Спосіб виготовлення алмазно-твердосплавних пластин
Номер патенту: 20172
Опубліковано: 25.12.1997
Автори: Уман Семен Мойсейович, Полторацький Володимир Григорович, Манжар Василь Олексійович, Шульженко Олександр Олександрович, Новіков Микола Васильович, Нікітін Юрій Іванович, Урюков Борис Олексійович, Гаргін Вячеслав Герасимович
Текст
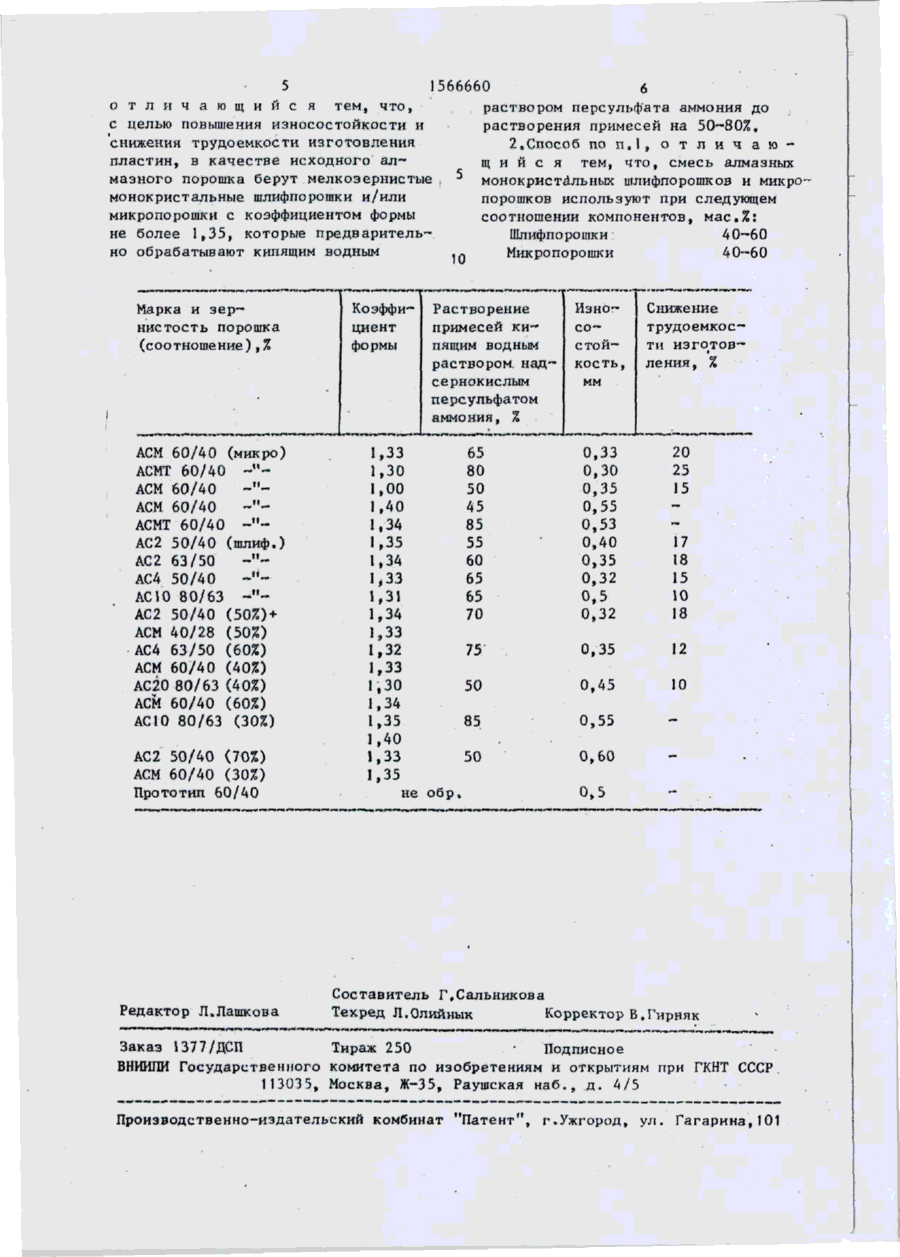
Изобретение относится к п р о и з Изобретение относится к п р о и з в о д с т ву поликристаллических алмазных м а т е риалов, а именно к спеканию в у с л о виях высоких давлений и температур алмазного слоя на твердосплавной п о д ложке, предназначенных преимущественно д л я оснащения породоразрушакнцего инструмента, а также может быть и с пользовано д л я механической обработки а с б е с т а , углеграфитовых материалов, огнеупоров и т . д . , Целью изобретения я в л я е т с я повышение износостойкости и снижение т р у д о емкости изготовления п л а с т и н . П р и м е р . Исходные адмазные порошки АСМ 60/40 с коэффициентом формы 1,33 приготавливают следующим о б р а зом. Помещают микропорошок массою не более 500 каратов на латунный п р о т и в е н ь , загружают в печь и нагревают 19-90 водству поликристаллических алмазных материалов, а именно к спеканию в у с ловиях высоких давлений и температур алмазного слоя на твердосплавной подложке, С целью повышения и з н о с о стойкости и-снижения трудоемкости изготовления пластин в качестве исходного алмазного порошка берут мелко-т зернистые монокристальные шлифпорошки и/или микропорошки с коэффициентом формы не более 1,35, которые перед спеканием в камере высокого давления обрабатывают кипящим водным раствором персульфата аммония до растворения примесей на 50-80%, 1 э . п . ф-лы, 1 табл. до 450-500°С и в течение 25-30 мин проводят термообработку. После этого ведут очистку насыщенным водным р а с т вором аммония надсернокислого следующим образом: в стеклянный двухлитровый стакан помещают 1,0-1,5 кг порошка аммония надсернокислого, заливают холодной дистиллированной водой до объема 2000 мл и перемешивают в т е чение 10-15 мин, В стакан помещают 1000 карат порошка и заполняют водным раствором аммония надсернокислого на 2/3 объема. Стакан помещают на электроплитку и ведут обработку при постоянном кипении и перемешивании в течение 60—70 мин. Отмывку дистиллированной водой до нейтральной среды. Сушат порошки и помещают в камеру высокого давления. n СП 05 1566660 Б нагреватель помещают графитовый• диск. Сверху этого диска устанавливают твердосплавную пластину толщиной 2,5 мм. Затем на нее засыпают _ нааеску обработанного алмазного порошка массой 16, мг. Пуансоном производят подпрессовку и выравнивают по-, верхности алмазного слоя, после чего помещают верхнюю твердосплавную плас-JQ тину. Устанавливают графитовый диск и собранный контейнер с нагревателем помещают в камеру высокого давления типа "Тороид", Затем спекают при давлении 8ТПа и 2О7ОК при выдержке 7 с. (5 При этом происходит пропитка алмазного слоя кобальтом с обеих пластин (преимущественно с верхней) и образуется спеченный алмазный поликристаллический слой, прочно соединенный 20 с твердосплавными пластинами. После охлаждения снижают давление и извлекают спеченную алмазно-твердосплавную пластину. Перед пайкой (иди другими мето25 дами крепления) пластины подвергаются механической обработке, а для отдельных видов инструментов-долот і режущего типа верхняя пластина сошлифуется» 30 Износостойкость пластин определялась строганием блоков мелкозернистого кварцевого песчаника Монаховско— го месторождения на специальном стен,-' де, выполненном на базе поперечно— строгадьного станка. Пластины механи- 35 ческим способом крепились в специальной головке, устанавливаемой в резцодержатель. Параметры режима резания следую— -Q щие: Глубина резания за проход, мм 0,5 Поперечная подача,мм 3,5 Скорость резания, .с ходов/мин (0,235 м/с) 30 За критерий износостойкости испытуемых пластин принимали величину площадки. Износ у алмазно-твердоeg сплавных пластин, полученных по предлагаемому способу, составляет 0,3 мм при пути строгания 300 м, а изделий, полученных по способу—прототипу 0,5 мм. 55 Таким образом, износостойкость пластины по предлагаемому способу в 1,5 раза выше, чем изделий, получен ных по способу-прототипу. Согласно технологии, изложенной в примере, был осуществлен ряд опытов, результаты которых сведены в таблицу. Полу™, ченные таким способом алмазно-твердосплавные пластины обладают высокой износостойкостью. Повышение износостойкости и снижение трудоемкости изготоавления пластин происходит за счет очистки поверхности исходных алмазов, коэффициент формы которых не более 1,35 от остатков металлов функциональных групп на поверхности. Шлифпорошки и микропорошки берут с коэффициентом формы не более 1,35 потому, что это обеспечивает равномерное распределение зерен в поликристалле, а это приводит к наиболее плотной упаковке, что в конечном итоге повышает износостойкость. Исходные порошки с коэффициентом формы более 1,35 этого не обеспечивают* Растворение примесей на 50-80% приводит к более прочному спеканию частиц в местах контакта. При растворении примесей меньше чем на 50%, существенного влияния на спекание не оказывает, а при полной очистке примесей не оказывает никакого каталитического действия и спекание ухудшается. Поэтому интервал очистки на 50-80%, а также коэффициент формы не более 1 ,-35 являются параметрами, при которых достигается поставленная цель. При выходе за пределы процентов очистки или величины коэффициента формы износостойкость снижается, а трудоемкость увеличивается (см. таблицу). Из таблицы видно, что полученные результаты по улучшению износостойкости и снижению трудоемкости наблюдаются у АТП, изготовленных из шлифпорошков и микропорошков с коэффициентом формы ниже 1,35 и при очистке органических и металлических примесей, на 50-80%. Алмазно-твердосплавные пластины можно использовать для оснащения буровых долот, коронок. Ф о р м у л а и з о б р е т е н и я 1.Способ изготовления алмазно-твердосплавных пластин, включающий подготовку исходного алмазного порошка и спекание в камере высокого давления, 566660 б раствором персульфата аммония до о т л и ч а ю щ и й с я тем, что, растворения примесей на 50-80%, с целью повышения износостойкости и 2,Способ по п , 1 , о т л и ч а ю снижения трудоемкости изготовления щ и й с я тем, что, смесь алмазных пластин, в качестве исходного алмонокристыльных шлифпорошков и микромазного порошка берут мелкозернистые порошков используют при следующем монокристальные шлифпорошки и/или соотношении компонентов, мас.%: микропорошки с коэффициентом формы не более 1,35, которые предварительШлифпорошки 40-60 но обрабатывают кипящим водным Микропорошки 40-60 10 Марка и зернистость порошка (соотношение), % Коэффи~ циент формы • ACM 60/40 (микро) АСМТ 60/40 -"АСМ 60/40 -"АСМ 60/40 -"АСМТ 60/40 -"АС2 50/40 (шлиф.) АС2 63/50 -"АС4 50/40 -"АС 10 80/63 »"АС2 50/40 (50%)+ АСМ 40/28 (50%) АС4 63/50 (60%) АСМ 60/40 (40%) АС20 80/63 (40%) АСМ 60/40 (60%) АС10 80/63 (30%) 1,33 1,30 1,00 1,40 1,34 1,35 1,34 1,33 Л,Дашкова 65 80 50 45 85 55 60 65 65 70 ,'34 ,33 ,32 75 ,33 ,30 50 J ,34 1 ,35 85 ,40 ! ,33 50 Ї ,35 не обр АС2 50/40 (70%) АСМ 60/40 (30%) Прототип 60/40 Редактор Растворение примесей кипящим водным раствором над~ сернокислым персульфатом аммония, % Изно~ состойкость, мм Снижение трудоемкости изготовления, % 0,33 0,30 0,35 0,55 0,53 0,40 0,35 0,32 0,5 0,32 20 25 15 17 18 15 10 18 0,35 12 0,45 10 0,55 0,60 0,5 — Составитель Г.Сальникова Техред Л.Олийнык Корректор В.Гирняк Заказ 1377/ДСП Тираж 250 • Подписное ВНИИЛИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюProduction process of diamond hard-metal-alloy inserts
Автори англійськоюNovikov Mykola Vasyliovych, Nikitin Yurii Ivanovych, Uriukov Borys Oleksiiovych, Manzhar Vasyl Oleksiiovych, Poltoratskyi Volodymyr Hryhorovych, Shulzhenko Oleksandr Oleksandrovych, Harhin Viacheslav Herasymovych, Uman Semen Moiseiovych
Назва патенту російськоюСпособ изготовления алмазно-твердосплавных пластин
Автори російськоюНовиков Николай Васильевич, Никитин Юрий Иванович, Урюков Борис Алексеевич, Манжар Василий Алексеевич, Полторацкий Владимир Григорьевич, Шульженко Александр Александрович, Гаргин Вячеслав Герасимович, Уман Семен Мойсеевич
МПК / Мітки
МПК: C01B 31/06
Мітки: виготовлення, пластин, алмазно-твердосплавних, спосіб
Код посилання
<a href="https://ua.patents.su/4-20172-sposib-vigotovlennya-almazno-tverdosplavnikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення алмазно-твердосплавних пластин</a>
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Бернхард Альбек, Зігфрід Гоєдіке
Мітки: дросселя, стержнями, зворотного, u-образних, пластин, спосіб, вхідного, t-образних, замикання, сердечника, вставляємих, використовується, трансформатора, виготовлення, якості
Формула / Реферат:
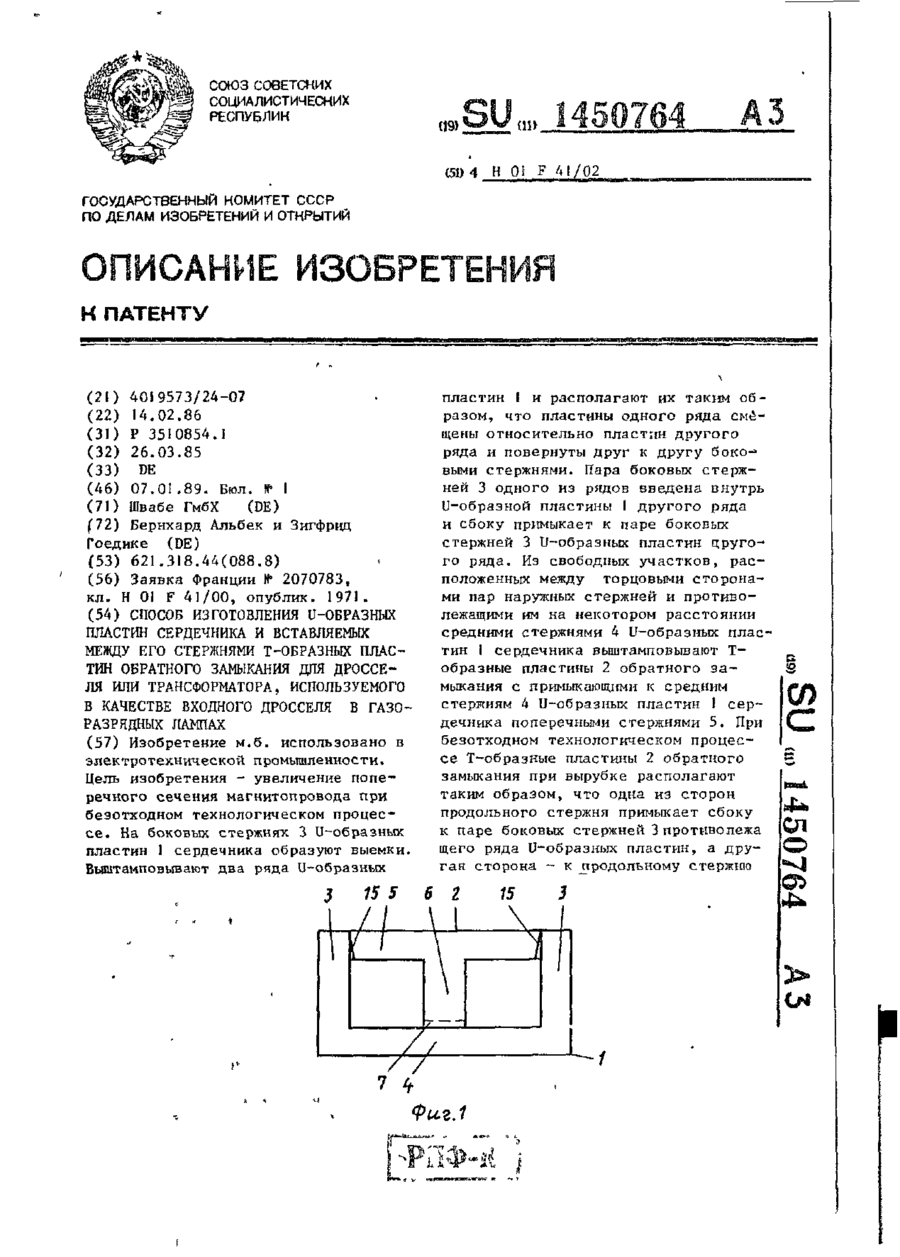
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб виготовлення кремнійових пластин
Номер патенту: 3674
Опубліковано: 27.12.1994
Автори: Живов Михайло Давидович, Богданов Євген Іванович, Шурдук Борис Костянтинович, Кутовий Ігор Васильович
МПК: H01L 21/306
Мітки: виготовлення, спосіб, кремнійових, пластин
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление в селективном кислотном травителе на глубину 0,4-0,8 диаметра зерна абразивного порошка, применяемого при шлифовке, и полировку рабочей поверхности пластин, отличающийся тем, что после травления на обе стороны кремниевых пластин наносят пленку поликремния толщиной 0,4-3 мкм, производят термообработку в диапазоне температур 900-1000°С в инертной среде в...
Спосіб виготовлення кремнійових пластин
Номер патенту: 2218
Опубліковано: 26.12.1994
Автори: Шурдук Борис Констянтинович, Федорів Вадим Михайлович, Кутовой Ігор Васильович
МПК: H01L 21/306
Мітки: виготовлення, кремнійових, спосіб, пластин
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление, предварительную полировку и химико-механическую полировку рабочей стороны пластин, отличающийся тем, что с целью повышения качества пластин за счет уменьшения плотности точечных дефектов и площади с линиями скольжения на рабочей поверхности пластин, а также повышения воспроизводимости глубины травления, травление пластин производят в селективном...
Спосіб виготовлення алмазних вставок
Номер патенту: 2398
Опубліковано: 26.12.1994
Автори: Травін Вячеслав Миколайович, Ісаєнко Леонід Олексійович
МПК: B28D 5/00
Мітки: спосіб, виготовлення, алмазних, вставок
Формула / Реферат:
Способ изготовления алмазных вставок, включающий шлифование площадки, придание формы, огранку верха и низа, отличающийся тем, что, с целью использования производственных отходов алмазного сырья в виде пластин толщиной 0,6—0,9 мм, придание формы придают огранкой или обдиркой ее периметра, огранку низа производят гранями с углом наклона 15—20° с бриллиантировкой клиньями по ребрам, а огранку верха производят в виде площадки или таблицы с...
Спосіб виготовлення алмазного інструменту
Номер патенту: 2400
Опубліковано: 26.12.1994
Автори: Подройкін Володимир Олексійович, Шинкаренко Павло Васильович
МПК: B24D 17/00
Мітки: спосіб, виготовлення, алмазного, інструменту
Формула / Реферат:
(57) 1.СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА, включающий закрепление алмазного порошка на корпусе железной гальванической связкой, о т л и ч а ю щ и й с я тем, что, с целью повышения работоспособности инструмента путем сокращения времени его прирабатываемости, закрепление алмазного порошка производят при катодной плотности тока 6-8 А/дм2 и анодной плотности тока 1-1,5 А/дм2, после чего берут раствор, содержащий фосфорную кислоту и нитрит...
Попередній патент: Спосіб виготовлення плівкового поглинача нвч-енергії
Наступний патент: Пристрій для розчинення солей
Випадковий патент: Нейронний елемент на негатроні