Пристрій для іонно-плазмової обробки виробів
Номер патенту: 49263
Опубліковано: 15.12.2004
Автори: Жаровський Григорій Яковлевич, Борисова Ніна Миколаївна, Золотухін Олександр Віталійович, Дабіжа Євген Вікторович

Формула / Реферат
Пристрій для іонно-плазмової обробки виробів, що містить два електроди, один з яких (катод) розташований вертикально і виведений одним кінцем через ізольований ввід з вакуумної камери, а з боку другого кінця міститься вузол підпалювання дуги, електрично зв'язаний з пристроєм підпалювання, механічний пристрій гасіння дуги, розміщений навкруги вертикально розташованого електрода з боку ізольованого вводу, відкачувальну вакуумну систему з блоком управління і джерело опорної напруги, силовий випрямляч, зв'язаний з пристроєм управління, арматуру з нагрівачами для виробів, які піддають напиленню, і пристрій іонної очистки, який відрізняється тим, що оснащений датчиком-формувачем імпульсів скидання і запуску, першим реле часу зі своїм блоком задання і індикації, а також блоком збіжностей, релаксатором і другим реле часу, причому вхід датчика-формувача імпульсів з'єднано з виходом силового випрямляча, один з виходів датчика-формувача імпульсів з'єднано з першим входом блока збіжностей, другий вихід датчика-формувача імпульсів - з першим входом першого реле часу, вихід якого з'єднано із входом релаксатора, причому перший вхід релаксатора з'єднано з вводом другого реле часу, а другий вихід релаксатора з'єднано з другим входом блока збіжностей, вихід блока збіжностей з'єднано з другим входом першого реле часу, при цьому вихід другого реле часу з'єднано зі входом блокування силового випрямляча, а перше і друге реле часу – з відповідними блоками задання і індикації.
Текст
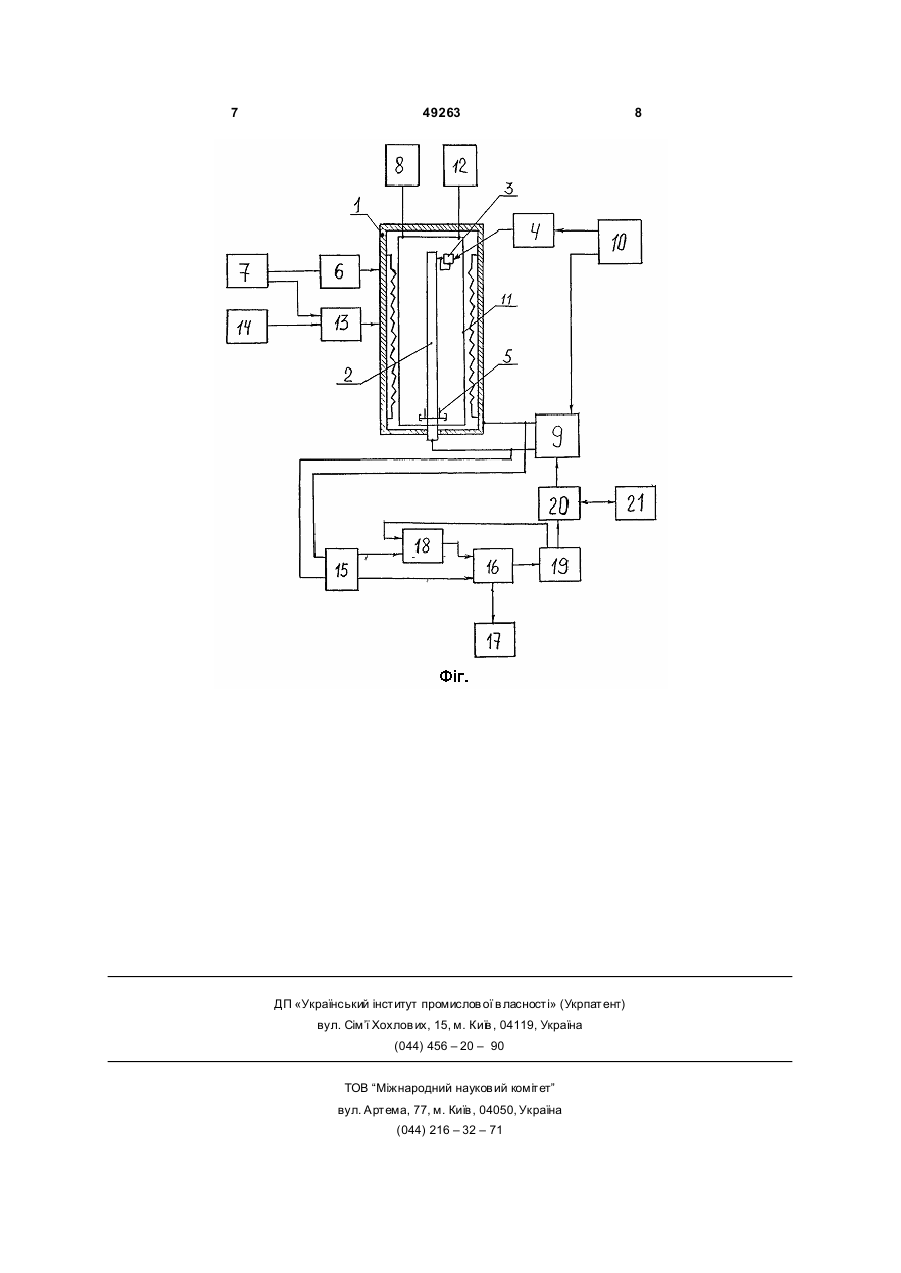
Пристрій для іонно-плазмової обробки виробів, що містить два електроди, один з яких, катод, розташований вертикально і виведений одним кінцем через ізольований ввід з вакуумної камери, а з боку другого кінця міститься вузол підпалення дуги, електрично зв'язаний з пристроєм підпалення, механічний пристрій гасіння дуги, розміщений навкруги вертикально розташованого електрода з боку ізольованого вводу, відкачувальну вакуумну систему з блоком управління і джерело опорної напруги, силовий A 2 (19) 1 3 49263 нижнього кінця, розпилює матеріал катода, наприклад титан, який вступає в реакцію з реакційним газом, наприклад азотом, утворюючи матеріал покриття – нітрид титану TiN, який осаджується на виробах. Інтенсивність осадження регулюється струмом дуги, тиском реакційного газу і величиною опорної напруги, що подається на вироби (при струмопровідному матеріалі виробів). З ура хуванням наведеного, недоліки відомого пристрою такі: – дуга, що пробігає по катоду від верхнього до нижнього його кінця на деякий час затримується у пристрої гасіння, внаслідок чого знос нижньої частини катода відбувається в кілька разів швидше ніж на іншій частині катода; – в наслідок більш інтенсивного розпилення матеріал а катода в нижній частині камери товщина матеріалу покриття, що осаджується на вироби, нерівномірна по висоті камери, крім того колір покриття має неоднаковий відтінок по висоті; – при зміні тиску в камері і величини струму катода змінюється час гасіння дуги, що також впливатиме на властивості покриття виробів. В основу винаходу поставлено задачу такого удосконалення пристрою для іонно-плазмової обробки виробів, при якому за рахунок оснащення його пропонованою схемою автоматичного управління часом життя і часом гасіння вакуумної дуги забезпечується зменшення зносу катода по усій його довжині і як наслідок рівномірність товщини покриття виробів по висоті камери і регламентація часу існування і гасіння дуги, що призведе до підвищення строка служби пристрою і забезпечення стабільності властивостей і якості покриття. Для рішення цієї задачі пристрій для іонноплазмової обробки виробів, що містить два електроди, один з яких, катод, розташовано вертикально і виведено одним з кінців через ізольований ввід з вакуумної камери, а з боку другого кінця міститься вузол підпалення дуги, електричко зв'язаний з пристроєм підпалення, механічний пристрій гасіння дуги, розміщений круг вертикально розташованого електрода з боку ізольованого вводу, відкачну вакуумну систему з блоком управління і джерело опорної напруги, силовий випрямляч, зв'язаний з пристроєм управління, арматур у з нагрівачами для виробів, що напилюються і пристрій іонної очистки, згідно винаходу оснащено датчиком-формователем імпульсів скидання і запуску, першим реле часу зі своїм блоком завдання і індикації, а також блоком збіжностей, релаксатором і другим реле часу, причому вхід датчика-формователя імпульсів з'єднано з виходом силового випрямляча, один з виходів датчика-формователя з'єднано з першим входом блока збіжностей, другий вихід датчикаформователя – з першим входом першого реле часу ви хід якого з'єднано з входом релаксатора, причому перший вхід релаксатора з'єднано зі входом другого реле часу, а другий вихід релаксатора з'єднано з другим входом блока збіжностей, вихід блока збіжностей з'єднано з другим входом першого реле часу, при цьому 4 вихід др угого реле часу з'єднано зі входом блокування силового випрямляча, а перше і друге реле часу , відповідно, – із своїми блоками завдання і індикації. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Завдяки оснащенню пристрою для іонноплазмової обробки виробів новою блок-схемою управління процесом існування і гасіння вакуумної дуги забезпечується жорсткий контроль за процесами, що регламентують виникнення, існування і гасіння вакуумної дуги у реальному масштабі часу, це дозволяє усун ути недоліки притаманні відомим пристроям для іонноплазмової обробки. На кресленнях представлено загальний вигляд пристрою для іонно-плазмової обробки виробів з блок-схемою управління його роботою вперше запропонованою нами. Пристрій для іонно-плазмової обробки виробів містить розміщенний вертикально у вакуумній камері 1 катод 2 і виведений одним з кінців через ізольований ввід з вакуумної камери 1, яка одночасно в даному пристрої виконує роль анода, а з боку другого кінця катоду 2 міститься вузол підпалення дуги 3, зв'язаний з пристроєм підпалення дуги 4, розміщенний круг вертикально розташованого катода 2 з боку ізольованого вводу, механічний пристрій гасіння дуги 5, відкачну вакуумну систему 6 з блоком управління 7, джерело опорної напруги 8, силовий випрямляч 9, зв'язаний з пристроєм управління 10, арматуру з нагрівачами для виробів, що напилюються 11, пристрій іонної очистки 12, а також джерело газів 13 з блоком управління джерелом газів 14, згідно винаходу цей пристрій оснащено датчиком – формователем імпульсів скидання і запуску 15, першим реле часу 16 зі своїм блоком завдання та індикації 17, а також блоком збіжностей 18, релаксатором 19 і другим реле часу 20, з блоком індикації другого реле часу 21, причому вхід датчика-формователя імпульсів 15 з'єднано з виходом силового випрямляча 9, один з виходів датчика-формователя 15 з'єднано з першим входом блока збіжностей 18, другий вихід датчикаформователя 15 – з першим входом першого реле часу 16, ви хід якого з'єднано зі входом релаксатора 19, причому перший вихід релаксатора 19 з'єднано зі входом другого реле часу 20, а другий ви хід релаксатора 19 з'єднано з другим входом блока збіжностей 18, вихід блока збіжностей 18 з'єднано з другим входом першого реле часу 16. Пропонований пристрій працює таким чином. В камеру 1 з катодом 2 вузлом підпалення дуги 3 і арматурою з нагрівачами для виробів, що напилюються 11 завантажуються вироби. Згідно з командою блока управління 7 вмикається відкачна вакуумна система 6. Камера 1 відкачується до утворення тиску ≈1·10-2Па, потім за допомогою нагрівачів арматури 11 вироби нагріваються до температури ≈200°С, внаслідок чого відбувається знегажування виробів, потім за допомогою 5 49263 пристрою іонної очистки 12 вони очищаються. На цьому підготовчі операції в основному закінчуються і починається цикл напилення. Згідно з командою блока управління 7 відкачна вакуумна система 6 і джерело газів 13 з блоком управління 14, забезпечують в камері 1 тиск реакційного газа, наприклад азота, в межах 1·10-1...3·10-1Па. Пристрій іонної очистки 12 забезпечує тонку очистк у виробів. Джерело опорної напруги 8 подає напругу на вироби. Пристрій управління 10 вмикає силовий випрямляч 9 і пристрій підпалення дуги 4. Напруга живлення – 70В, подається на катод 2 і вузол підпалення дуги 3, спрацьовує пристрій підпалення дуги 4, вузол підпалення дуги 3 ініціює розвиток дугового розряду, який, переміщуючись по катоду 2, з верхнього кінця до нижнього, досягає механічного пристрою гасіння дуги 5 протягом ≈200...400mс, при довжині катода 2 ≈1700мм і тиску в камері 1 ≈2·10-1Па. Починається процес гасіння дуги в пристрої гасіння дуги 5, який в залежності від конструкції, тиску в камері 1 і струма дуги продовжується від 60 до 600mс і більше. Час гасіння дуги є паразитним часом, результатом роботи дуги в цей час можна вважати наступне: – підвищений знос нижньої частини катода 2, в зоні розташування пристрою гасіння дуги 5, нерівномірність товщини покриття виробів і кольорових відтінків при створенні декоративних покриттів. Саме задля усунення цих негативних явищ в момент подачі напруги на катод 2 датчикформувач імпульсів скидання і запуску 15 6 встановлює перше реле часу 16 у стан "готовність". В момент початку розвитку дугового розряду напруга на катоді 2 різко знижується до рівня 1/3 від 70 до 20В, по передньому фронту перепада напруги вищезгаданий датчик-формувач 15 нормує імпульс запуску першого реле часу 16, яке за допомогою блока індикації 17 налагоджується на час існування дуги (≈300mс). По закінченні часу уставки першого реле часу 16 вмикається релаксатор 19, який виробляє імпульси певної довжини і через блок збіжностей 18 скидає перше реле часу 16 у стан "го товність", вмикає друге реле часу 20, запрограмоване за допомогою свого блока індикації 21 на час гасіння дуги (≈20 mc), на цей час силовий випрямляч 9 блокується. Напруга знімається з катода 2 і дуга примусово погашується незалежно від тиску в камері 1, струму дуги конструкції пристрою гасіння дуги 5. Після цього цикл роботи пропонованого пристрою відбувається в автоматичному режимі. Таким чином, пропонований пристрій забезпечує регламентацію часу існування дуги за допомогою першого реле часу 16 у заданих по технології межах, а друге реле часу 20 дозволяє обмежити час гасіння дуги в межах від 10 до 20mс (для пристроїв, що живляться промисловою мережею). Завдяки цьому значно (орієнтовно в 10 разів) підвищується технологічний ресурс катода 2, який є дорогим елементом пристрою (≈4тис.у.о.), підвищується якість оброблюваних виробів, розширюються технологічні можливостіпристрою в широких межах зміни робочого тиску і струму дуги. 7 49263 ДП «Український інститут промислов ої в ласності» (Укрпатент) вул. Сім’ї Хохлов их, 15, м. Київ , 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науков ий коміт ет” вул. Артема, 77, м. Київ , 04050, Україна (044) 216 – 32 – 71 8
ДивитисяДодаткова інформація
Назва патенту англійськоюA device for the articles ion-plasma treatment
Автори англійськоюZolotukhin Oleksandr Vitaliiovych, Dabizha Yevhen Viktorovych
Назва патенту російськоюУстройство для ионно-плазменной обработки изделий
Автори російськоюЗолотухин Александр Витальевич, Дабижа Евгений Викторович
МПК / Мітки
МПК: H01J 37/08, C23C 14/32
Мітки: іонно-плазмової, виробів, обробки, пристрій
Код посилання
<a href="https://ua.patents.su/4-49263-pristrijj-dlya-ionno-plazmovo-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для іонно-плазмової обробки виробів</a>
Пристрій для іонно-плазмової обробки виробів
Номер патенту: 11022
Опубліковано: 25.12.1996
Автори: Вус Олександр Степанович, Пуха Володимир Єгорович, Дудкін Володимир Олександрович
МПК: C23C 14/32, H01J 37/08
Мітки: виробів, іонно-плазмової, пристрій, обробки
Формула / Реферат:
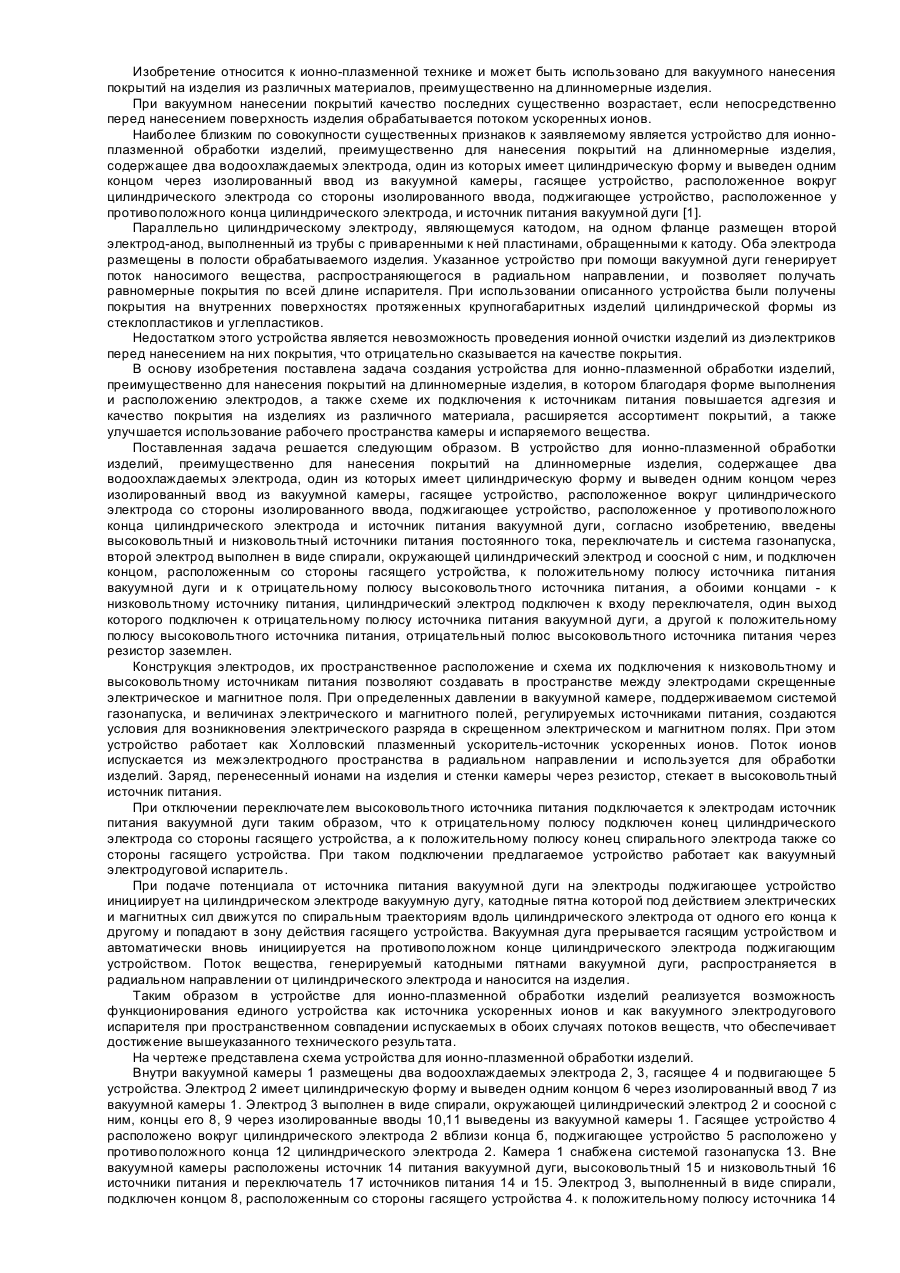
Устройство для ионно-плазменной обработки изделий, преимущественно для нанесения покрытий на длинномерные изделия, содержащее два водоохлаждаемых электрода, один из которых имеет цилиндрическую форму и выведен одним концом через изолированный ввод из вакуумной камеры, гасящее устройство, расположенное вокруг цилиндрического электрода со стороны изолированного ввода, поджигающее устройство, расположенное у противоположного конца...
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труб
Номер патенту: 71519
Опубліковано: 15.11.2004
Автор: Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: тріодного, типу, обробки, труб, поверхні, іонно-плазмової, внутрішньої, пристрій, плазмовий
Формула / Реферат:
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труби, що складається з трубчатого катода з діаметром Д1, змонтованої на катоді системи ініціювання дугового розряду, співвісної катоду циліндричної анодної конструкції з діаметром Д2, між якими ввімкнуте джерело живлення дугового розряду, співвісного їм циліндричного позитивного електрода з діаметром Д3, який через високовольтне джерело постійного струму...
Плазмовий пристрій на змінному струмі для іонно-плазмової обробки внутрішньої поверхні труби
Номер патенту: 71526
Опубліковано: 15.11.2004
Автор: Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: поверхні, обробки, іонно-плазмової, трубі, струмі, внутрішньої, пристрій, плазмовий, змінному
Формула / Реферат:
1. Плазмовий пристрій на змінному струмі для іонно-плазмової обробки внутрішньої поверхні труби, який містить один спільний електрод - анод, з'єднаний з середньою точкою вторинної обмотки трансформатора - джерела живлення розряду, два робочих електроди - катоди, з'єднані з початком і кінцем вторинної обмотки через тиристори і систему тиристорного управління (ТСУ) вмиканням розрядної і ініціюючої напруги ТСУ, який відрізняється тим, що ТСУ має...
Пристрій для іонно-плазмової обробки

Номер патенту: 5642
Опубліковано: 28.12.1994
Автори: Трипута Геннадій Олександрович, Гурін Анатолій Андрійович, Хоменко Павло Хомич, Хоббіхожин Шаміль Абдурахмановіч, Семенюк Валерій Федорович
МПК: H01L 21/302, C23C 14/02
Мітки: іонно-плазмової, пристрій, обробки
Формула / Реферат:
(57) Устройство для ионно-плазменной обработки, содержащее вакуумную камеру, в которой размещены разрядные электроды, подключенные к двум независимым источникам ВЧ-напряжения и разделенные промежуточным заземленным электродом с отверстием, при этом обрабатываемое изделие размещено на одном из разрядных электродов напротив отверстия промежуточного электрода, отличающееся тем, что оно снабжено дополнительным электродом, размещенным на...
Пристрій для вакуумно-плазмової обробки виробів

Номер патенту: 19678
Опубліковано: 25.12.1997
Автори: Саблєв Леонід Павлович, Григор'єв Сергій Миколайович, Андреєв Анатолій Афанасійович, Луньов Валентин Митрофанович
МПК: C23C 14/32
Мітки: вакуумно-плазмової, виробів, пристрій, обробки
Формула / Реферат:
(57) 1. Устройство для вакуумно-плазменной обработки изделий, содержащее источник питания, цилиндрическую камеру, экран, разделяющий камеру на рабочий объем, с размещенными в нем анодом и держателем изделий, и дополнительный, с размещенным в нем расходуемым катодом, отличающееся тем, что экран снабжен диафрагмой, размещенной по оси камеры с зазором относительно экрана и обеспечивающей оптическую непрозрачность рабочих поверхностей катода...
Попередній патент: Тонкостінний ферментаційний апарат
Наступний патент: Спосіб охолодження лопаток газової турбіни
Випадковий патент: Електромагнітний клапан