Поточна лінія виробництва зварних холоднодеформованих труб
Номер патенту: 24405
Опубліковано: 17.07.1998
Автори: Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Гладченко Олександр Федорович, Ковіка Микола Данилович, Хаустов Георгій Йосипович, Туренков Микола Мусійович, Новіков Леонід Миколайович, Правдін Юрій Михайлович, Райчук Юрій Ісакович, Сизоненко Григорій Іванович
Формула / Реферат
Поточная линия производства сварных холоднодеформированных труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, формовочный стан, трубосварочный узел, тянущее устройство узел деформации трубы с неподвижной оправкой, летучий трубоотрезной станок, стол выдачи труб, отличающаяся тем, что узел деформации трубы представляет собой стационарно установленный круглый калибр снабженный короткой конической оправкой.
Текст
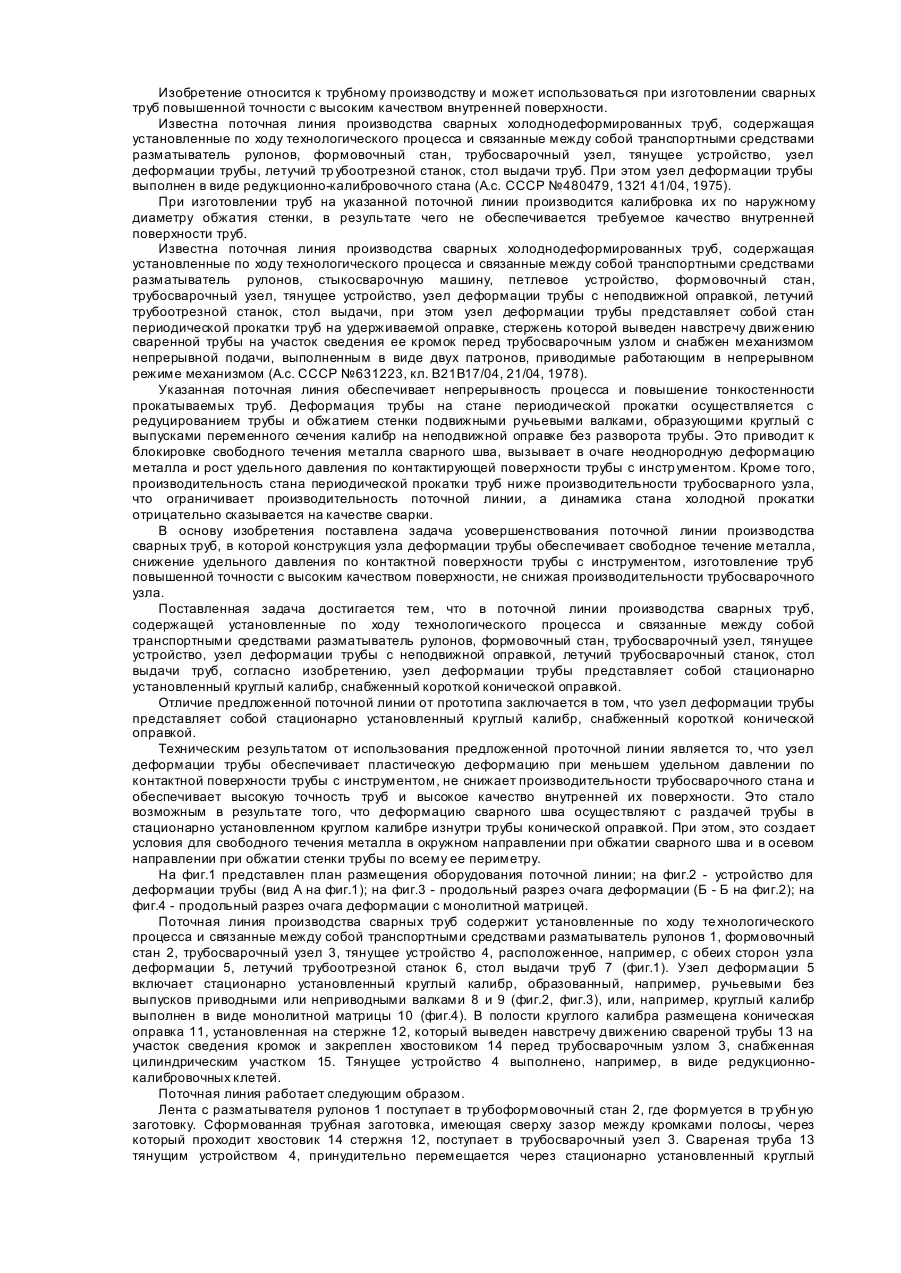
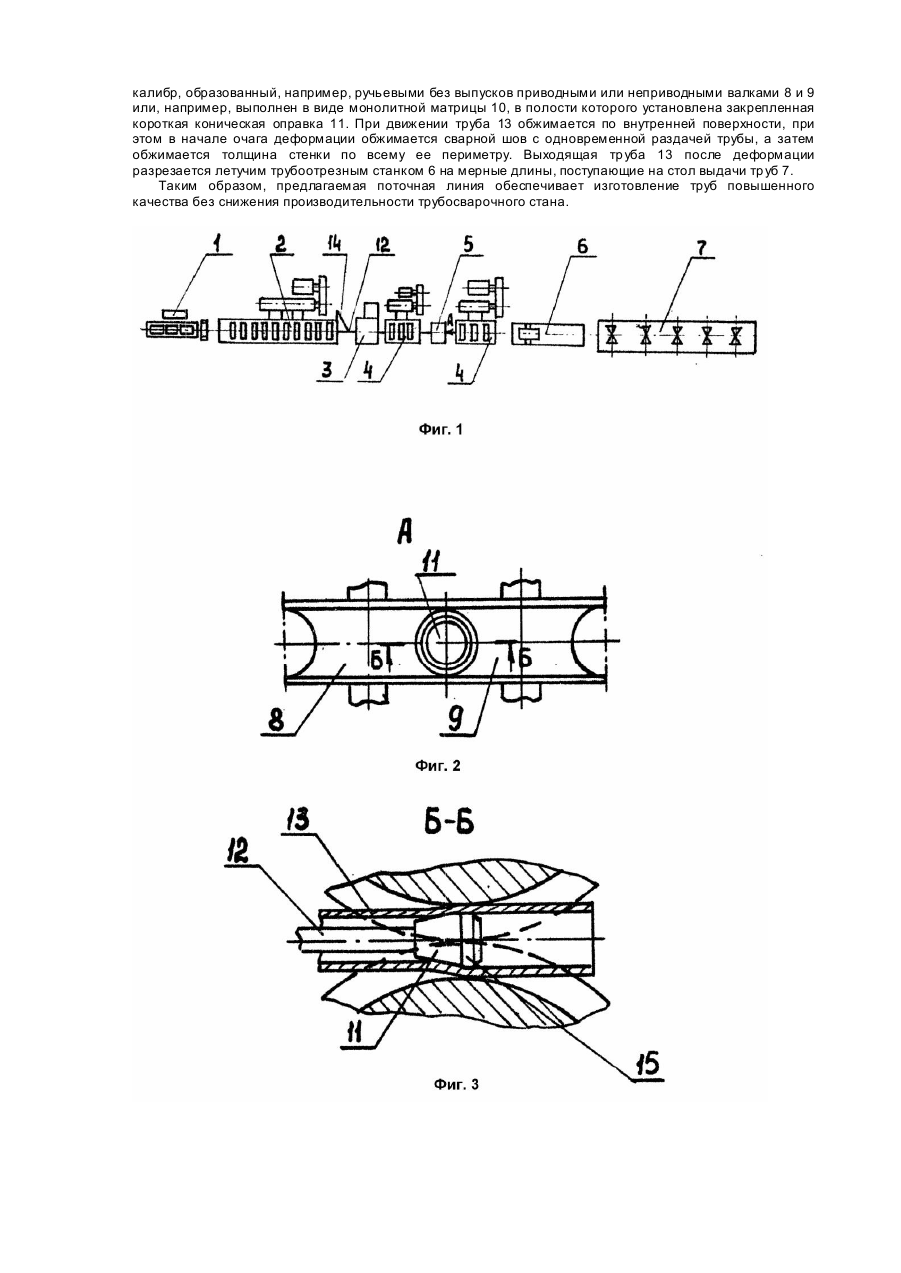
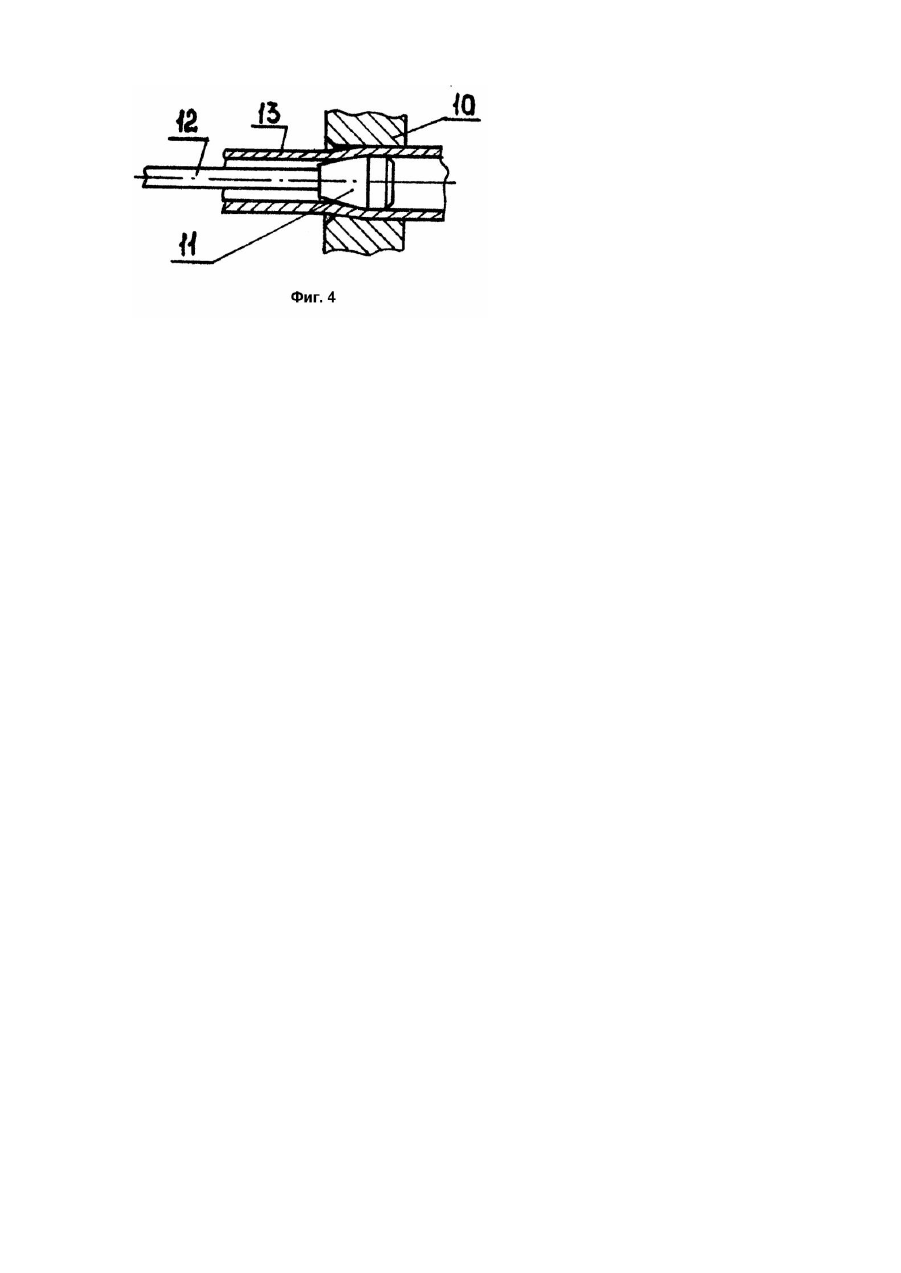
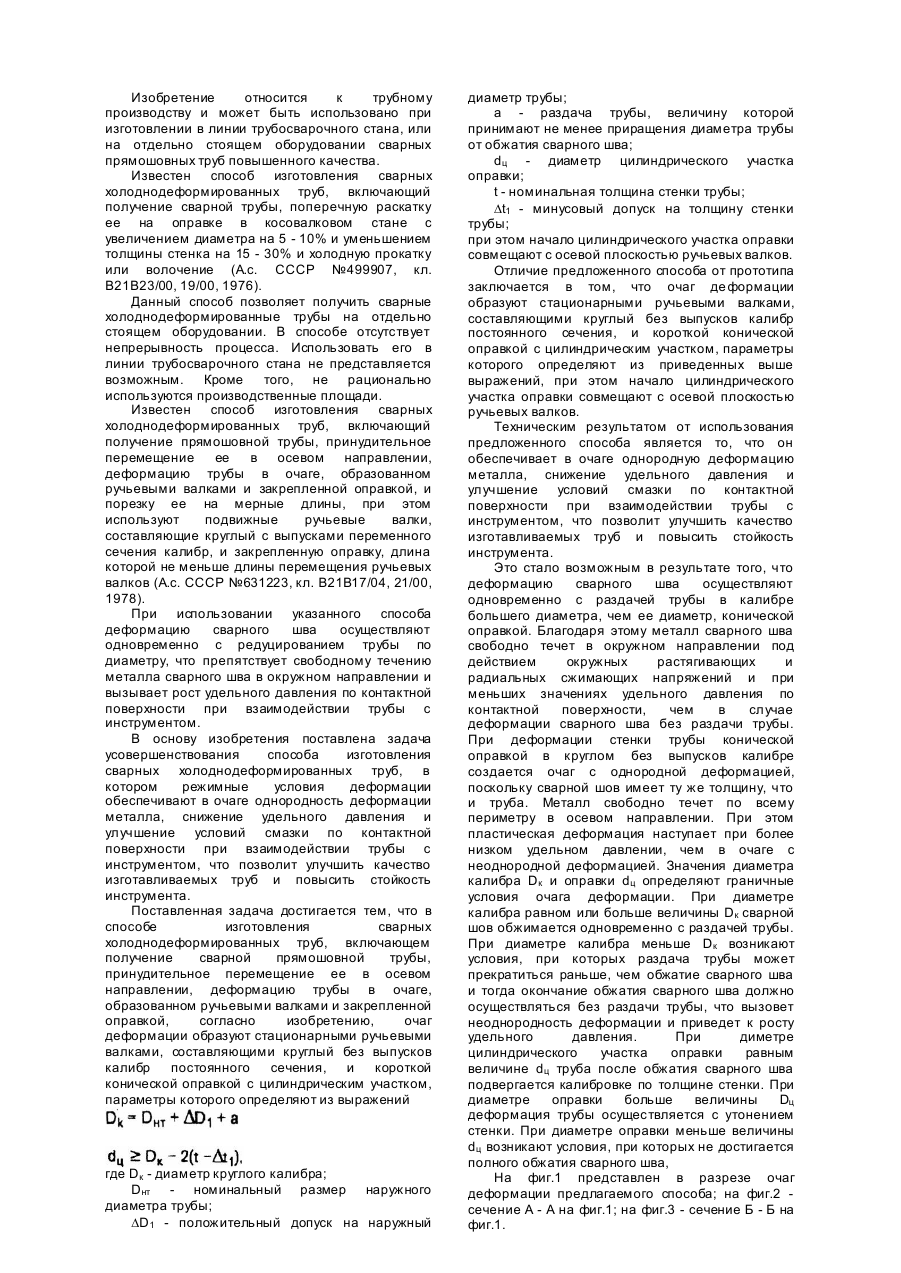
Изобретение относится к трубному производству и может использоваться при изготовлении сварных труб повышенной точности с высоким качеством внутренней поверхности. Известна поточная линия производства сварных холоднодеформированных труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, формовочный стан, трубосварочный узел, тянущее устройство, узел деформации трубы, летучий тр убоотрезной станок, стол выдачи труб. При этом узел деформации трубы выполнен в виде редукционно-калибровочного стана (А.с. СССР №480479, 1321 41/04, 1975). При изготовлении труб на указанной поточной линии производится калибровка их по наружному диаметру обжатия стенки, в результате чего не обеспечивается требуемое качество внутренней поверхности труб. Известна поточная линия производства сварных холоднодеформированных труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, стыкосварочную машину, петлевое устройство, формовочный стан, трубосварочный узел, тянущее устройство, узел деформации трубы с неподвижной оправкой, летучий трубоотрезной станок, стол выдачи, при этом узел деформации трубы представляет собой стан периодической прокатки труб на удерживаемой оправке, стержень которой выведен навстречу движению сваренной трубы на участок сведения ее кромок перед трубосварочным узлом и снабжен механизмом непрерывной подачи, выполненным в виде двух патронов, приводимые работающим в непрерывном режиме механизмом (А.с. СССР №631223, кл. B21B17/04, 21/04, 1978). Указанная поточная линия обеспечивает непрерывность процесса и повышение тонкостенности прокатываемых труб. Деформация трубы на стане периодической прокатки осуществляется с редуцированием трубы и обжатием стенки подвижными ручьевыми валками, образующими круглый с выпусками переменного сечения калибр на неподвижной оправке без разворота трубы. Это приводит к блокировке свободного течения металла сварного шва, вызывает в очаге неоднородную деформацию металла и рост удельного давления по контактирующей поверхности трубы с инстр ументом. Кроме того, производительность стана периодической прокатки труб ниже производительности трубосварного узла, что ограничивает производительность поточной линии, а динамика стана холодной прокатки отрицательно сказывается на качестве сварки. В основу изобретения поставлена задача усовершенствования поточной линии производства сварных труб, в которой конструкция узла деформации трубы обеспечивает свободное течение металла, снижение удельного давления по контактной поверхности трубы с инструментом, изготовление труб повышенной точности с высоким качеством поверхности, не снижая производительности трубосварочного узла. Поставленная задача достигается тем, что в поточной линии производства сварных труб, содержащей установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, формовочный стан, трубосварочный узел, тянущее устройство, узел деформации трубы с неподвижной оправкой, летучий трубосварочный станок, стол выдачи труб, согласно изобретению, узел деформации трубы представляет собой стационарно установленный круглый калибр, снабженный короткой конической оправкой. Отличие предложенной поточной линии от прототипа заключается в том, что узел деформации трубы представляет собой стационарно установленный круглый калибр, снабженный короткой конической оправкой. Техническим результатом от использования предложенной проточной линии является то, что узел деформации трубы обеспечивает пластическую деформацию при меньшем удельном давлении по контактной поверхности трубы с инструментом, не снижает производительности трубосварочного стана и обеспечивает высокую точность труб и высокое качество внутренней их поверхности. Это стало возможным в результате того, что деформацию сварного шва осуществляют с раздачей трубы в стационарно установленном круглом калибре изнутри трубы конической оправкой. При этом, это создает условия для свободного течения металла в окружном направлении при обжатии сварного шва и в осевом направлении при обжатии стенки трубы по всему ее периметру. На фиг.1 представлен план размещения оборудования поточной линии; на фиг.2 - устройство для деформации трубы (вид А на фиг.1); на фиг.3 - продольный разрез очага деформации (Б - Б на фиг.2); на фиг.4 - продольный разрез очага деформации с монолитной матрицей. Поточная линия производства сварных труб содержит установленные по ходу те хнологического процесса и связанные между собой транспортными средствами разматыватель рулонов 1, формовочный стан 2, трубосварочный узел 3, тянущее устройство 4, расположенное, например, с обеих сторон узла деформации 5, летучий трубоотрезной станок 6, стол выдачи труб 7 (фиг.1). Узел деформации 5 включает стационарно установленный круглый калибр, образованный, например, ручьевыми без выпусков приводными или неприводными валками 8 и 9 (фиг.2, фиг.3), или, например, круглый калибр выполнен в виде монолитной матрицы 10 (фиг.4). В полости круглого калибра размещена коническая оправка 11, установленная на стержне 12, который выведен навстречу движению свареной трубы 13 на участок сведения кромок и закреплен хвостовиком 14 перед трубосварочным узлом 3, снабженная цилиндрическим участком 15. Тянущее устройство 4 выполнено, например, в виде редукционнокалибровочных клетей. Поточная линия работает следующим образом. Лента с разматывателя рулонов 1 поступает в тр убоформовочный стан 2, где формуется в тр убн ую заготовку. Сформованная трубная заготовка, имеющая сверху зазор между кромками полосы, через который проходит хвостовик 14 стержня 12, поступает в трубосварочный узел 3. Свареная труба 13 тянущим устройством 4, принудительно перемещается через стационарно установленный круглый калибр, образованный, например, ручьевыми без выпусков приводными или неприводными валками 8 и 9 или, например, выполнен в виде монолитной матрицы 10, в полости которого установлена закрепленная короткая коническая оправка 11. При движении труба 13 обжимается по внутренней поверхности, при этом в начале очага деформации обжимается сварной шов с одновременной раздачей трубы, а затем обжимается толщина стенки по всему ее периметру. Выходящая тр уба 13 после деформации разрезается летучим трубоотрезным станком 6 на мерные длины, поступающие на стол выдачи тр уб 7. Таким образом, предлагаемая поточная линия обеспечивает изготовление труб повышенного качества без снижения производительности трубосварочного стана.
ДивитисяДодаткова інформація
Автори англійськоюLobanov Oleksandr Ivanovych, Serhieiev Viktor Volodymyrovych, Khaustov Heorhii Yosypovych, Pravdin Yurii Mykhailovych, Turenkov Mykola Musiiovych, Raichuk Yurii Isakovych, Kovika Mykola Danylovych, Hladchenko Oleksandr Fedorovych, Novikov Leonid Mykolaiovych
Автори російськоюЛобанов Александр Иванович, Сергеев Виктор Владимирович, Хаустов Георгий Иосифович, Правдин Юрий Михайлович, Туренков Николай Моисеевич, Райчук Юрий Исаакович, Ковика Николай Данилович, Гладченко Александр Федорович, Новиков Леонид Николаевич
МПК / Мітки
МПК: B21B 17/00, B21C 37/06
Мітки: труб, зварних, поточна, виробництва, лінія, холоднодеформованих
Код посилання
<a href="https://ua.patents.su/3-24405-potochna-liniya-virobnictva-zvarnikh-kholodnodeformovanikh-trub.html" target="_blank" rel="follow" title="База патентів України">Поточна лінія виробництва зварних холоднодеформованих труб</a>
Спосіб виготування зварних холоднодеформованих труб
Номер патенту: 24270
Опубліковано: 07.07.1998
Автори: Гладченко Олександр Федорович, Новіков Леонід Миколайович, Райчук Юрій Ісакович, Хаустов Георгій Йосипович, Сергєєв Віктор Володимирович, Сизоненко Григорій Олександрович, Правдін Юрій Михайлович, Лобанов Олександр Іванович, Ковіка Микола Данилович, Туренков Микола Мусійович
МПК: B21B 21/00, B21B 17/00
Мітки: виготування, зварних, спосіб, холоднодеформованих, труб
Формула / Реферат:
Способ изготовления холоднодеформированных труб, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, отличающийся тем, что очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры...
Поточна лінія для виробництва сталевого мисливського дробу
Номер патенту: 4304
Опубліковано: 27.12.1994
Автори: Мудрук Леонід Олександрович, Затуловський Сергій Семенович
МПК: B22F 9/08
Мітки: дробу, виробництва, поточна, сталевого, мисливського, лінія
Формула / Реферат:
Поточная линия для производства стальной охотничьей дроби, включающая последовательно установленные плавильный агрегат, разливочное и распылительное устройства, камеру распыления, дешламационный грохот, сушильный агрегат, термическую печь, сортировочный грохот и связывающие их транспортные устройства, отличающаяся тем, что, с целью повышения качества получаемого продукта за счет стабилизации формы, повышения размерной однородности и...
Технологічна лінія для контролю та обробки зварних труб
Номер патенту: 10025
Опубліковано: 30.09.1996
Автори: Свідлер Валентин Львович, Індицький Борис Менделевич, Куцін Володимир Семенович, Ферлудін Володимир Михайлович, Ксаверчук Леонід Петрович, Попенко Олександр Пилипович, Лохонько Микола Миколайович, Магальник Борис Якович, Гончар Володимир Павлович, Сапригін Хразален Михайлович
МПК: B23Q 41/00, B21C 37/06
Мітки: труб, контролю, технологічна, лінія, обробки, зварних
Формула / Реферат:
1. Технологическая линия для контроля и обработки сварных труб, поступающих с трубоэлектросварочного агрегата, включающая приемный стеллаж, загрузочное устройство, технологическое оборудование, связанное между собой транспортными средствами, устройство для контроля труб и концевой участок линии с карманом для годных труб, отличающаяся тем, что она снабжена системой по меньшей мере из трех трайбаппаратов, между которыми расположено...
Технологічний інструмент для деформації зварних прямошовних труб
Номер патенту: 21998
Опубліковано: 30.04.1998
Автори: Сергєєв Віктор Володимирович, Ковіка Микола Данилович, Правдін Юрій Михайлович, Сизоненко Григорій Олександрович, Фурманов Валерій Борисович, Гладченко Олександр Федорович, Хаустов Георгій Йосипович, Новіков Леонід Миколайович, Лобанов Олександр Іванович, Райчук Юрій Ісакович
МПК: B21C 3/00, B21C 37/06
Мітки: зварних, прямошовних, технологічний, інструмент, деформації, труб
Формула / Реферат:
Технологический инструмент ія деформации сварных прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой круглый калибр, у которого...
Спосіб безперервного виробництва електрозварних холоднодеформованих труб з корозійностійких сталей
Номер патенту: 17989
Опубліковано: 17.06.1997
Автори: Гладченко Олександр Федорович, Ковіка Микола Данилович, Хаустов Георгій Йосипович, Крижевський Аркадій Захарович, Ханін Марко Ісаакович, Балтакса Павло Михайлович, Лобанов Олександр Іванович, Бут Олександр Володимирович, Новіков Леонід Миколайович, Ромакін Віктор Савелійович, Туренков Микола Мойсейович, Фурманов Валерій Борисович
МПК: B21B 21/00, B21C 37/08
Мітки: спосіб, сталей, холоднодеформованих, безперервного, корозійностійких, труб, електрозварних, виробництва
Формула / Реферат:
Способ непрерывного производства электросварных холоднодеформированных труб из коррозионностойких сталей, при котором полосу формуют в трубную заготовку, сваривают ее продольные кромки, калибруют полученную трубу сначала в калибровочном стане, а затем в фильере, правят и разрезают на мерные длины, отличающийся тем, что перед калиброванием трубу подвергают индукционному нагреву до температуры 450-800°С, выдержке в нагретом состоянии,...
Попередній патент: Пристрій для зменшення вібрацій радіоелементів
Наступний патент: Пристрій для кріплення друкованих плат
Випадковий патент: Спосіб підбору телиць і корів для комплектування маточного поголів'я стад української чорно-рябої молочної породи