Спосіб одержання кільцевих заготовок з високоміцного чавуну вакуумним всмоктуванням
Номер патенту: 10319
Опубліковано: 15.11.2005
Автори: Лахненко Володимир Леонідович, Шуміхін Володимир Сергійович, Потрух Олександр Григорович
Формула / Реферат
Спосіб одержання кільцевих заготовок з високоміцного чавуну вакуумним всмоктуванням, що включає всмоктування рідкого чавуну за рахунок створення розрідження, тверднення металу у виливку та злив залишку чавуну, який відрізняється тим, що чавун безупинно модифікують при переливанні, пропускають через шар захисного шлаку, а всмоктування високоміцного чавуну в стопочні форми здійснюють періодично при температурі 1620-1670 К з глибини розплаву, що знаходиться під шаром захисного шлаку на рівні 1/8-1/2 висоти стовпа рідкого чавуну від межі розділу шлак - метал.
Текст
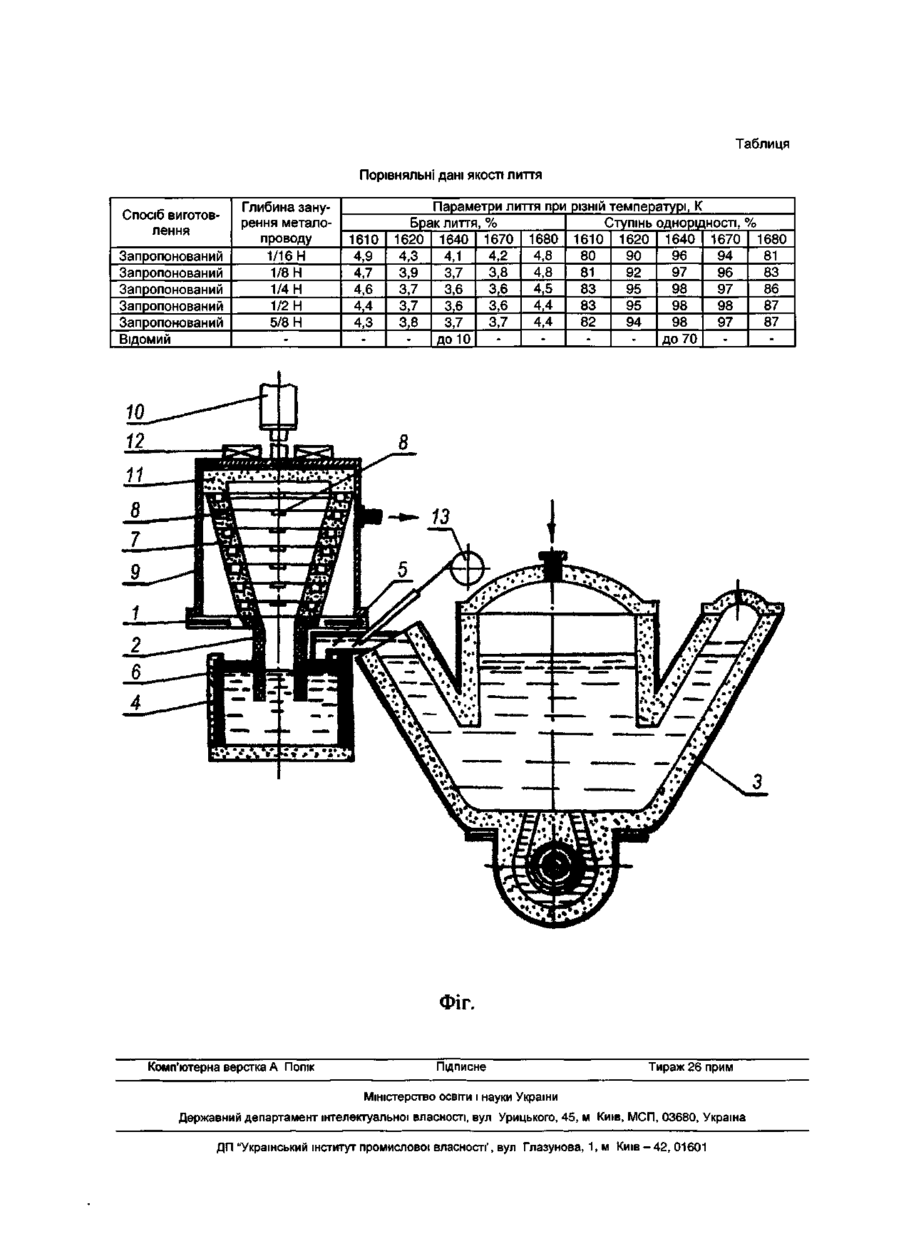
Спосіб одержання кільцевих заготовок з високоміцного чавуну вакуумним всмоктуванням, що включає всмоктування рідкого чавуну за рахунок створення розрідження, тверднення металу у виливку та злив залишку чавуну, який відрізняється тим, що чавун безупинно модифікують при переливанні, пропускають через шар захисного шлаку, а всмоктування високоміцного чавуну в стопочні форми здійснюють періодично при температурі 1620-1670 К з глибини розплаву, що знаходиться під шаром захисного шлаку на рівні 1/8-1/2 висоти стовпа рідкого чавуну від межі розділу шлак - метал. Корисна модель відноситься до галузі ливарного виробництва і може бути використаним при виготовленні кільцевих заготовок деталей типу поршневих кілець, втулок і інших деталей з високоміцного чавуну. Є відомим спосіб заливання чавуну в стопочні форми, який застосовується для виготовлення заготовок поршневих кілець [Молдаванов В.П., Пикман А.Р., Авербух В.Х. Производство поршневых колец двигателей внутреннего сгорания. М: 1980, с.73]. Спосіб включає операції виготовлення форм із піщано-глинистих сумішей, складання їх у стопки, заливання стопки форм металом з ковша і вибивання форм після затвердіння заготовок. У цьому способі через розвинуту ливникову систему і малу вагу виливків коефіцієнт виходу придатного лиття складає всього 20-30%, а нерівномірність температурних піль тверднення виливків призводить до підвищення кількості браку. Є відомим спосіб одержання виливків вакуумним всмоктуванням [заявка Японії 59- 147768, заявл. 15.02.1983, опубл. 24.08.1984, МПК В22Д18/06]. У відомому способі виготовлення виливків здійснюється шляхом опускання частини керамічної форми у ванну з розплавом, створення розрідження у формі, за рахунок чого рідкий метал надходить у форму і там твердне. Недоліком способу є висока вартість виливків, зумовлена низьким коефіцієнтом виходу придатного лиття та складністю механізації й автоматизації процесу одержання заготовок. Найбільш близьким є спосіб одержання лиття вакуумним всмоктуванням [заявка Японії 6083744, заявл. 12.10.1983, опубл. 13.05.1985, МПК В22С9/08]. Відповідно до цього способу разова форма, виготовлена з газопроникного матеріалу, що складається з напівформ низу і верха, заповнюється металом за рахунок створюваного розрідження через стояки, надливні частини та живильники. Після заливання форму піднімають з металоємності. До цього моменту метал, що знаходиться в живильниках, уже встиг затвердіти, а метал, що знаходиться в стояках і надливних частинах, ще перебуває в рідкому стані. Тому метал стікає зі стояків і надливних частин назад у піч. У відомому способі лиття ускладнено одержання якісних виливків. Шлакові включення та продукти руйнування форми, що накопичуються на дзеркалі металу, попадають у порожнину виливка. Модифікування рідкого чавуну за відомою схемою не може завдати істотного позитивного впливу на якість чавуну. Внаслідок зниження ефекту модифікування під час витримки рідкого чавуну в печі спостерігається неоднорідність структури і властивостей у виливках. Крім того, одержання виливків з високоміцного чавуну супроводжується підвищеною витратою модифікатора через вигоряння у печі і низьке співвідношення ваги виливка і ваги металу в металоємності. Застосування разової одномісної форми ускладнює проведення механізації процесу зборки. При такій схемі одержання виливків неможливо досягти високої продуктивності. (24)15.11.2005 О) со О) 10319 Низька якість лиття, підвищена витрата матеріалів збільшує собівартість лиття Задачею даного винаходу є підвищення якості виливків Поставлена задача досягається тим, що в способі одержання кільцевих заготовок з високоміцного чавуну вакуумним всмоктуванням, що включає всмоктування рідкого чавуну за рахунок створюваного розрідження, затвердіння металу у виливку і зливу залишку чавуну в піч, згідно з корисною моделлю, чавун безупинно модифікують при переливі, пропускають через шар захисного шлаку, а всмоктування високоміцного чавуну в стопочні форми роблять періодично при температурі 1620-1670К із глибини розплаву, що знаходиться під шаром захисного шлаку на рівні від 1/8 до 1/2 висоти стовпа рідкого чавуну від границі шлак - метал Безупинне модифікування чавуну в струмені при переливі в камеру, з якої здійснюється всмоктування, забезпечує одержання якісних однорідних за властивостями і структурою виливків у процесі всього циклу виробництва Пропущення модифікованого чавуну через шар захисного шлаку практично усуває його контакт з атмосферою Ізоляція поверхні рідкого модифікованого чавуну в камері від взаємодії з повітрям зменшує вигоряння присадок і збільшує час збереження ефекту модифікування Цей фактор сприяє підвищенню якості заготовок за рахунок збільшення ступеню однорідності властивостей, структури і зниженню собівартості за рахунок зменшення витрати присадок, що модифікують Періодичне всмоктування високоміцного чавуну в стопочні форми при температурі 1620-1670К з глибини розплаву, що знаходиться під шаром захисного шлаку на рівні від 1/8 до 1/2 висоти стовпа рідкого чавуну, забезпечує досягнення високої якості литих заготовок за рахунок запобігання попадання шлакових включень у порожнину виливка, усунення поверхневого пригару і недоливів Досягнення високої якості лиття реалізується всмоктуванням чавуну при температурі 1620-1670К При цій температурі чавун має добру рідкотекучість, що дозволяє досягати повного заповнення порожнин тонкостінних виливків, таких як поршневі кільця Крім цього, термостійкість стержнів, виготовлених із кварцового піску, дозволяє при обраному діапазоні температури досягати високої якості поверхні заготовок При зниженні нижньої межі температури рідкотекучість чавуну недостатня для заповнення порожнини форми Перевищення верхньої межі температури (більше 1670К) при всмоктуванні призводить до появи на поверхні виливка пригару Позитивний ефект всмоктування високоміцного чавуну з глибини розплаву, що знаходиться під шаром захисного шлаку на рівні від 1/8 до 1/2 висоти стовпа рідкого чавуну від границі розділу шлак - метал, полягає в надійному забезпеченні форми якісним металом При всмоктуванні чавуну на рівні вище 1/8 висоти стовпа рідкого чавуну в металоємності з'являється імовірність підсмоктування у форму з чавуном шлакових включень і зниження якості заготовок При всмоктуванні на рівні нижче 1/2 висоти стовпа рідкого чавуну в металоємності збільшується поверхня контакту металопроводу і розплаву Збільшення контакту взаємодії буде сприяти збільшенню швидкості насичення розплаву продуктами розчинення і підвищеній витраті матеріалу металопроводу Насичення розплаву продуктами розчинення знижує якість лиття, а підвищена витрата матеріалу металопроводу збільшує собівартість лиття На рисунку показано схему запропонованого способу лиття, що включає основу, що охолоджується водою 1, яка може переміщатися по висоті, металопровід 2, міксер для дозування 3, з якого рідкий чавун переливається в металоприймач, що підігрівається, 4 для всмоктування Між міксером і металоприймачем для всмоктування встановлено закритий жолоб 5 На дзеркалі рідкого чавуну в металоприймачі знаходиться шар захисного шлаку 6 На основі встановлено стопку стержнів 7 з бічними внутрішніми живильниками 8 Зверху на основу зі стопкою стрижнів установлюється вакуумна камера 9 з притискним механізмом 10, теплоізоляцією 11 і системою витяжки 12 Над жолобом міксера встановлено механізм для безупинного модифікування чавуну 13 Запропонований спосіб одержання заготовок реалізується таким чином На основу, що охолоджується встановлюється металопровід 3 дозуючого міксера при температурі 1620-1670К чавун переливають у металоприймач, що підігрівається При переливі чавун безупинно модифікують у закритому жолобі Відразу ж після заповнення металоприймача модифікованим чавуном на дзеркалі металу наводиться шар захисного шлаку На основу встановлюється стопка стержнів, і опускається вакуумна камера з притискним механізмом Камера з'єднується з вакуумною системою і провадиться всмоктування модифікованого чавуну у форму, що складається зі стержнів Після витримки чавуну у формі протягом 10-20с для затвердіння заготовок здійснюється відключення вакуумної системи і злив залишку рідкого чавуну з каналу форми та металопроводу в металоємність Потім провадиться підйом камери, заміна стопки стрижнів, і технологічний цикл повторюється При зниженні рівня модифікованого чавуну в металоприймачі здійснюється подача вихідного чавуну з міксера При заповненні металоприймача вихідний чавун модифікують у закритому жолобі Для одержання порівняльних даних виготовляли однотипні деталі (заготовки поршневих кілець) за відомим та запропонованим способами протягом тривалої безупинної роботи Якість виливків визначали порівняльним аналізом браку після механічної обробки, а також ступеню однорідності структури виливків Отримані дані зведено в таблиці Як видно з таблиці, брак при литті в заготовках, отриманих за відомим способом, досягає 10%, що значно вище, ніж у заготовках, одержаних за запропонованим способом Ступінь однорідності структури і властивостей у заготовках поршневих кілець за запропонованим способом досягає 97%, тоді як за відомим способом - до 70% Таблиця Порівняльні дані якості лиття Спосіб виготовлення Глибина занурення металопроводу Запропонований Запропонований Запропонований Запропонований Запропонований Відомий 1/16 Н 1/8 Н 1/4 Н 1/2 Н 5/8 Н Комп'ютерна верстка А Попік 1610 49 , 4,7 46 , 44 , 43 , Параметри лиття при різній температурі, К Ступінь однорідності, % Брак лиття, % 1620 1640 1670 1680 1610 1620 1640 1670 1680 48 , 94 42 , 80 96 81 43 , 90 41 , 38 , 48 , 97 83 39 , 37 , 81 92 96 45 , 37 , 36 , 83 98 97 86 95 36 , 44 , 87 36 , 98 37 , 83 98 36 , 95 44 , 37 , 87 82 94 97 3,8 37 , 98 до 70 до 10 Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності', вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining the ring-shaped billets of high-strength cast iron by vacuum suction
Автори англійськоюPotrukh Oleksandr Hryhorovych, Shumikhin Volodymyr Serhiiovych, Lakhnenko Volodymyr Leonidovych
Назва патенту російськоюСпособ получения кольцевых заготовок из высокопрочного чугуна вакуумным всасыванием
Автори російськоюПотрух Александр Григорьевич, Шумихин Владимир Сергеевич, Лахненко Владимир Леонидович
МПК / Мітки
МПК: B22D 18/06, B22C 9/00
Мітки: всмоктуванням, кільцевих, високоміцного, одержання, заготовок, вакуумним, спосіб, чавуну
Код посилання
<a href="https://ua.patents.su/4-10319-sposib-oderzhannya-kilcevikh-zagotovok-z-visokomicnogo-chavunu-vakuumnim-vsmoktuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання кільцевих заготовок з високоміцного чавуну вакуумним всмоктуванням</a>
Спосіб безперевного лиття заготовок із високоміцного магнієвого чавуну
Номер патенту: 4378
Опубліковано: 27.12.1994
Автори: Жельніс Мечислав Венцович, Черняк Борис Олегович, Шуміхін Володимир Сергійович, Сніжко Анатолій Андрійович, Овчаренко Микола Трохимович, Шинський Олег Йосипович, Альтер Володимир Федорович, Походня Ігор Костянтинович, Раздобарін Іван Григорович
МПК: B22D 11/00
Мітки: спосіб, магнієвого, безперевного, високоміцного, чавуну, лиття, заготовок
Формула / Реферат:
1. Способ непрерывного литья заготовок из высокопрочного магниевого чугуна, включающий периодическую или непрерывную подачу чугуна в металлоприемник с кристаллизатором, обработку чугуна в металлоприемникс магнием и вытягивание заготовки из кристаллизатора, отличающийся тем, что, с целью повышения выхода годного за счет однородности физико-мeханичсских свойств заготовки и улучшения условий труда, чугун обрабатывают магнием, подаваемым в...
Спосіб одержання чавуну і спосіб одержання сталі (варіанти)
Номер патенту: 63969
Опубліковано: 16.02.2004
Автори: Урагамі Акіра, Іто Сузо, Токуда Кодзі
МПК: C21B 11/10, C22B 9/20, C21B 13/12, C21C 5/52
Мітки: варіанти, одержання, спосіб, чавуну, сталі
Формула / Реферат:
1. Спосіб одержання рідкого чавуну, що містить від 1,5 до 4,5% вуглецю, який полягає в тому, що:(a) використовують суміш оксиду заліза і вуглецевмісного відновника;(b) виготовляють формований продукт з вуглецевмісного відновника і оксиду заліза;(c) одержують тверде відновлене залізо з формованого продукту, що має металізацію принаймні 60%, питому щільність принаймні 1,7 і вміст вуглецю принаймні 50% від теоретичної...
Спосіб одержання синтетичного низьколегованого зносостійкого чавуну при відцентровому литті двошарових заготовок
Номер патенту: 5088
Опубліковано: 15.02.2005
Автори: Костенко Дмитро Георгієвич, Пелікан Олег Анатолійович, Каричковський Петро Микитович, Шуміхін Володимир Сергійович, Костенко Георгій Дмитрович, Суржиков Андрій Федорович
МПК: C21C 1/02
Мітки: зносостійкого, синтетичного, одержання, двошарових, спосіб, чавуну, низьколегованого, відцентровому, заготовок, литті
Формула / Реферат:
1. Спосіб одержання синтетичного низьколегованого зносостійкого чавуну при відцентровому литті двошарових заготовок, що включає індукційну плавку вихідних шихтових матеріалів з процесом термочасової обробки розплаву перед розливанням, примусове прискорене охолодження залитого розплаву робочого шару у виливниці, нанесення кисненепроникного покриття на залиту поверхню робочого шару, гомогенізуючий високотемпературний відпуск виливка у...
Спосіб обробки високоміцного чавуну
Номер патенту: 53180
Опубліковано: 15.01.2003
Автори: Баранов Олександр Олександрович, Баранов Дмитро Олександрович
МПК: C21D 5/00
Мітки: високоміцного, чавуну, обробки, спосіб
Формула / Реферат:
1. Спосіб обробки високоміцного чавуну, який включє нагрівання, пластичну деформацію в інтервалі 800 - 1100°С і охолоджування, який відрізняється тим, що нагрівання ведуть зі швидкістю 5 - 100°С/хв до температури вище за точку Ас1 на 250 - 350°С ступінчасто з температурними зупинками, а пластичну деформацію ведуть під час температурних зупинок, розділених одна від одної інтервалом
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович, Марченко Станіслав Вікторович
МПК: B23K 35/368
Мітки: зварювання, порошковий, чавуну, дріт, високоміцного, наплавлення
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Попередній патент: Спосіб відновлення цапф тріангелів гальмівної важільної передачі вагонів
Наступний патент: Апарат для створення високого тиску і температури
Випадковий патент: Композиція інгредієнтів для настоянки гіркої "мягков. медова з перцем"