Установка для вакуумно-плазмової обробки виробів
Номер патенту: 25285
Опубліковано: 10.08.2007
Автори: Грігорьєв Сєргєй Ніколаєвіч, Андреєв Анатолій Опанасович, Ступак Римма Іванівна, Шулаєв Валерій Михайлович, Саблєв Леонід Павлович
Формула / Реферат
1. Установка для вакуумно-плазмової обробки виробів, що містить вакуумну камеру, розміщену усередині її перегородку з отворами, що розділяє вакуумну камеру на робочу камеру й емісійну камеру, катод, розташований в емісійній камері, тримач виробів, установлений у робочій камері й виконаний з можливістю обертання навколо осі робочої камери, джерело живлення вакуумно-дугового розряду, позитивний полюс якого підключений до корпусу вакуумної камери, джерело живлення стиснутого вакуумно-дугового розряду, підключене негативним полюсом до корпусу вакуумної камери, а позитивним - до тримача виробів, яка відрізняється тим, що робоча камера виконана співвісно емісійній камері, перегородка виконана у вигляді заглушеної з обох торців труби, вісь якої перпендикулярна робочій поверхні катода, отвори виконані уздовж бічної поверхні труби.
2. Установка за п. 1, яка відрізняється тим, що катод розташований на осі емісійної камери.
Текст
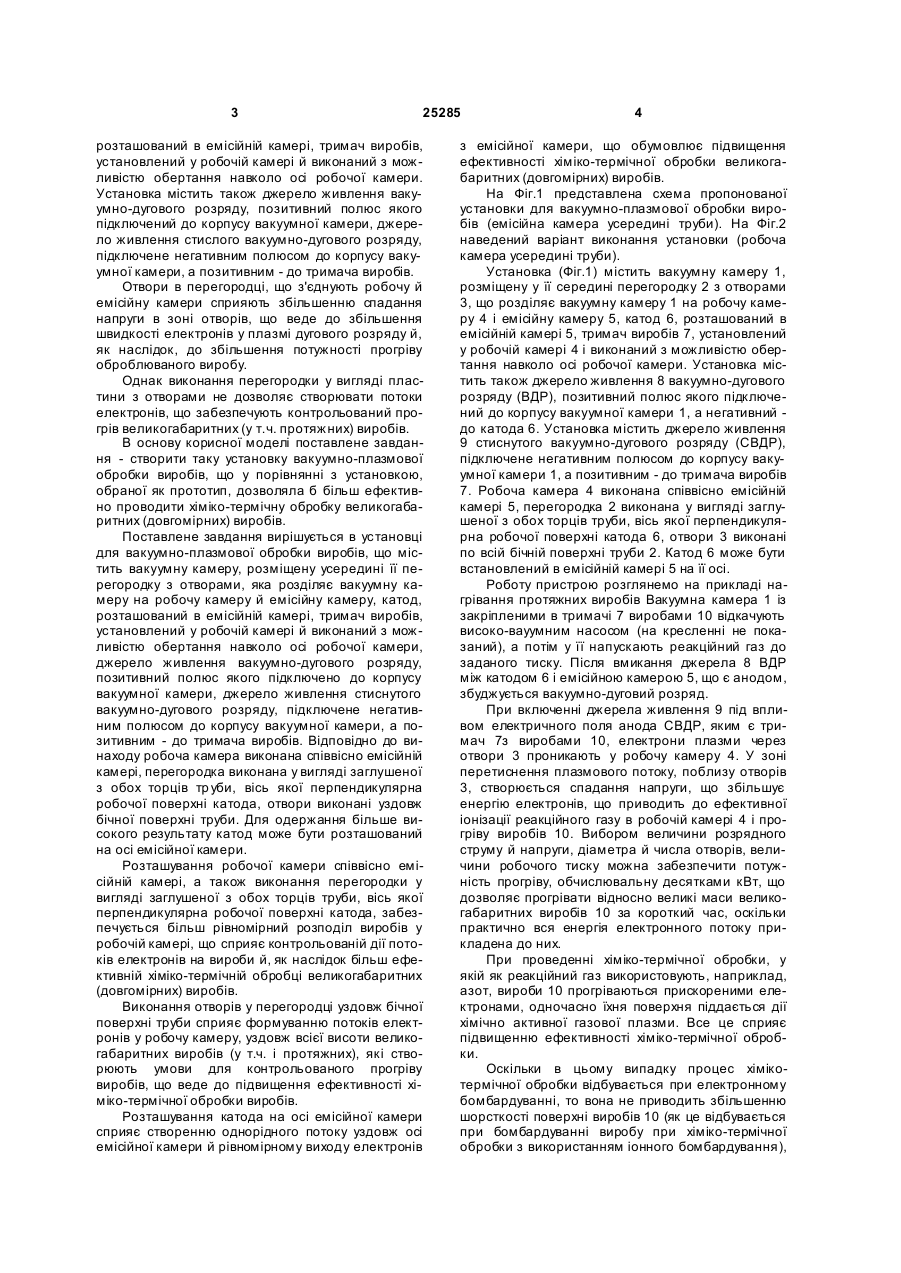
1. Установка для вакуумно-плазмової обробки виробів, що містить вакуумну камеру, розміщену усередині її перегородку з отворами, що розділяє вакуумну камеру на робочу камеру й емісійну камеру, катод, розташований в емісійній камері, 3 25285 розташований в емісійній камері, тримач виробів, установлений у робочій камері й виконаний з можливістю обертання навколо осі робочої камери. Установка містить також джерело живлення вакуумно-дугового розряду, позитивний полюс якого підключений до корпусу вакуумної камери, джерело живлення стислого вакуумно-дугового розряду, підключене негативним полюсом до корпусу вакуумної камери, а позитивним - до тримача виробів. Отвори в перегородці, що з'єднують робочу й емісійну камери сприяють збільшенню спадання напруги в зоні отворів, що веде до збільшення швидкості електронів у плазмі дугового розряду й, як наслідок, до збільшення потужності прогріву оброблюваного виробу. Однак виконання перегородки у вигляді пластини з отворами не дозволяє створювати потоки електронів, що забезпечують контрольований прогрів великогабаритних (у т.ч. протяжних) виробів. В основу корисної моделі поставлене завдання - створити таку установку вакуумно-плазмової обробки виробів, що у порівнянні з установкою, обраної як прототип, дозволяла б більш ефективно проводити хіміко-термічну обробку великогабаритних (довгомірних) виробів. Поставлене завдання вирішується в установці для вакуумно-плазмової обробки виробів, що містить вакуумну камеру, розміщену усередині її перегородку з отворами, яка розділяє вакуумну камеру на робочу камеру й емісійну камеру, катод, розташований в емісійній камері, тримач виробів, установлений у робочій камері й виконаний з можливістю обертання навколо осі робочої камери, джерело живлення вакуумно-дугового розряду, позитивний полюс якого підключено до корпусу вакуумної камери, джерело живлення стиснутого вакуумно-дугового розряду, підключене негативним полюсом до корпусу вакуумної камери, а позитивним - до тримача виробів. Відповідно до винаходу робоча камера виконана співвісно емісійній камері, перегородка виконана у вигляді заглушеної з обох торців тр уби, вісь якої перпендикулярна робочої поверхні катода, отвори виконані уздовж бічної поверхні труби. Для одержання більше високого результату катод може бути розташований на осі емісійної камери. Розташування робочої камери співвісно емісійній камері, а також виконання перегородки у вигляді заглушеної з обох торців труби, вісь якої перпендикулярна робочої поверхні катода, забезпечується більш рівномірний розподіл виробів у робочій камері, що сприяє контрольованій дії потоків електронів на вироби й, як наслідок більш ефективній хіміко-термічній обробці великогабаритних (довгомірних) виробів. Виконання отворів у перегородці уздовж бічної поверхні труби сприяє формуванню потоків електронів у робочу камеру, уздовж всієї висоти великогабаритних виробів (у т.ч. і протяжних), які створюють умови для контрольованого прогріву виробів, що веде до підвищення ефективності хіміко-термічної обробки виробів. Розташування катода на осі емісійної камери сприяє створенню однорідного потоку уздовж осі емісійної камери й рівномірному виходу електронів 4 з емісійної камери, що обумовлює підвищення ефективності хіміко-термічної обробки великогабаритних (довгомірних) виробів. На Фіг.1 представлена схема пропонованої установки для вакуумно-плазмової обробки виробів (емісійна камера усередині труби). На Фіг.2 наведений варіант виконання установки (робоча камера усередині труби). Установка (Фіг.1) містить вакуумну камеру 1, розміщену у її середині перегородку 2 з отворами 3, що розділяє вакуумну камеру 1 на робочу камеру 4 і емісійну камеру 5, катод 6, розташований в емісійній камері 5, тримач виробів 7, установлений у робочій камері 4 і виконаний з можливістю обертання навколо осі робочої камери. Установка містить також джерело живлення 8 вакуумно-дугового розряду (ВДР), позитивний полюс якого підключений до корпусу вакуумної камери 1, а негативний до катода 6. Установка містить джерело живлення 9 стиснутого вакуумно-дугового розряду (СВДР), підключене негативним полюсом до корпусу вакуумної камери 1, а позитивним - до тримача виробів 7. Робоча камера 4 виконана співвісно емісійній камері 5, перегородка 2 виконана у вигляді заглушеної з обох торців труби, вісь якої перпендикулярна робочої поверхні катода 6, отвори 3 виконані по всій бічній поверхні труби 2. Катод 6 може бути встановлений в емісійній камері 5 на її осі. Роботу пристрою розглянемо на прикладі нагрівання протяжних виробів Вакуумна камера 1 із закріпленими в тримачі 7 виробами 10 відкачують високо-вауумним насосом (на кресленні не показаний), а потім у її напускають реакційний газ до заданого тиску. Після вмикання джерела 8 ВДР між катодом 6 і емісійною камерою 5, що є анодом, збуджується вакуумно-дуговий розряд. При включенні джерела живлення 9 під впливом електричного поля анода СВДР, яким є тримач 7з виробами 10, електрони плазми через отвори 3 проникають у робочу камеру 4. У зоні перетиснення плазмового потоку, поблизу отворів 3, створюється спадання напруги, що збільшує енергію електронів, що приводить до ефективної іонізації реакційного газу в робочій камері 4 і прогріву виробів 10. Вибором величини розрядного струму й напруги, діаметра й числа отворів, величини робочого тиску можна забезпечити потужність прогріву, обчислювальну десятками кВт, що дозволяє прогрівати відносно великі маси великогабаритних виробів 10 за короткий час, оскільки практично вся енергія електронного потоку прикладена до них. При проведенні хіміко-термічної обробки, у якій як реакційний газ використовують, наприклад, азот, вироби 10 прогріваються прискореними електронами, одночасно їхня поверхня піддається дії хімічно активної газової плазми. Все це сприяє підвищенню ефективності хіміко-термічної обробки. Оскільки в цьому випадку процес хімікотермічної обробки відбувається при електронному бомбардуванні, то вона не приводить збільшенню шорсткості поверхні виробів 10 (як це відбувається при бомбардуванні виробу при хіміко-термічної обробки з використанням іонного бомбардування), 5 25285 що також обумовлює високу ефективність хімікотермічної обробки. Приклад. У робочій камері 4, у якій розташований механізм планетарного обертання тримача 7, установлювали вироби 10, що представляють собою сталеві труби в кількості 12шт., діаметром 100мм, довжиною 750мм, товщиною стінки 3мм. Вироби 10 розташовували навколо перегородки 2, що мала по всій бічній поверхні рівномірно розташовані 150 отворів, діаметром 6мм. Загальна вага труб становила ~ 65кг. Діаметр титанового катода 6, розташованого в емісійній камері 5 складав 100мм. Робочу 4 і емісійну 5 камери відкачували до тиску 1,3х 10-3 Па, а потім до них напускали аргон до тиску 0,5 Па. Після вмикання джерела 8 постійного струму між катодом 6 і емісійною камерою 5, що є анодом, збуджується вакуумнодуговий розряд і в емісійній камері 5 виникала аргонова плазма. Після вмикання джерела живлення 9, електрони плазми через отвори 3 проникали в робочу камеру 4 і іонізували газ у її просторі. На Комп’ютерна в ерстка Л. Купенко 6 явність отворів 3 у перегородці 2 сприяло збільшенню енергії електронів, що приводило до ефективної іонізації газу в робочій камері 4 і прогріву виробів 10 (у цьому випадку до 500°С). Час прогріву складав близько 20хв. Обертання виробів 10 навколо спільної осі здійснювали зі швидкістю 30 про/хв. За один оберт навколо спільної осі кожний виріб 10 поверталося на один оберт навколо власної осі. Хіміко-термічну обробку проводили при напуску в робочу камеру реакційного газу (азоту). Процес азотування проходив при температурі 500°С на протязі 30хв. Товщина утвореного азотованого шару на поверхні оброблюваних виробів складав ~ 30мкм. У такий спосіб пропонована установка дозволяє в порівнянні з установкою, обраною як прототип, більш ефективно проводити хіміко-термічну обробку великогабаритних (довгомірних) виробів. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for vacuum-plasma treatment of articles
Автори англійськоюSabliev Leonid Pavlovych, Andreiev Anatolii Opanasovych, Shulaiev Valerii Mykhailovych, Stupak Rymma Ivanivna
Назва патенту російськоюУстановка для вакуумно-плазменной обработки изделий
Автори російськоюСаблев Леонид Павлович, Андреев Анатолий Афанасьевич, Шулаев Валерий Михайлович, Ступак Римма Ивановна
МПК / Мітки
МПК: C23C 8/00
Мітки: установка, виробів, обробки, вакуумно-плазмової
Код посилання
<a href="https://ua.patents.su/3-25285-ustanovka-dlya-vakuumno-plazmovo-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Установка для вакуумно-плазмової обробки виробів</a>
Пристрій вакуумно-плазмової обробки виробів

Номер патенту: 53365
Опубліковано: 15.02.2006
Автори: Шулаєв Валерій Михайлович, Андреєв Анатолій Опанасович, Саблев Леонід Павлович
МПК: C23C 8/06
Мітки: вакуумно-плазмової, виробів, обробки, пристрій
Формула / Реферат:
Корисна модель відноситься до медицини, а саме до дерматології і може бути використана для лікування хворих на атопічний дерматит.Атопічний дерматит (АД) є одним з найбільш поширених дерматозів, який має високу питому вагу в структурі алергічних хвороб людини. АД на сьогодні залишається важливою медико-соціальною проблемою, значимість якої визначається неухильним ростом захворюваності, більш ранньою появою перших ознак дерматозу,...
Пристрій для вакуумно-плазмової обробки виробів

Номер патенту: 19678
Опубліковано: 25.12.1997
Автори: Саблєв Леонід Павлович, Луньов Валентин Митрофанович, Григор'єв Сергій Миколайович, Андреєв Анатолій Афанасійович
МПК: C23C 14/32
Мітки: вакуумно-плазмової, обробки, пристрій, виробів
Формула / Реферат:
(57) 1. Устройство для вакуумно-плазменной обработки изделий, содержащее источник питания, цилиндрическую камеру, экран, разделяющий камеру на рабочий объем, с размещенными в нем анодом и держателем изделий, и дополнительный, с размещенным в нем расходуемым катодом, отличающееся тем, что экран снабжен диафрагмой, размещенной по оси камеры с зазором относительно экрана и обеспечивающей оптическую непрозрачность рабочих поверхностей катода...
Установка для комплексної обробки поверхні виробів у вакуумі
Номер патенту: 79773
Опубліковано: 25.07.2007
Автори: Шулаєв Валерій Михайлович, Грігорьєв Сєргєй Ніколаєвіч, Ступак Римма Іванівна, Андреєв Анатолій Опанасович, Саблев Леонід Павлович
МПК: C23C 14/24, C23C 8/06
Мітки: поверхні, вакуумі, комплексної, установка, виробів, обробки
Формула / Реферат:
Установка для комплексної обробки поверхні виробів у вакуумі, яка містить робочу камеру з ізольованим тримачем виробів, емісійну камеру з витратним електродом, яка має стінку з отворами, спільну з робочою камерою, основне джерело живлення, позитивний полюс якого підключений до корпусів камер, а негативний полюс виконаний з можливістю підключення до витратного електрода, додаткове джерело живлення, позитивний полюс якого виконаний з можливістю...
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труб
Номер патенту: 71519
Опубліковано: 15.11.2004
Автор: Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: іонно-плазмової, поверхні, внутрішньої, обробки, пристрій, плазмовий, типу, труб, тріодного
Формула / Реферат:
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труби, що складається з трубчатого катода з діаметром Д1, змонтованої на катоді системи ініціювання дугового розряду, співвісної катоду циліндричної анодної конструкції з діаметром Д2, між якими ввімкнуте джерело живлення дугового розряду, співвісного їм циліндричного позитивного електрода з діаметром Д3, який через високовольтне джерело постійного струму...
Пристрій для іонно-плазмової обробки виробів
Номер патенту: 49263
Опубліковано: 15.12.2004
Автори: Золотухін Олександр Віталійович, Жаровський Григорій Яковлевич, Дабіжа Євген Вікторович, Борисова Ніна Миколаївна
МПК: H01J 37/08, C23C 14/32
Мітки: пристрій, виробів, іонно-плазмової, обробки
Формула / Реферат:
Пристрій для іонно-плазмової обробки виробів, що містить два електроди, один з яких (катод) розташований вертикально і виведений одним кінцем через ізольований ввід з вакуумної камери, а з боку другого кінця міститься вузол підпалювання дуги, електрично зв'язаний з пристроєм підпалювання, механічний пристрій гасіння дуги, розміщений навкруги вертикально розташованого електрода з боку ізольованого вводу, відкачувальну вакуумну систему з...
Попередній патент: Термоелектричний пристрій для контролю металів і сплавів
Наступний патент: Диференціальне реле
Випадковий патент: Міксерний вузол для септик-танка