Клітка роликової волоки дів-n 6
Формула / Реферат
Клеть роликовой волоки, содержащая корпус, пару поворотных рычагов, оси которых установлены в корпусе, привод поворота рычагов, пару рабочих роликов с осями вращения, пару опорных роликов, установленных на осях во взаимодействии боковыми поверхностями с боковыми поверхностями рабочих роликов, пару прижимных роликов, установленных на размещенных в рычагах осях во взаимодействии боковыми поверхностями с боковыми поверхностями рабочих роликов, отличающаяся тем, что она снабжена дополнительными рабочими роликами, размещенными на осях, установленных в рычагах с радиальным зазором, по числу рабочих роликов снабжена дополнительно опорными роликами, оси которых установлены в корпусе, и дополнительными пружинными роликами, при этом на боковых поверхностях опорных и прижимных роликов выполнены проточки, а на боковых поверхностях рабочих роликов выполнены выступы с ручьем, образующим часть закрытого калибра, и с направляющими конусными поверхностями, угол конусности которых равен = 360°/n, где n - число рабочих роликов, и рабочие ролики установлены с размещением выступов в проточках опорных и прижимных роликов с боковым зазором не менее 0,3 мм и не более ширины выступа рабочего ролика.
Текст
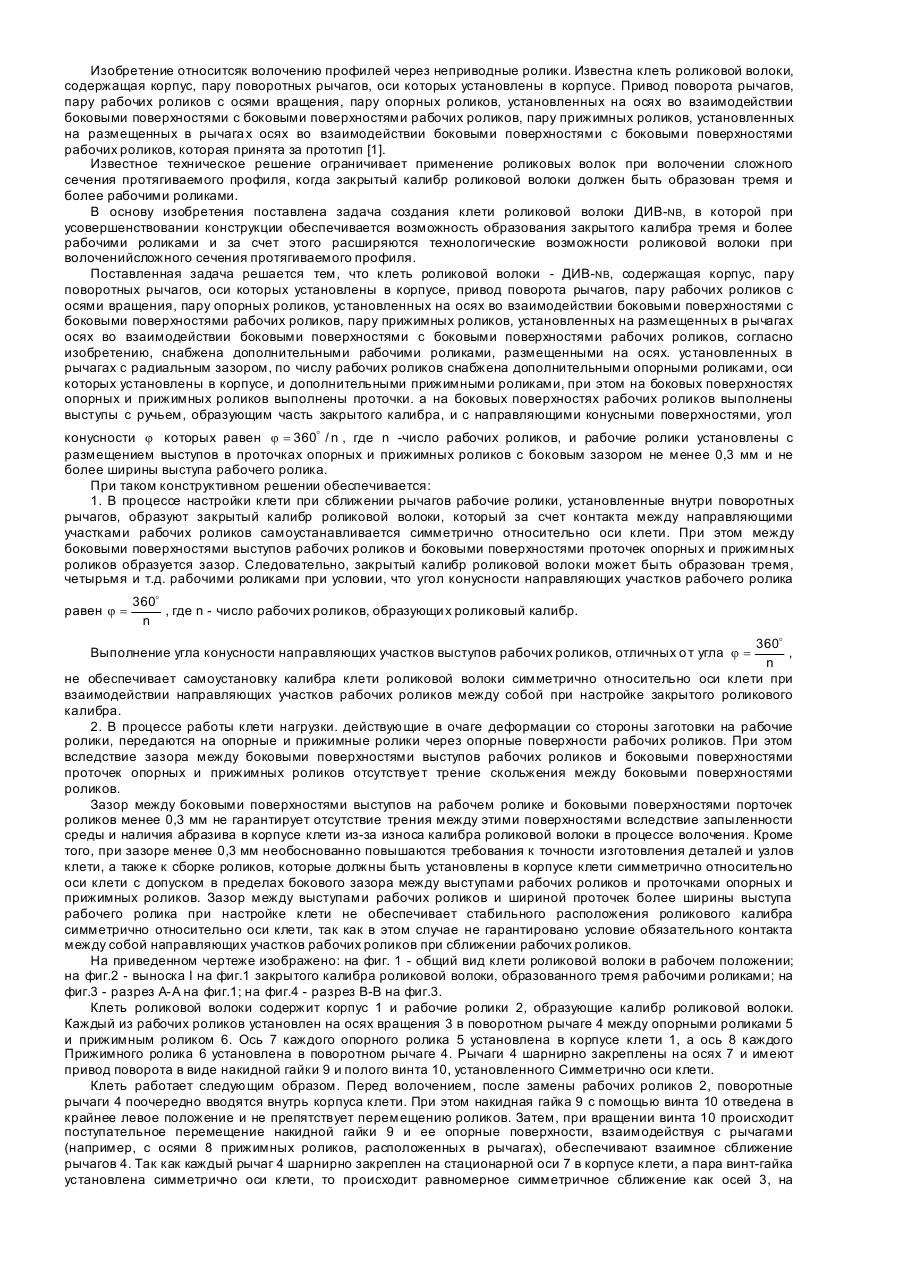
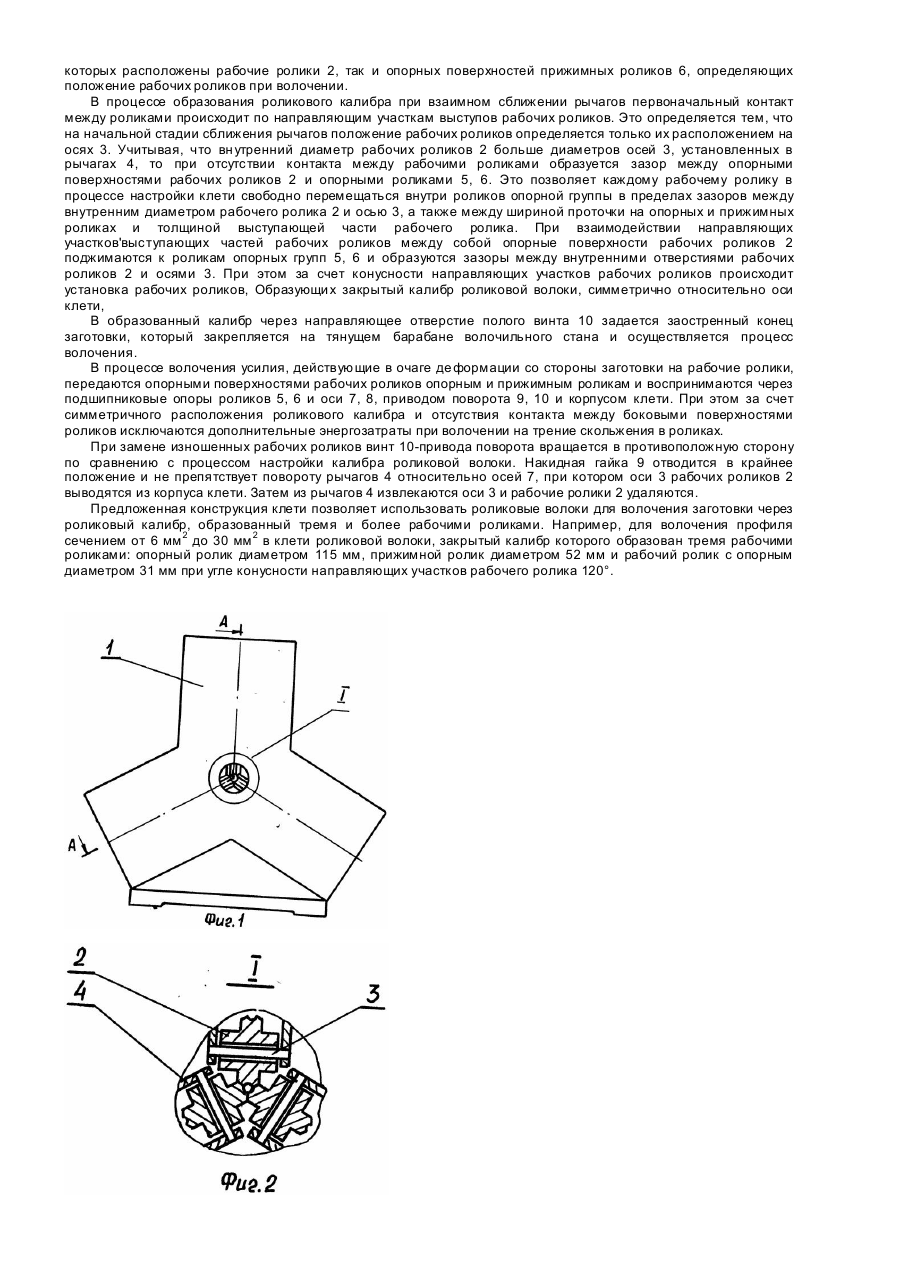
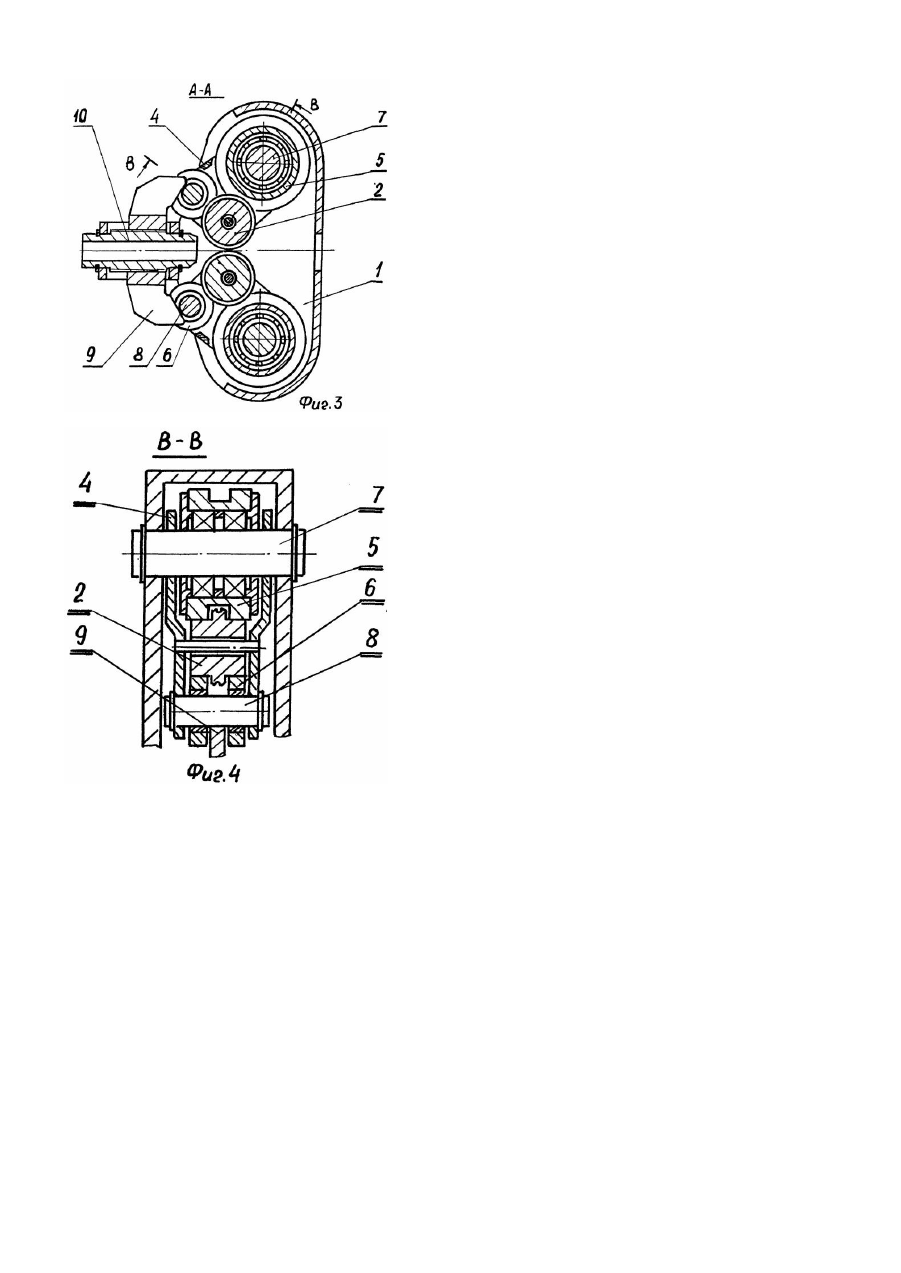
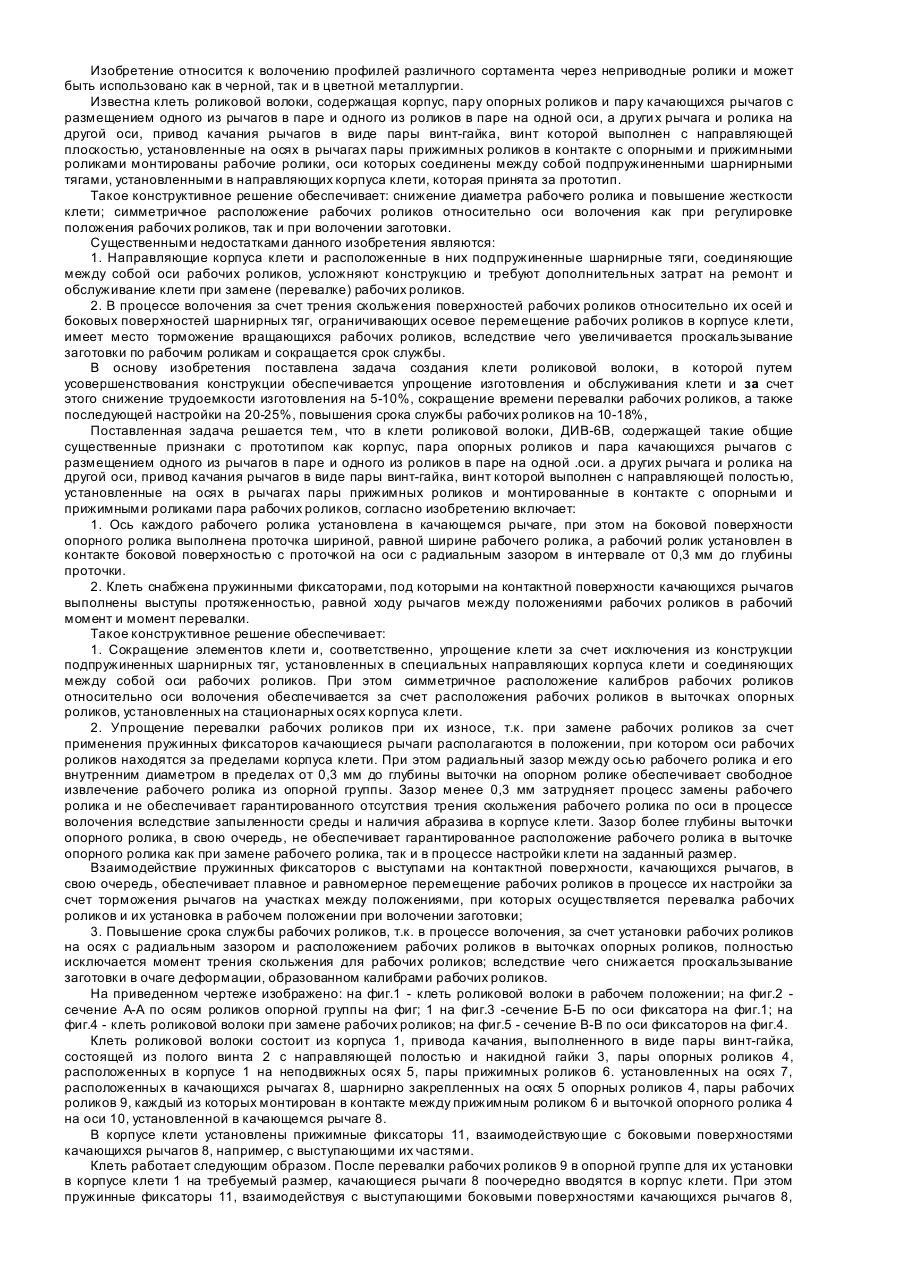
Изобретение относитсяк волочению профилей через неприводные ролики. Известна клеть роликовой волоки, содержащая корпус, пару поворотных рычагов, оси которых установлены в корпусе. Привод поворота рычагов, пару рабочих роликов с осями вращения, пару опорных роликов, установленных на осях во взаимодействии боковыми поверхностями с боковыми поверхностями рабочих роликов, пару прижимных роликов, установленных на размещенных в рычага х осях во взаимодействии боковыми поверхностями с боковыми поверхностями рабочих роликов, которая принята за прототип [1]. Известное техническое решение ограничивает применение роликовых волок при волочении сложного сечения протягиваемого профиля, когда закрытый калибр роликовой волоки должен быть образован тремя и более рабочими роликами. В основу изобретения поставлена задача создания клети роликовой волоки ДИВ-NВ, в которой при усовершенствовании конструкции обеспечивается возможность образования закрытого калибра тремя и более рабочими роликами и за счет этого расширяются технологические возможности роликовой волоки при волоченийсложного сечения протягиваемого профиля. Поставленная задача решается тем, что клеть роликовой волоки - ДИВ-NВ, содержащая корпус, пару поворотных рычагов, оси которых установлены в корпусе, привод поворота рычагов, пару рабочих роликов с осями вращения, пару опорных роликов, установленных на осях во взаимодействии боковыми поверхностями с боковыми поверхностями рабочих роликов, пару прижимных роликов, установленных на размещенных в рычагах осях во взаимодействии боковыми поверхностями с боковыми поверхностями рабочих роликов, согласно изобретению, снабжена дополнительными рабочими роликами, размещенными на осях. установленных в рычагах с радиальным зазором, по числу рабочих роликов снабжена дополнительными опорными роликами, оси которых установлены в корпусе, и дополнительными прижимными роликами, при этом на боковых поверхностях опорных и прижимных роликов выполнены проточки. а на боковых поверхностях рабочих роликов выполнены выступы с ручьем, образующим часть закрытого калибра, и с направляющими конусными поверхностями, угол конусности j которых равен j = 360o / n , где n -число рабочих роликов, и рабочие ролики установлены с размещением выступов в проточках опорных и прижимных роликов с боковым зазором не менее 0,3 мм и не более ширины выступа рабочего ролика. При таком конструктивном решении обеспечивается: 1. В процессе настройки клети при сближении рычагов рабочие ролики, установленные внутри поворотных рычагов, образуют закрытый калибр роликовой волоки, который за счет контакта между направляющими участками рабочих роликов самоустанавливается симметрично относительно оси клети. При этом между боковыми поверхностями выступов рабочих роликов и боковыми поверхностями проточек опорных и прижимных роликов образуется зазор. Следовательно, закрытый калибр роликовой волоки может быть образован тремя, четырьмя и т.д. рабочими роликами при условии, что угол конусности направляющих участков рабочего ролика равен j = 360o , где n - число рабочих роликов, образующи х роликовый калибр. n 360o , n не обеспечивает самоустановку калибра клети роликовой волоки симметрично относительно оси клети при взаимодействии направляющих участков рабочих роликов между собой при настройке закрытого роликового калибра. 2. В процессе работы клети нагрузки. действующие в очаге деформации со стороны заготовки на рабочие ролики, передаются на опорные и прижимные ролики через опорные поверхности рабочих роликов. При этом вследствие зазора между боковыми поверхностями выступов рабочих роликов и боковыми поверхностями проточек опорных и прижимных роликов отсутствуе т трение скольжения между боковыми поверхностями роликов. Зазор между боковыми поверхностями выступов на рабочем ролике и боковыми поверхностями порточек роликов менее 0,3 мм не гарантирует отсутствие трения между этими поверхностями вследствие запыленности среды и наличия абразива в корпусе клети из-за износа калибра роликовой волоки в процессе волочения. Кроме того, при зазоре менее 0,3 мм необоснованно повышаются требования к точности изготовления деталей и узлов клети, а также к сборке роликов, которые должны быть установлены в корпусе клети симметрично относительно оси клети с допуском в пределах бокового зазора между выступами рабочих роликов и проточками опорных и прижимных роликов. Зазор между выступами рабочих роликов и шириной проточек более ширины выступа рабочего ролика при настройке клети не обеспечивает стабильного расположения роликового калибра симметрично относительно оси клети, так как в этом случае не гарантировано условие обязательного контакта между собой направляющих участков рабочих роликов при сближении рабочих роликов. На приведенном чертеже изображено: на фиг. 1 - общий вид клети роликовой волоки в рабочем положении; на фиг.2 - выноска I на фиг.1 закрытого калибра роликовой волоки, образованного тремя рабочими роликами; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - разрез В-В на фиг.3. Клеть роликовой волоки содержит корпус 1 и рабочие ролики 2, образующие калибр роликовой волоки. Каждый из рабочих роликов установлен на осях вращения 3 в поворотном рычаге 4 между опорными роликами 5 и прижимным роликом 6. Ось 7 каждого опорного ролика 5 установлена в корпусе клети 1, а ось 8 каждого Прижимного ролика 6 установлена в поворотном рычаге 4. Рычаги 4 шарнирно закреплены на осях 7 и имеют привод поворота в виде накидной гайки 9 и полого винта 10, установленного Симметрично оси клети. Клеть работает следующим образом. Перед волочением, после замены рабочих роликов 2, поворотные рычаги 4 поочередно вводятся внутрь корпуса клети. При этом накидная гайка 9 с помощью винта 10 отведена в крайнее левое положение и не препятствует перемещению роликов. Затем, при вращении винта 10 происходит поступательное перемещение накидной гайки 9 и ее опорные поверхности, взаимодействуя с рычагами (например, с осями 8 прижимных роликов, расположенных в рычагах), обеспечивают взаимное сближение рычагов 4. Так как каждый рычаг 4 шарнирно закреплен на стационарной оси 7 в корпусе клети, а пара винт-гайка установлена симметрично оси клети, то происходит равномерное симметричное сближение как осей 3, на Выполнение угла конусности направляющих участков выступов рабочих роликов, отличных о т угла j = которых расположены рабочие ролики 2, так и опорных поверхностей прижимных роликов 6, определяющих положение рабочих роликов при волочении. В процессе образования роликового калибра при взаимном сближении рычагов первоначальный контакт между роликами происходит по направляющим участкам выступов рабочих роликов. Это определяется тем, что на начальной стадии сближения рычагов положение рабочих роликов определяется только их расположением на осях 3. Учитывая, что вн утренний диаметр рабочих роликов 2 больше диаметров осей 3, установленных в рычагах 4, то при отсутствии контакта между рабочими роликами образуется зазор между опорными поверхностями рабочих роликов 2 и опорными роликами 5, 6. Это позволяет каждому рабочему ролику в процессе настройки клети свободно перемещаться внутри роликов опорной группы в пределах зазоров между внутренним диаметром рабочего ролика 2 и осью 3, а также между шириной проточки на опорных и прижимных роликах и толщиной выступающей части рабочего ролика. При взаимодействии направляющих участков'выступающих частей рабочих роликов между собой опорные поверхности рабочих роликов 2 поджимаются к роликам опорных групп 5, 6 и образуются зазоры между внутренними отверстиями рабочих роликов 2 и осями 3. При этом за счет конусности направляющих участков рабочих роликов происходит установка рабочих роликов, Образующи х закрытый калибр роликовой волоки, симметрично относительно оси клети, В образованный калибр через направляющее отверстие полого винта 10 задается заостренный конец заготовки, который закрепляется на тянущем барабане волочильного стана и осуществляется процесс волочения. В процессе волочения усилия, действующие в очаге де формации со стороны заготовки на рабочие ролики, передаются опорными поверхностями рабочих роликов опорным и прижимным роликам и воспринимаются через подшипниковые опоры роликов 5, 6 и оси 7, 8, приводом поворота 9, 10 и корпусом клети. При этом за счет симметричного расположения роликового калибра и отсутствия контакта между боковыми поверхностями роликов исключаются дополнительные энергозатраты при волочении на трение скольжения в роликах. При замене изношенных рабочих роликов винт 10-привода поворота вращается в противоположную сторону по сравнению с процессом настройки калибра роликовой волоки. Накидная гайка 9 отводится в крайнее положение и не препятствует повороту рычагов 4 относительно осей 7, при котором оси 3 рабочих роликов 2 выводятся из корпуса клети. Затем из рычагов 4 извлекаются оси 3 и рабочие ролики 2 удаляются. Предложенная конструкция клети позволяет использовать роликовые волоки для волочения заготовки через роликовый калибр, образованный тремя и более рабочими роликами. Например, для волочения профиля сечением от 6 мм 2 до 30 мм 2 в клети роликовой волоки, закрытый калибр которого образован тремя рабочими роликами: опорный ролик диаметром 115 мм, прижимной ролик диаметром 52 мм и рабочий ролик с опорным диаметром 31 мм при угле конусности направляющих участков рабочего ролика 120°.
ДивитисяДодаткова інформація
Назва патенту англійськоюMill of roller div-n 6
Автори англійськоюDobrov Ihor Viacheslavovych
Назва патенту російськоюКлеть роликовой волоки див-n 6
Автори російськоюДобров Игорь Вячеславович
МПК / Мітки
МПК: B21C 3/08
Мітки: дів-n, клітка, роликової, волоки
Код посилання
<a href="https://ua.patents.su/3-2075-klitka-rolikovo-voloki-div-n-6.html" target="_blank" rel="follow" title="База патентів України">Клітка роликової волоки дів-n 6</a>
Клітка роликової волоки дів-6 в
Номер патенту: 2074
Опубліковано: 26.12.1994
Автор: Добров Ігор В'ячеславович
МПК: B21C 3/08
Мітки: дів-6, роликової, волоки, клітка
Формула / Реферат:
1. Клеть роликовой волоки, содержащая корпус, пару опорных роликов и пару качающихся рычагов с размещением одного из рычагов в паре и одного из роликов в паре на одной оси, а других рычага и ролика на другой оси, привод качания рычагов в виде пары винт-гайка, винт которой выполнен с направляющей полостью/установленные на осях в рычагах пара прижимных роликов и пара рабочих роликов, монтированных в контакте с опорными и прижимными роликами,...
Пристрій для неруйнівного контролю ціліндричних виробів
Номер патенту: 2791
Опубліковано: 26.12.1994
Автори: Карпаш Олег Михайлович, Ковалів Богдан Іванович
МПК: G01N 29/26
Мітки: контролю, циліндричних, неруйнівного, пристрій, виробів
Формула / Реферат:
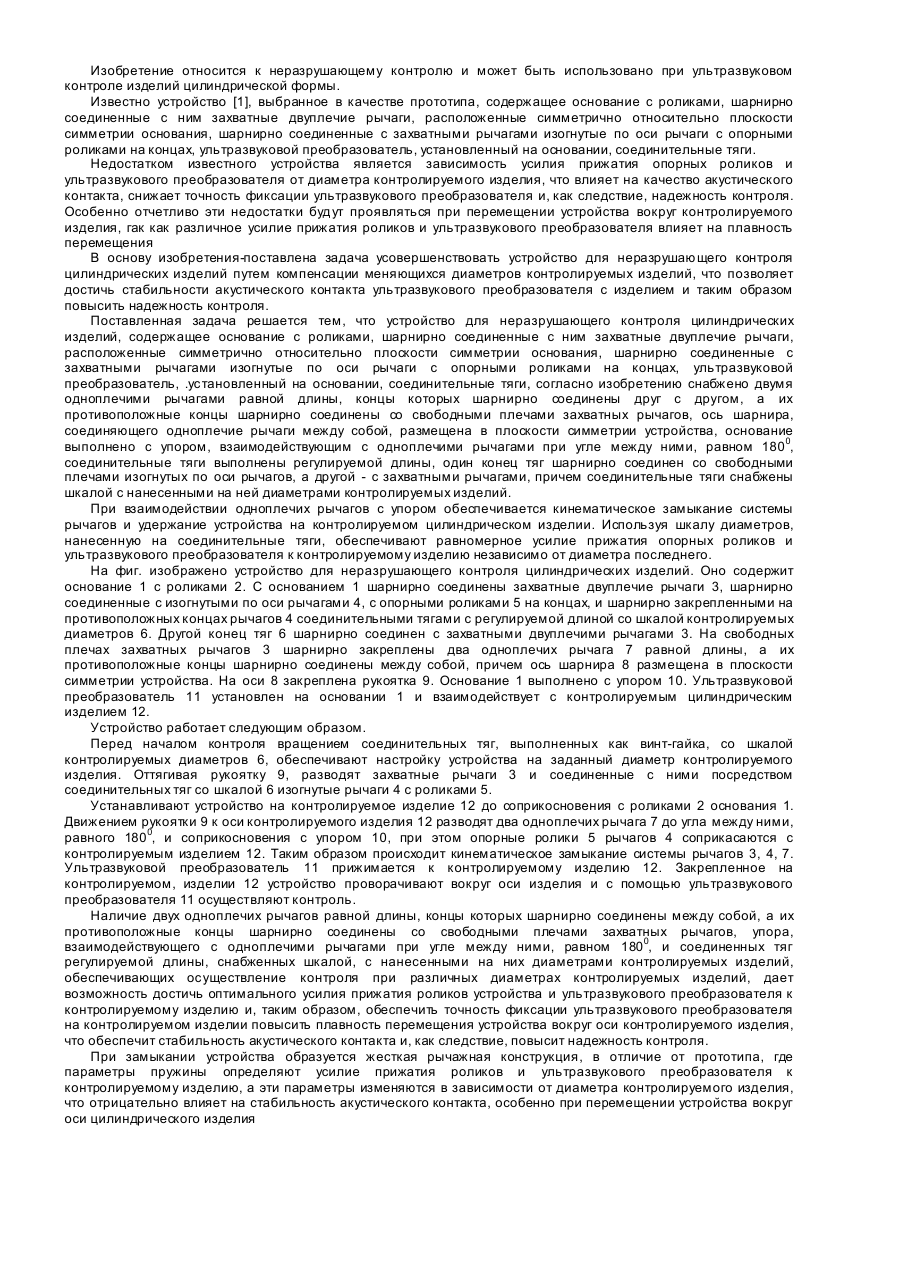
1. Устройство для неразрушающего контроля цилиндрических изделий, содержащее основание с роликами, шарнирно соединенные с ним захватные двуплечие рычаги, расположенные симметрично относительно плоскости симметрии основания, шарнирно соединенные с захватными рычагами изогнутые по оси рычаги с опорными роликами на концах, ультразвуковой преобразователь, установленный на основании, соединительные тяги, отличающееся тем, что устройство снабжено...
Обладнання для обробки труб
Номер патенту: 1379
Опубліковано: 25.03.1994
Автор: Максимов Євген Миколайович
МПК: B21D 7/02
Мітки: труб, обладнання, обробки
Формула / Реферат:
Устройство для обработки труб, содержащее П-образную станину, гибочный полушаблон, установленный на державке приводного штока, два опорных ролика, размещенных на осях в нижней части станины симметрично относительно гибочного полушаблона, и средство регулирования расстояния между опорными роликами в поперечном направлении, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения отрезки и удержания...
Пристрій для миття головок сиру
Номер патенту: 1974
Опубліковано: 20.12.1994
Автори: Поповіч Борис Данилович, Самбуров Анатолій Яковлевич, Огінський Володимир Володимирович, Гагарін Віктор Миколаєвич
МПК: A01J 25/00
Мітки: сиру, головок, миття, пристрій
Формула / Реферат:
Устройство для мойки головок сыра, содержащее установленные внутри корпуса на вращающихся валах щетки с ворсовой поверхностью, механизм для перемещения головок сыра под щетками и трубопроводы подачи воды на поверхность сыра, отличающееся тем, что устройство дополнительно содержит упорные ролики, расположенные напротив щеток, и механизмы прижима, выполненные в виде Г-образных осей с закрепленными рычагами и грузами, причем вращающиеся валы...
Секція стрічкового конвейєра

Номер патенту: 1728
Опубліковано: 25.10.1994
Автори: Городецький Анатолій Васильович, Жукова Нінель Гнатівна, Золотопух Володимир Миколайович
МПК: B65G 21/00
Мітки: конвейєра, стрічкового, секція
Формула / Реферат:
1. Секция ленточного конвейєра, содержащая подвесные роликоопоры с боковыми и средними роликами, закрепленными по концам на направляющих через амортизаторы, отличающаяся тем, что, с целью повышения надежности работы секции за счет снижения просыпи между бортом и лентой, она снабжена дополнительными роликами, размещенными между подвесными ролико-опорными и закрепленными на направляющих консольно посредством кронштейнов с возможностью...
Попередній патент: Керамічний електронагрівач
Наступний патент: Рисова зрошувальна система в.й.маковського
Випадковий патент: Спосіб та апарат для переробки шламів