Спосіб виготовлення антени
Номер патенту: 20049
Опубліковано: 25.12.1997
Автори: Варюхін Віктор Миколайович, Білошенко Віктор Олександрович, Чигорин Леонід Олександрович
Формула / Реферат
Способ изготовления антенны, включающий размещение на несущем стержне из полимера деталей антенны и последующую ее термообработку, отличающийся тем, что в качестве полимера выбирают полимер, деформированный твердофазной вытяжкой, а термообработку ведут при температуре, равной или превышающей температуру вытяжки полимера.
Текст
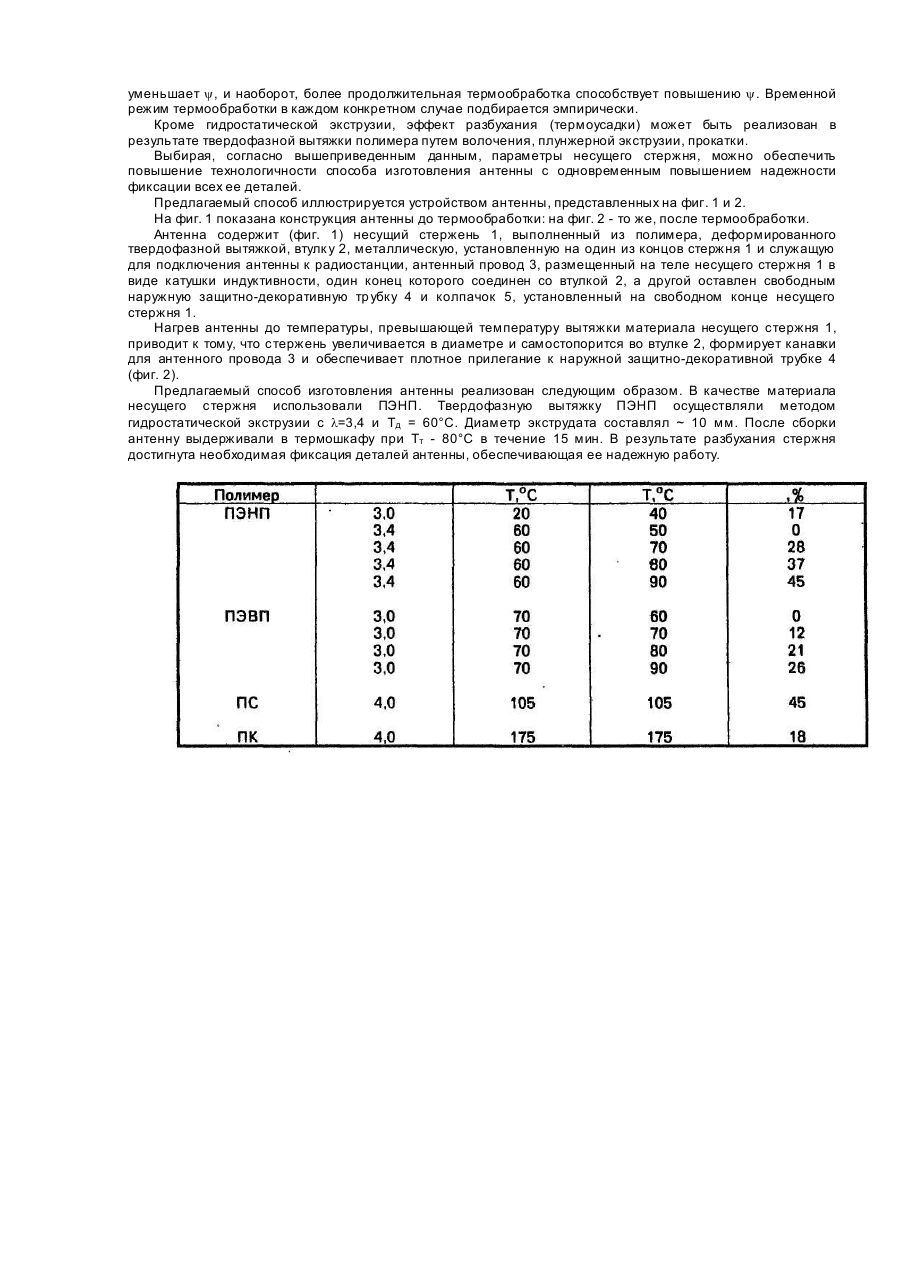
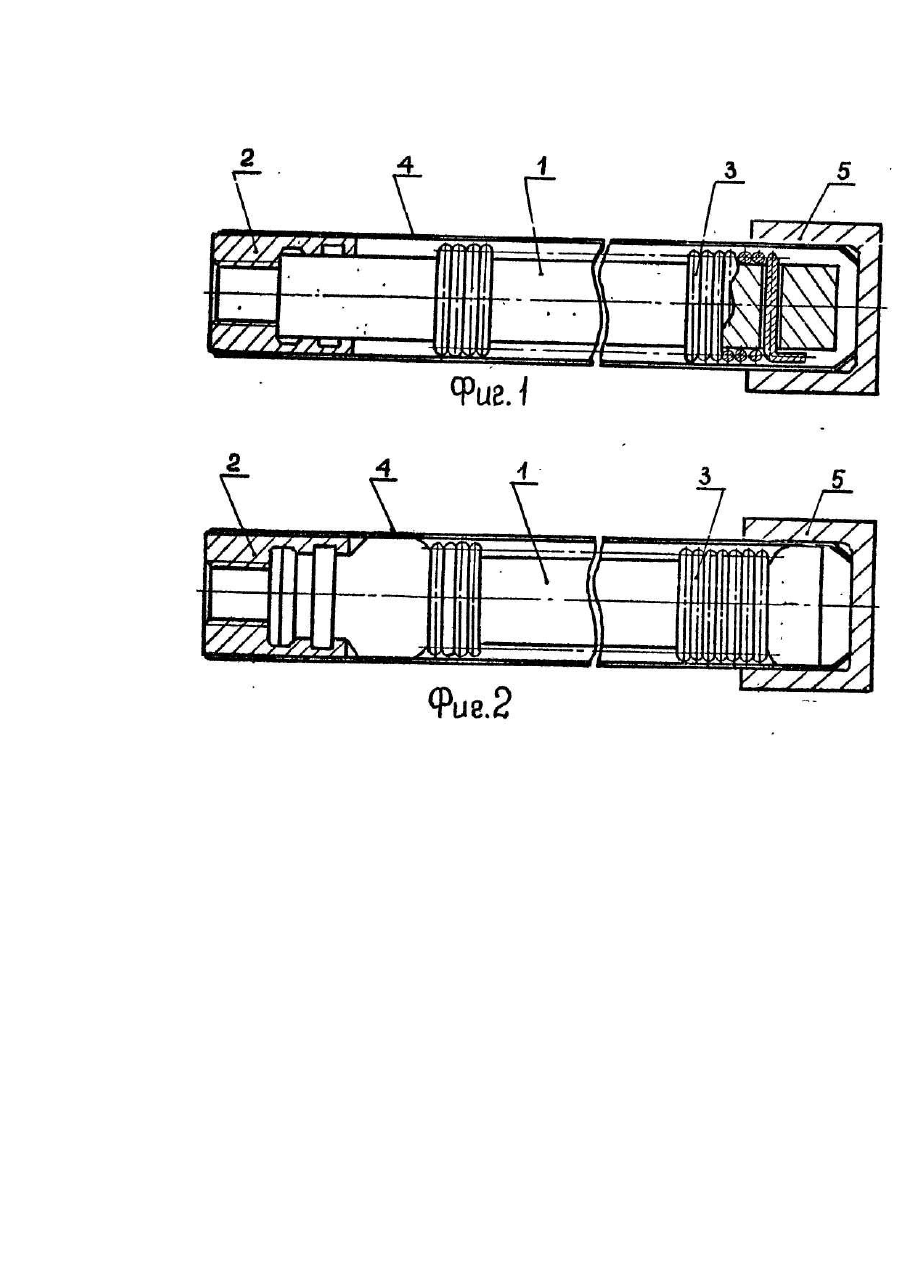
Изобретение относится к антенной технике и может быть использовано в качестве приемной и передающей антенны подвижных радиосистем. Один из способов изготовления антенны является наиболее близким по технической сути к заявляемому [1]· Способ изготовления антенны заключается в том, что на несущий стержень, выполненный из термопластичного полимера, устанавливают термоусаживающуюся трубк у и усаживают ее. После этого на один из концов несущего стержня устанавливают металлическую втулк у, служащую для подключения антенны к радиостанции, а на теле несущего стержня с термоусаженной трубкой размещают антенный провод в виде катушки индуктивности, один конец которого соединен с металлической втулкой, а другой оставлен свободным. По окончании сборки антенны на всю ее длину устанавливают термоусаживающуюся защитно-декоративную трубку и усаживают ее, фиксируя тем самым витки катушки с обеих сторон, что препятствует и х перемещению, приводящему к расстройке антенны. Затем выполняют настройку антенны путем вытягивания неподключенного (свободного) конца провода катушки и его последующего обкусывания. В заключение на открытый конец антенны устанавливают колпачок. Недостатком данного способа является невысокая технологичность изготовления антенны, обусловленная решением проблемы фиксации витков катушки индуктивности путем установки термоусаживаемой трубки сначала на тело несущего стержня антенны и термообработки этой сборки, затем установки на собранную антенну наружной защитно-декоративной трубки и термообработки уже всей антенны. Задачей предлагаемого технического решения является повышение технологичности способа изготовления антенны с одновременным повышением надежности фиксации ее деталей. Поставленная задача решается за счет того, что в способе изготовления антенны, заключающемся в установке на один из концов несущего стержня из термопластичного полимера металлической втулки, служащей для подключения антенны к радиостанции, размещении на теле несущего стержня антенного провода в виде катушки индуктивности, один конец которого соединен с металлической втулкой, а другой оставлен свободным, установке наружной защитно-декоративной трубки, термообработке собранной антенны, в качестве материала несущего стержня выбирают деформированный твердофазной вытяжной полимер, а термообработку ведут при температуре, равной или превышающей температур у вытяжки полимера. Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от прототипа тем, что в качестве материала несущего стержня выбирают деформированный твердофазный вытяжной полимер, а термообработку ведут до температуры, равной или превышающей температуру вытяжки полимера. Таким образом, заявляемый способ соответствует критерию изобретения "новизна". Сравнение заявляемого решения с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что дает возможность сделать вывод о соответствии критерию "изобретательский уровень". В основу выбора материала стержня положен известный эффект разбухания (термоусадки) ориентированного твердофазной вытяжкой полимера, наблюдаемый при его последующем нагревании (Цыганков С.А., Ши шкова Н.В., Береснев Б.И. Влияние технологических параметров гидроэкструзии полиэтилена высокой плотности на его свойства . Физика и техника высоких давлений, 1985, вып. 19, с. 57-61; Цыганков С.А., Ши шкова Н.В., Береснев Б.И. Гидроэкструзия полиэтилена низкой плотности. Структура и свойства экструдата. Физика и техника высоких давлений, 1984, вып. 17, с. 77-82; Сверхвысокомодульные полимеры . Под ред. А.Чи ферри, И.Уорда. Л., Химия, 1983,272 с). Изобретение отличается от известных подбором материала несущего стержня антенны из термопластичного полимера, предварительно деформированного путем твердофазной вытяжки. Согласно предлагаемому способу, сначала антенна полностью собирается из всех входящи х в нее деталей, а затем производится ее термообработка. При этом несущий стержень под воздействием температуры увеличивается в диаметре в ненагруженных местах, самостопорясь в металлической втулке, формируя канавки для фиксации витков индуктивной обмотки, фиксируя колпачок и защитно-декоративную трубку. Таким образом повышается технологичность изготовления антенны за счет сокращения числа режимов термоусадки (одна термоусадка после сборки антенны вместо двух по прототипу) и повышается надежность фиксации деталей антенны (втулки, ви тков обмотки, колпачка, защитно-декоративной втулки). Одним из основных условий способа является правильный выбор материала несущего стержня, который характеризуется следующими параметрами; Тд - температура деформации (вытяжки); l - степень вытяжки; Тт - температура термообработки (усадки); y- величина набухания. В таблице приведены результаты, полученные для полимерных стержней, деформированных методом гидростатической экструзии: ПЭНП полиэтилен низкой плотности; ПЭВП - полиэтилен высокой плотности, ПС - полистирол, ПК - поликарбонат. Время выдержки экструдатов при Тт - 30 мин. Степень вытяжки определяли по формуле: d2 эт l = d2 / dф 3 - d2 э 2 d эт , где d3 , dф - соответственно диаметр заготовки и y= 100% калибрующего отверстия фильеры, , где dэ , dэт - диаметр экструдата до и после термообработки. Выбор l = 3...4 обусловлен тем, что при этих степенях вытяжки достигается максимальное разбухание (термоусадка) экструдатов. Из таблицы видно, что эффект разбухания начинает проявляться при Тт³Тд, а его величина возрастает с ростом Тт. Величиной y можно также управлять, изменяя время выдержки при Тт: сокращение времени выдержки уменьшает y, и наоборот, более продолжительная термообработка способствует повышению y. Временной режим термообработки в каждом конкретном случае подбирается эмпирически. Кроме гидростатической экструзии, эффект разбухания (термоусадки) может быть реализован в результате твердофазной вытяжки полимера путем волочения, плунжерной экструзии, прокатки. Выбирая, согласно вышеприведенным данным, параметры несущего стержня, можно обеспечить повышение технологичности способа изготовления антенны с одновременным повышением надежности фиксации всех ее деталей. Предлагаемый способ иллюстрируется устройством антенны, представленных на фиг. 1 и 2. На фиг. 1 показана конструкция антенны до термообработки: на фиг. 2 - то же, после термообработки. Антенна содержит (фиг. 1) несущий стержень 1, выполненный из полимера, деформированного твердофазной вытяжкой, втулк у 2, металлическую, установленную на один из концов стержня 1 и служащую для подключения антенны к радиостанции, антенный провод 3, размещенный на теле несущего стержня 1 в виде катушки индуктивности, один конец которого соединен со втулкой 2, а другой оставлен свободным наружную защитно-декоративную тр убку 4 и колпачок 5, установленный на свободном конце несущего стержня 1. Нагрев антенны до температуры, превышающей температуру вытяжки материала несущего стержня 1, приводит к тому, что стержень увеличивается в диаметре и самостопорится во втулке 2, формирует канавки для антенного провода 3 и обеспечивает плотное прилегание к наружной защитно-декоративной трубке 4 (фиг. 2). Предлагаемый способ изготовления антенны реализован следующим образом. В качестве материала несущего стержня использовали ПЭНП. Твердофазную вытяжку ПЭНП осуществляли методом гидростатической экструзии с l=3,4 и Тд = 60°С. Диаметр экструдата составлял ~ 10 мм. После сборки антенну выдерживали в термошкафу при Тт - 80°С в течение 15 мин. В результате разбухания стержня достигнута необходимая фиксация деталей антенны, обеспечивающая ее надежную работу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing antenna
Автори англійськоюBiloshenko Viktor Oleksandrovych, Chyhoryn Leonid Oleksandrovych, Variukhin Viktor Mykolaiovych
Назва патенту російськоюСпособ изготовления антенны
Автори російськоюБилошенко Виктор Александрович, Чигорин Леонид Александрович, Варюхин Виктор Николаевич
МПК / Мітки
Мітки: спосіб, виготовлення, антени
Код посилання
<a href="https://ua.patents.su/3-20049-sposib-vigotovlennya-anteni.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення антени</a>
Спосіб виготовлення рефлектора антени
Номер патенту: 13134
Опубліковано: 28.02.1997
Автори: Галазюк Віталій Аполлонович, Хотімський Станіслав Данилович, Хомляк Любомир Володимирович, Ніколаєв Євген Іванович
МПК: H01Q 15/14
Мітки: виготовлення, спосіб, рефлектора, антени
Формула / Реферат:
57) Способ изготовления рефлектора антенны, заключающийся в размещении заготовки над матрицей, имеющей вогнутую криволинейную поверхность образования герметичной камеры, одной из стенок которой является заготовка, подаче в герметичную камеру текучей среды под давлением до формообразования заготовки, сбрасывании давления и удалении готового рефлектора, отличающийся тем, что в качестве другой стенки герметичной камеры используют прижимной...
Спосіб виготовлення з’єднання деталей
Номер патенту: 12156
Опубліковано: 25.12.1996
Автор: Матвієнко Валерій Андрійович
МПК: F16B 19/04
Мітки: спосіб, виготовлення, деталей, з'єднання
Формула / Реферат:
Способ изготовления соединения деталей, включающий изготовление соединяемых деталей, стержня с закладной головкой и поперечным рифлением на свободном конце и обжимной цилиндрической втулки с коническим пояском, выполнение в соединяемых деталях отверстий под стержень, совмещение упомянутых отверстий и установку в них стержня, установку обжимной втулки коническим пояском в сторону соединяемых деталей и создание условий обжатия стержня и...
Опора антени
Номер патенту: 1209
Опубліковано: 30.12.1993
Автор: Шкабара Сергій Олексійович
МПК: E04H 12/08
Формула / Реферат:
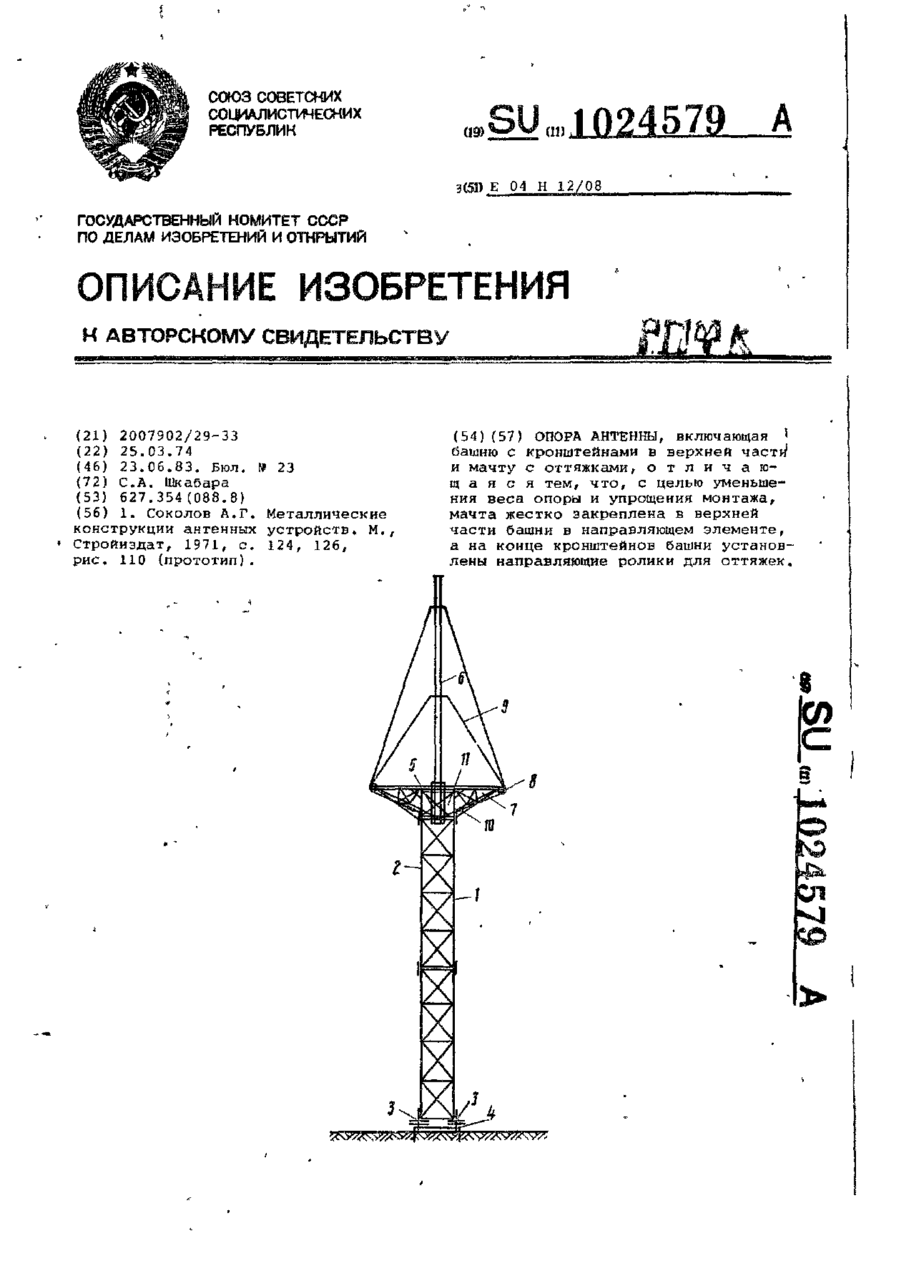
(57) ОПОРА АНТЕННЫ, включающая башню с кронштейнами в верхней части и мачту с оттяжками, отличающаяся тем, что, с целью уменьшения веса опоры и упрощения монтажа, мачта жестко закреплена в верхней части башни в направляющем элементе, а на конце кронштейнов башни установлены направляющие ролики для оттяжек.
Еталонна антена для виміру діючої висоти антени рухомого об’єкту

Номер патенту: 9884
Опубліковано: 30.09.1996
Автор: Розовський Аркадій Яковлевич
МПК: G01R 29/08
Мітки: виміру, діючої, рухомого, об'єкту, еталонна, антени, висоті, антена
Формула / Реферат:
(57) 1. Эталонная антенна для измерения действующей высоты антенны подвижного объекта, содержащая вибратор и противовес, отличающаяся тем, что вибратор и противовес выполнены в виде проводящих пластин, противовес изогнут по форме поверхности подвижного объекта в месте установки эталонной антенны, а вибратор выполнен плоским и установлен над противовесом с помощью диэлектрических стоек параллельно плоскости, касательной к поверхности...
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22F 1/04, C22C 21/06
Мітки: сплаву, спосіб, банок, корпусів, виготовлення, лист, алюмінієвого
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Попередній патент: Пристрій безконтактного впливу на біологічні об’єкти
Наступний патент: Спосіб одержання ферментного препарату інвертази
Випадковий патент: Пристрій компенсації завад при підсиленні і відновленні цифрових сигналів