Технологічна лінія для гарячого штампування порошків карбідосталей, замкнутих в металевих пористих оболонках
Номер патенту: 27280
Опубліковано: 25.10.2007
Автори: Баглюк Геннадій Анатолійович, Дмітрєнко Дмітрій Валєрьєвіч, Павлиго Тетяна Михайлівна, Пломодьяло Роман Лєонідовіч, Свістун Лєв Івановіч, Сердюк Геннадій Георгійович, Штерн Михайло Борисович, Мартюхін Іван Дмитрович
Формула / Реферат
Технологічна лінія гарячого штампування порошків карбідосталей, замкнутих в металевих пористих оболонках, що включає в себе прес для пресування заготовки, електропіч для нагрівання заготовок в захисній атмосфері, прес для штампування, яка відрізняється тим, що прес для пресування заготовки оснащений двома окремими бункерами для металевого порошку і шихти карбідосталі, двома окремими живильниками металевого порошку і шихти карбідосталі, прес-формою для послідовного пресування оболонки з металевого порошку і серцевини заготовки з шихти карбідосталі безпосередньо у пресованій пористій оболонці, яка ще знаходиться у матриці прес-форми, а також різаком для калібрування висоти готової заготовки.
Текст
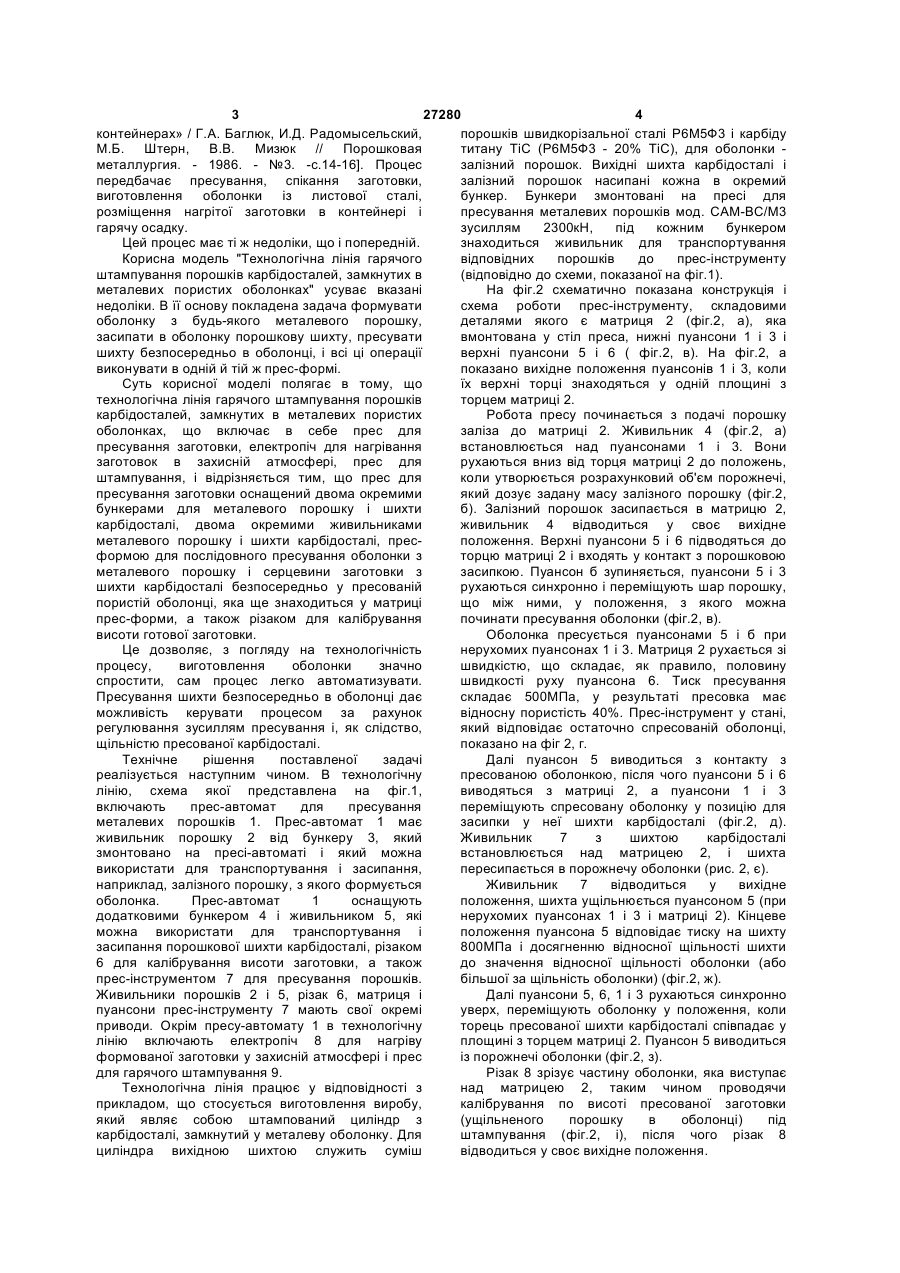
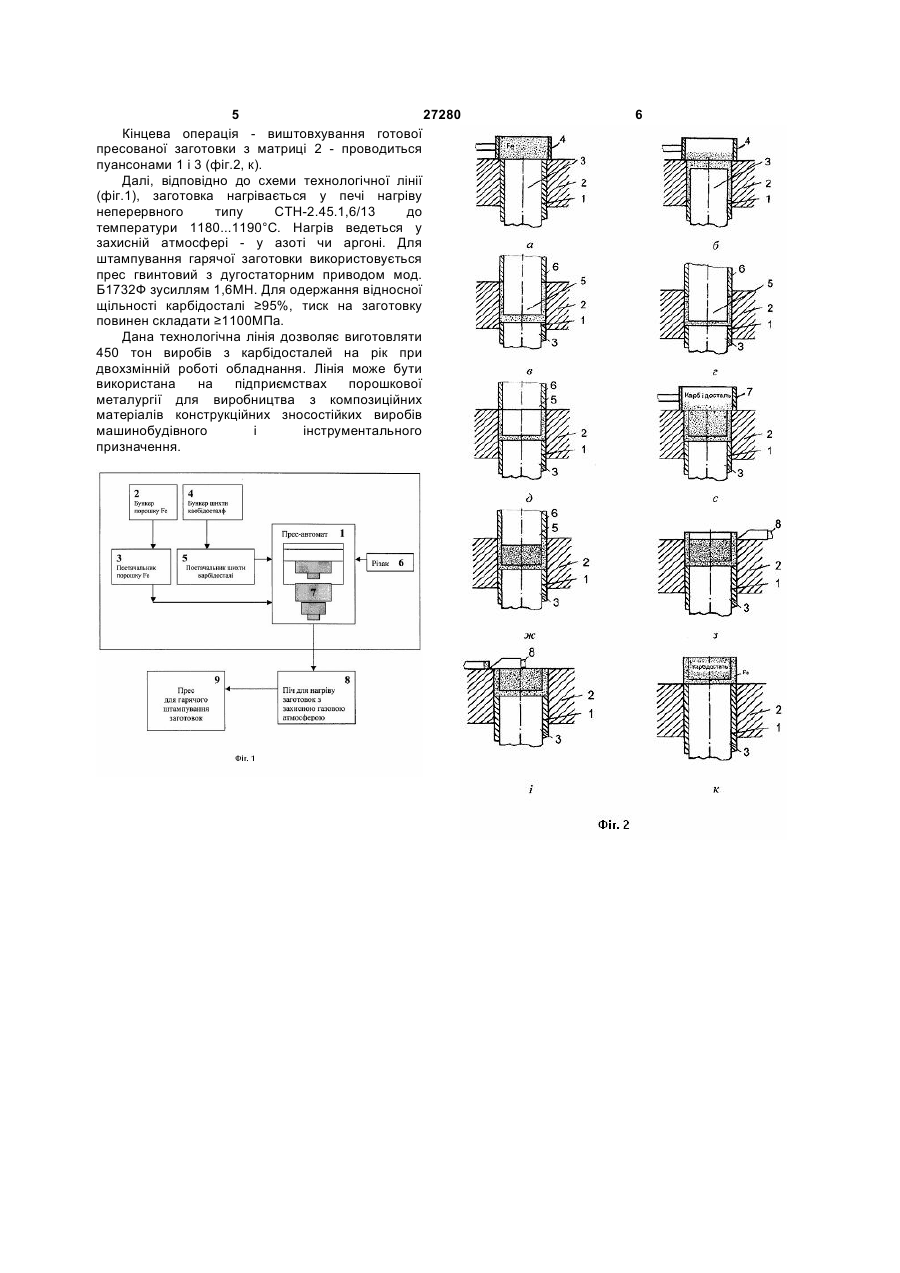
Технологічна лінія гарячого штампування порошків карбідосталей, замкнутих в металевих 3 27280 4 контейнерах» / Г.А. Баглюк, И.Д. Радомысельский, порошків швидкорізальної сталі Р6М5Ф3 і карбіду М.Б. Штерн, В.В. Мизюк // Порошковая титану ТіС (Р6М5Ф3 - 20% ТіС), для оболонки металлургия. - 1986. - №3. -с.14-16]. Процес залізний порошок. Вихідні шихта карбідосталі і передбачає пресування, спікання заготовки, залізний порошок насипані кожна в окремий виготовлення оболонки із листової сталі, бункер. Бункери змонтовані на пресі для розміщення нагрітої заготовки в контейнері і пресування металевих порошків мод. САМ-ВС/М3 гарячу осадку. зусиллям 2300кН, під кожним бункером Цей процес має ті ж недоліки, що і попередній. знаходиться живильник для транспортування Корисна модель "Технологічна лінія гарячого відповідних порошків до прес-інструменту штампування порошків карбідосталей, замкнутих в (відповідно до схеми, показаної на фіг.1). металевих пористих оболонках" усуває вказані На фіг.2 схематично показана конструкція і недоліки. В її основу покладена задача формувати схема роботи прес-інструменту, складовими оболонку з будь-якого металевого порошку, деталями якого є матриця 2 (фіг.2, а), яка засипати в оболонку порошкову шихту, пресувати вмонтована у стіл преса, нижні пуансони 1 і 3 і шихту безпосередньо в оболонці, і всі ці операції верхні пуансони 5 і 6 ( фіг.2, в). На фіг.2, а виконувати в одній й тій ж прес-формі. показано вихідне положення пуансонів 1 і 3, коли Суть корисної моделі полягає в тому, що їх верхні торці знаходяться у одній площині з технологічна лінія гарячого штампування порошків торцем матриці 2. карбідосталей, замкнутих в металевих пористих Робота пресу починається з подачі порошку оболонках, що включає в себе прес для заліза до матриці 2. Живильник 4 (фіг.2, а) пресування заготовки, електропіч для нагрівання встановлюється над пуансонами 1 і 3. Вони заготовок в захисній атмосфері, прес для рухаються вниз від торця матриці 2 до положень, штампування, і відрізняється тим, що прес для коли утворюється розрахунковий об'єм порожнечі, пресування заготовки оснащений двома окремими який дозує задану масу залізного порошку (фіг.2, бункерами для металевого порошку і шихти б). Залізний порошок засипається в матрицю 2, карбідосталі, двома окремими живильниками живильник 4 відводиться у своє вихідне металевого порошку і шихти карбідосталі, пресположення. Верхні пуансони 5 і 6 підводяться до формою для послідовного пресування оболонки з торцю матриці 2 і входять у контакт з порошковою металевого порошку і серцевини заготовки з засипкою. Пуансон б зупиняється, пуансони 5 і 3 шихти карбідосталі безпосередньо у пресованій рухаються синхронно і переміщують шар порошку, пористій оболонці, яка ще знаходиться у матриці що між ними, у положення, з якого можна прес-форми, а також різаком для калібрування починати пресування оболонки (фіг.2, в). висоти готової заготовки. Оболонка пресується пуансонами 5 і б при Це дозволяє, з погляду на технологічність нерухомих пуансонах 1 і 3. Матриця 2 рухається зі процесу, виготовлення оболонки значно швидкістю, що складає, як правило, половину спростити, сам процес легко автоматизувати. швидкості руху пуансона 6. Тиск пресування Пресування шихти безпосередньо в оболонці дає складає 500МПа, у результаті пресовка має можливість керувати процесом за рахунок відносну пористість 40%. Прес-інструмент у стані, регулювання зусиллям пресування і, як слідство, який відповідає остаточно спресованій оболонці, щільністю пресованої карбідосталі. показано на фіг 2, г. Технічне рішення поставленої задачі Далі пуансон 5 виводиться з контакту з реалізується наступним чином. В технологічну пресованою оболонкою, після чого пуансони 5 і 6 лінію, схема якої представлена на фіг.1, виводяться з матриці 2, а пуансони 1 і 3 включають прес-автомат для пресування переміщують спресовану оболонку у позицію для металевих порошків 1. Прес-автомат 1 має засипки у неї шихти карбідосталі (фіг.2, д). живильник порошку 2 від бункеру 3, який Живильник 7 з шихтою карбідосталі змонтовано на пресі-автоматі і який можна встановлюється над матрицею 2, і шихта використати для транспортування і засипання, пересипається в порожнечу оболонки (рис. 2, є). наприклад, залізного порошку, з якого формується Живильник 7 відводиться у вихідне оболонка. Прес-автомат 1 оснащують положення, шихта ущільнюється пуансоном 5 (при додатковими бункером 4 і живильником 5, які нерухомих пуансонах 1 і 3 і матриці 2). Кінцеве можна використати для транспортування і положення пуансона 5 відповідає тиску на шихту засипання порошкової шихти карбідосталі, різаком 800МПа і досягненню відносної щільності шихти 6 для калібрування висоти заготовки, а також до значення відносної щільності оболонки (або прес-інструментом 7 для пресування порошків. більшої за щільність оболонки) (фіг.2, ж). Живильники порошків 2 і 5, різак 6, матриця і Далі пуансони 5, 6, 1 і 3 рухаються синхронно пуансони прес-інструменту 7 мають свої окремі уверх, переміщують оболонку у положення, коли приводи. Окрім пресу-автомату 1 в технологічну торець пресованої шихти карбідосталі співпадає у лінію включають електропіч 8 для нагріву площині з торцем матриці 2. Пуансон 5 виводиться формованої заготовки у захисній атмосфері і прес із порожнечі оболонки (фіг.2, з). для гарячого штампування 9. Різак 8 зрізує частину оболонки, яка виступає Технологічна лінія працює у відповідності з над матрицею 2, таким чином проводячи прикладом, що стосується виготовлення виробу, калібрування по висоті пресованої заготовки який являє собою штампований циліндр з (ущільненого порошку в оболонці) під карбідосталі, замкнутий у металеву оболонку. Для штампування (фіг.2, і), після чого різак 8 циліндра вихідною шихтою служить суміш відводиться у своє вихідне положення. 5 27280 Кінцева операція - виштовхування готової пресованої заготовки з матриці 2 - проводиться пуансонами 1 і 3 (фіг.2, к). Далі, відповідно до схеми технологічної лінії (фіг.1), заготовка нагрівається у печі нагріву неперервного типу СТН-2.45.1,6/13 до температури 1180...1190°С. Нагрів ведеться у захисній атмосфері - у азоті чи аргоні. Для штампування гарячої заготовки використовується прес гвинтовий з дугостаторним приводом мод. Б1732Ф зусиллям 1,6МН. Для одержання відносної щільності карбідосталі ≥95%, тиск на заготовку повинен складати ≥1100МПа. Дана технологічна лінія дозволяє виготовляти 450 тон виробів з карбідосталей на рік при двохзмінній роботі обладнання. Лінія може бути використана на підприємствах порошкової металургії для виробництва з композиційних матеріалів конструкційних зносостійких виробів машинобудівного і інструментального призначення. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюProcessing line of hot forming of powders of carbide steels enclosed in metal porous shells
Автори англійськоюBahliuk Hennadii Anatoliiovych, Dmitrienko Dmitrii Valierievich, Martiukhin Ivan Dmytrovych, Pavlyho Tetiana Mykhailivna, Plomod'ialo Roman Lieonidovich, Svistun Liev Ivanovich, Serdiuk Hennadii Heorhiiovych, Shtern Mykhailo Borysovych
Назва патенту російськоюТехнологическая линия горячей штамповки порошков карбидосталей, замкнутых в металлических пористых оболочках
Автори російськоюБаглюк Геннадий Анатольевич, Дмитренко Дмитрий Валерьевич, Мартюхин Иван Дмитриевич, Павлиго Татьяна Михайловна, Пломодьяло Роман Леонидович, Свистун Лев Иванович, Сердюк Геннадий Георгиевич, Штерн Михаил Борисович
МПК / Мітки
МПК: B22F 3/16
Мітки: лінія, порошків, карбідосталей, замкнутих, гарячого, пористих, оболонках, металевих, штампування, технологічна
Код посилання
<a href="https://ua.patents.su/3-27280-tekhnologichna-liniya-dlya-garyachogo-shtampuvannya-poroshkiv-karbidostalejj-zamknutikh-v-metalevikh-poristikh-obolonkakh.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія для гарячого штампування порошків карбідосталей, замкнутих в металевих пористих оболонках</a>
Технологічна лінія для виробництва шихти з дисперсних і дрібнодисперсних порошків для карбідосталей
Номер патенту: 10429
Опубліковано: 15.11.2005
Автори: Сердюк Геннадій Георгійович, Селіванов Валерій Григорович, Пломодьяло Роман Лєонідовіч, Свістун Лєв Івановіч, Павлиго Тетяна Михайлівна, Пломод'яло Лєонід Гєоргієвіч
МПК: B22F 9/04
Мітки: технологічна, дисперсних, дрібнодисперсних, виробництва, порошків, лінія, карбідосталей, шихти
Формула / Реферат:
Технологічна лінія для виробництва шихти з дисперсних і дрібнодисперсних порошків для карбідосталей, що включає ваговий дозатор порошків, атритор для розмелу суміші порошків металу і карбіду, шафу для сушіння, яка відрізняється тим, що вона оснащена додатковим атритором для розмелу порошку карбіду до дрібнодисперсного стану, додатковою вакуумною шафою для сушіння розмеленого порошку карбіду і ультразвуковим диспергатором для подрібнення...
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей
Номер патенту: 53200
Опубліковано: 15.01.2003
Автори: Грибков Віктор Костянтинович, Гогаєв Казбек Олександрович, Ульшин Віктор Іванович, Позняк Леонід Олександрович
МПК: B22F 3/20
Мітки: технологічна, порошків, лінія, виробництву, сталей, швидкорізальних, різальних, інструментів
Формула / Реферат:
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей, що містить установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для холодного ізостатичного пресування заготовок, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, прес для гарячого пресування, яка відрізняється тим, що вона оснащена двома нагрівальними...
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей
Номер патенту: 61550
Опубліковано: 17.11.2003
Автори: Гогаєв Казбек Олександрович, Тихомиров Сергій Володимирович, Сидорчук Олег Миколайович, Позняк Леонід Олександрович, Ульшин Віктор Іванович
МПК: B22F 3/20
Мітки: виробництву, різальних, сталей, порошків, лінія, інструментів, швидкорізальних, технологічна
Формула / Реферат:
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей, що включає установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, яка відрізняється тим, що вона оснащена гідравлічним прес-молотом для статико-динамічного пресування, установкою для зварювання тертям, нагрівальним...
Штамп для гарячого штампування порошкових деталей
Номер патенту: 27374
Опубліковано: 25.10.2007
Автори: Білошицький Микола Володимирович, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Кузьменко Олена Михайлівна
МПК: B22F 3/14
Мітки: штампування, штамп, порошкових, деталей, гарячого
Формула / Реферат:
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, виштовхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним.
Пристрій для пресування металевих порошків
Номер патенту: 12727
Опубліковано: 15.02.2006
Автори: Рибка Євген Васильович, Івасишин Орест Михайлович, Дрозденко Ганна Вікторівна, Білоконь Борис Іванович, Саввакін Дмитро Георгійович, Ляшенко Олександр Петрович
МПК: B22F 3/02
Мітки: пресування, порошків, металевих, пристрій
Формула / Реферат:
Пристрій для пресування металевих порошків, який має матрицю, верхній і нижній пуансони, пружину та основу, який відрізняється тим, що він має обойму з вікнами на її боковій поверхні та підставку з пазом.
Попередній патент: Пристрій для передачі концентрованої сонячної енергії через світловоди
Наступний патент: Пристрій для кріплення кузова на рамі транспортного засобу
Випадковий патент: Спосіб регулювання частоти обертання привода землерийної машини