки сталі на УКП. Недоліком цього способу є зниження температури металу після його попередньої обробки ТШС, яке потрібно компенсувати відомими способами корегування теплового балансу плавки у сталеплавильних агрегатах, наприклад, збільшувати витрату рідкого чавуну під час конвертерної плавки або електроенергії під час подальшої обробки сталі на УКП. Найбільш близьким за технічною суттю та результатом, що досягається, є спосіб позапічної обробки сталі в ковші рідким синтетичним шлаком, який отримують у окремому плавильному агрегаті, наприклад, у спеціальній електропечі. [3, с.346348]. Застосування цієї технології дозволяє позбутися недоліків вищезгаданого способу і суттєво зменшити час на подальшу обробку сталі на УКП. Але даний спосіб також має недоліки: на виробництво синтетичного шлаку треба витратити додаткову енергію, а впровадження цього способу потребує наявності на підприємстві окремого плавильного агрегату. В основу корисної моделі поставлено задачу зниження витрат матеріальних ресурсів та енергії на проведення позапічної обробки сталі з використанням УКП. Задача вирішується шляхом того, що у способі позапічної обробки сталі, який містить у собі попередню обробку металу рідким шлаком у сталерозливному ковші, присаджування розкислюючих, B Q , N [S] K де: (19) UA (11) 19470 (13) U Q - вага кінцевого шлаку УКП, який утворився під час обробки однієї з попередніх плавок, тонни; N - порядковий номер плавки, попередня обробка якої здійснюється з частковим використанням одного й того ж кінцевого шлаку УКП, безрозмірна; [S] - вміст сірки у металі перед його випусканням із сталеплавильного агрегата, % (по масі); K - коефіцієнт пропорціональності, який враховує потрібну рафінуючу ємність шлаку для подальшої обробки металу на УКП і визначається, виходячи із умов, які склались на конкретному сталеплавильному агрегаті та/або плавці, безрозмірна. 3 19470 4 легуючих та шлакоутворюючих матеріалів та поУКП.Утворюється більша, ніж потрібна для рафідальшу обробку плавки на УКП, відповідно запронування металу, кількість (кратність) шлаку. понованому способу, для попередньої обробки Тому, при подальшій обробці металу на УКП, металу у сталерозливному ковші повторно викоступінь десульфураціі не перебільшує 63,0-78,2% ристовується рідкий кінцевий шлак позапічної обпри теоретично можливій 77,0-90,0%. [2, с.85]. При робки сталі на УКП. цьому необхідно зазначити, що сталеплавильний При цьому витрата рідкого кінцевого шлаку агрегат, на якому проводили досліди (електродупозапічної обробки сталі на УКП (далі - кінцевий гова піч), має еркерний випуск металу, який забезшлак УКП), визначається наступним чином: печує відносно невелику кількість агрегатного шлаку, який потрапляє у сталерозливний ківш Q B 300-500кг на плавку. [2, с.174]. В даному випадку N S K ступінь використання сульфідної ємності шлаку де: Q - вага кінцевого шлаку УКП, який утвористановить 82-87%. вся під час обробки однієї із попередніх плавок, При виплавці сталі у інших сталеплавильних тони; агрегатах, наприклад, у кисневому конвертері, N - порядковий номер плавки, попередня обкількість агрегатного шлаку у сталерозливному робка якої здійснюється з частковим використанковші після випуску значно вища,відповідно вищі і ням одного й того ж кінцевого шлаку УКП, безрозвитрати флюсів, а ступінь використання рафінуюмірна. чого потенціалу шлаку, який наводять на УКП, за [S] - вміст сірки у металі перед його випуском рахунок більшої його кратності ще менша. із сталеплавильного агрегату, % (по масі); Однак не завжди для попередньої позапічної К - коефіцієнт пропорціональності, який врахообробки сталі витрата кінцевого шлаку УКП однавує потрібну рафінуючу ємність шлаку для подакова. Вона залежить від ваги плавки, що обробляльшої обробки металу на УКП і визначається, виється, порядкового номеру плавки, яка обробляходячи з умов, які склались на конкретному ється з частковим використанням одного й того ж сталеплавильному агрегаті та/або плавці, безрозкінцевого шлаку УКП, вмісту сірки у металі перед мірна. його випуском із сталеплавильного агрегату тощо, Технічний результат - зниження витрат матеі визначається розрахунком, виходячи із умов, які ріальних ресурсів та енергії на проведення позапімають місце на конкретному сталеплавильному чної обробки сталі з використанням УКП - досягаагрегаті та/або плавці. При цьому забезпечується ється за рахунок повторного використання для потрібний рафінуючий потенціал шлаку під час попередньої обробки металу у сталерозливному подальшої обробки металу на УКП. ковші кінцевого шлаку УКП. Із вищезазначеного можна зробити висновок, Відомо, що на розплавляння твердих шлакощо використання кінцевого шлаку УКП для попеутворюючих матеріалів витрачається певна кільредньої обробки металу у сталерозливному ковші кість енергії. Наприклад, для розплавляння СаО дозволяє зменшити матеріальні та енергетичні треба 1551кДж/кг, MgO - 2015кДж/кг тощо. [2, витрати на подальшу позапічну обробку сталі на с.160]. Тому, отримання синтетичного рідкого шлаУКП. ку за визначенням є енерговитратною технологією, Нижче наведено варіант здійснення способу окрім того для його виробництва треба витрачати позапічної обробки сталі, що не виключає інші вапевну кількість шлакоутворюючих матеріалів. ріанти у межах формули винаходу. Використання кінцевого шлаку УКП для попеПриклад. редньої обробки металу у сталерозливному ковші У конвертері №1, який не оснащений пристропід час випуску дозволяє позбутися вищезгаданих єм для запобігання потраплянню кінцевого агреганедоліків, при цьому забезпечується потрібна тного - шлаку у сталерозливний ківш і має діаметр якість виробляємої сталі (вміст сірки, фосфору сталевипускного отвору 135мм (тривалість випуску тощо) за рахунок того, що рафінуючий потенціал плавки 5 хвилин), виплавляли плавку №152833 шлаку, який утворюється під час позапічної обробвагою 141,8т. Вміст хімічних елементів в металі ки металу на УКП, використовується не в повній перед випуском, % (по масі): вуглець - 0,06; Мармірі. Це відбувається за наступних обставин. ганець - 0,12; сірка - 0,065; фосфор - 0,013. У стаПевна кількість агрегатного шлаку завжди потлерозливний ківш №1 із сталерозливного ковшу рапляє у сталерозливний ківш під час випуску ста№2 переливали основний білий шлак, який утволі із сталеплавильних агрегатів, навіть оснащених рився під час позапічної обробки на УКП плавки спеціальним устаткуванням для його (шлаку) відсі№352662 (конвертер №3) і залишився у ковші №2 кання. [4, с.53]. після її розливу. При цих умовах витрата рідкого Видалення агрегатного шлаку із сталерозливкінцевого шлаку УКП обчислювалась наступним ного ковша методом скочування з поверхні розпчином: лаву призводить до додаткових втрат металу зі шлаком, зниженню температури сталі, потребує наявності спеціального устаткування та місця для його розташування у сталеплавильних цехах. Офлюсування (забезпечення необхідного модулю основності) та розкислення шлаку, який утворюється у сталерозливному ковші, потребує додаткових витрат вапна, алюмовміщуючих матеріалів тощо при подальшій обробці металу на B 2,82 1 0,065 10,56 167 тони . , Вага потрібної порції кінцевого шлаку УКП визначалася за допомогою кранових ваг. Після присаджування потрібної кількості феросплавів та матеріалів, які вміщують алюміній, плавка передавалася на УКП для обробки. Витрату флюсів на УКП зменшували пропорційно кількості використаного кінцевого шлаку УКП. 5 19470 6 Таким чином, заявляємий спосіб може бути рівняння із заявляемою технологією, були отримавпроваджений у промислове виробництво сталі на ні більші питомі витрати флюсів та енергії (табіснуючому металургійному устаткуванні. лиця). При позапічній обробці сталі за технологіями прототипу та аналога, яка здійснювалась для поТаблиця 1 Порівняльний аналіз показників позапічної обробки плавок, які вироблялись за заявляемою технологією і технологіями прототипу та аналога Технологія Одиниці Запропонований виміру Прототип спосіб 0,054 0,053 0,018 0,019 0,016 0,015 % 0,022 0,021 70,37 71,69 Показники Вміст сірки в металі перед випуском із конвертера Вміст фосфору в металі перед випуском із конвертера Вміст сірки в готовій сталі Вміст фосфору в готовій сталі Ступінь десульфурації Ступінь рефосфорації Витрата вапна Витрата плавикового шпату Витрата алюмофлюсу Тривалість обробки на УКП Загальна витрата енергії Зміна собівартості сталі відносно аналогу Список використаної літератури^ 1. Чуйко М.М. та ін. // Сталь. 1979. №1. С.31-32. 2. Дюдкін Д.А., Бать С.Ю., Грінберг С.Е., Марінцев С.Н. Виробництво сталі на агрегаті „ківш-піч". - Донецьк: ТОВ „Юго-Восток, Лтд", 2003. Комп’ютерна верстка Н. Лисенко Аналог 0,054 0,018 0,017 0,020 68,52 18,18 кг/т хв. т.у.п/т % 10,52 10,00 4,2 0,2 1,0 41,0 12,068 -0,38 13,4 1,95 2,0 41,2 13,664 +0,17 13,6 1,99 2,2 45,3 12,963 3. Воскобойников В.Г., Кудрин В.А., Якушев A.M. Общая металлургия: Учебник для вузов - 4-е изд., перераб. и доп.- М., «Металлургия», 1985. 4. Греф У., Бергхофер А., Амслер Г., Винкельманн М. // Сталь. 2005. №7. С.51-54. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the out-of-furnace treatment of steel
Автори англійськоюKotsur Serhii Dmytrovych, Belov Borys Fedorovych, Trotsan Anatolii Ivanovych, Parenchuk Ihor Valeriiovych, Ivanov Serhii Mykhailovych, Tovkun Valerii Ivanovych
Назва патенту російськоюСпособ внезапечной обработки стали
Автори російськоюКоцур Сергей Дмитриевич, Белов Борис Федорович, Троцан Анатолий Иванович, Паренчук Игорь Валерьевич, Иванов Сергей Михайлович, Товкун Валерий Иванович
МПК / Мітки
МПК: C21D 1/00
Мітки: позапічної, обробки, спосіб, сталі
Код посилання
<a href="https://ua.patents.su/3-19470-sposib-pozapichno-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки сталі</a>
Спосіб позапічної обробки сталі
Номер патенту: 59038
Опубліковано: 15.08.2003
Автори: Шевченко Тарас Григорович, Лук'янов Олександр Вікторович, Пащенко Андрій Володимирович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович
МПК: C21C 7/06
Мітки: позапічної, спосіб, обробки, сталі
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі в сталеплавильному агрегаті, обробку металу при випуску в ківш твердими шлакоутворюючими сумішами і рідким шлаком, розкислення і легування; перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом, який відрізняється тим, що подачу металу з першого ковша в другий припиняють у момент появи пічного шлаку в шиберних затворах першого ковша, причому обробку...
Спосіб позапічної обробки сталі
Номер патенту: 61428
Опубліковано: 17.11.2003
Автори: Гусев Олександр Анатолійович, Нефедов Юрій Андрійович, Кравець Сергій Миколайович, Пищіда Валерій Іванович, Власова Тетяна Євгеніївна, Федорінчік Віктор Михайлович
МПК: C21C 7/00
Мітки: позапічної, обробки, сталі, спосіб
Формула / Реферат:
Спосіб позапічної обробки сталі, який включає обробку металу в ковші шлаком, одержаним на основі шлаків виробництва вуглецевого феромарганцю та/або силікомарганцю та вапна, який відрізняється тим, що введення розкислювачів починають після витримки металу протягом 1-10 хвилин у ковші, заповненому на 1/3 -7/10 його висоти, одночасно з початком випуску у ківш вдруге додатково на 20-100°С перегрітого металу.
Спосіб позапічної обробки сталі
Номер патенту: 59042
Опубліковано: 15.08.2003
Автори: Шевченко Тарас Григорович, Дворядкін Борис Олександрович, Лук'янов Олександр Вікторович, Бросєв Олександр Олександрович, Пащенко Андрій Володимирович
МПК: C21C 7/064
Мітки: спосіб, сталі, обробки, позапічної
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування і переливання металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що розширюється площа взаємодії струменів металу з газошлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в...
Спосіб позапічної обробки сталі
Номер патенту: 62166
Опубліковано: 15.12.2003
Автори: Гончаров Юрій Олександрович, Дворядкін Борис Олександрович, Шевченко Тарас Григорович, Бросєв Олександр Олександрович, Пащенко Андрій Володимирович
МПК: C21C 7/064
Мітки: обробки, спосіб, позапічної, сталі
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі в мартенівській печі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування, перелив металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що ведеться одночасна обробка двох струменів металу, що надходять через шиберні затвори першого ковша і металу, що надійшов в...
Спосіб позапічної обробки сталі
Номер патенту: 18172
Опубліковано: 16.10.2006
Автори: Комар Віктор Володимирович, Астахов Микола Миколайович
МПК: C21C 7/00
Мітки: обробки, позапічної, спосіб, сталі
Формула / Реферат:
1. Спосіб позапічної обробки сталі, що включає випуск розплаву зі сталеплавильного агрегата в ківш, подачу в ківш у процесі випуску розплаву шлакоутворюючих матеріалів, присадку вапна і продувку розплаву нейтральним газом, який відрізняється тим, що одночасно з присадкою вапна здійснюють подачу композиції для оптимізації шлакового розплаву, що включає, мас.%: карбід кремнію SiC 5-15 оксиди ...
Попередній патент: Підшипник ковзання
Наступний патент: Пристрій для розділення середовищ і зменшення пульсацій
Випадковий патент: Фторпохідні n-фенілантранілової кислоти, що мають анальгезуючу та протизапальну дію