Пристрій для формоутворення гвинтових опор транспортної лебідки
Номер патенту: 27802
Опубліковано: 12.11.2007
Автори: Колесник Олег Анатолійович, Гевко Іван Богданович, Ляшук Олег Леонтіцович, Комар Роман Васильович
Формула / Реферат
Пристрій для формування гвинтових опор транспортних лебідок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для затиску кінця заготовки, приводів формувального конічного і направляючого роликів, а формувальна головка жорстко закріплена до супорта верстата, який відрізняється тим, що торцевий виступ ступінчастої оправки виконаний під кутом, меншим від кута нахилу гвинтової лінії на величину відпружинення гвинтової опори, а кут нахилу формувального конічного ролика виконано більшим від кута відпружинення гвинтової опори, крім цього робоча частина ступінчастої оправки виконана конічної форми з кутом нахилу, рівним куту відпружинення гвинтової опори, а формувальна головка з конічним хвостовиком встановлена в кронштейн, який жорстко з'єднаний з поздовжнім супортом токарного верстата з можливістю осьового переміщення з кроком, рівним товщині гвинтової заготовки, причому у формувальній головці зі сторони токарного патрона виконано глухий центральний отвір, в який встановлено з можливістю осьового переміщення внутрішні і зовнішні циліндричні кільця, на яких з можливістю обертового руху встановлені рівномірно по колу, наприклад, чотири формувальних конічних ролики з можливістю кругового обертання з кутом нахилу, рівним куту нахилу гвинтової опори з врахуванням величини відпружинення, з можливістю осьового переміщення напроти осей конічних формувальних роликів з правого торця зовнішнього і внутрішнього кілець виконані наскрізні осьові пази шириною, рівною діаметрам осей, в які з можливістю осьового переміщення встановлені відповідно зовнішні і внутрішні підтискні призми товщиною, рівною товщині кілець, довжиною, рівною половині ширини кілець, з правого торця зовнішні і внутрішні підтискні призми підтиснуті відповідно зовнішнім і внутрішнім кільцями, які встановлені в кільцеві канавки корпуса формувальної головки з можливістю осьового переміщення, а з протилежного кінця підтискні кільця є у взаємодії з пружинами стискування, які встановлені в пазах тіла формувальної головки, а з протилежних кінців підтискні пружини є у взаємодії з підтискними кільцями, які встановлені в пазах тіла формувальної головки з можливістю осьового переміщення, з другої сторони підтискні кільця є у взаємодії з регулювальними гвинтами, які розміщені рівномірно по колу, в корпусі формувальної головки, осі яких є паралельні до осі формувальної головки, і заглиблені в правий торець фланця, який жорстко закріплений до правого кінця формувальної головки, під головками регулювальних гвинтів встановлені регулювальні шайби, крім цього зовнішнє кільце формувальних конічних роликів зверху з лівої сторони є у взаємодії зі стопорним кільцем, яке жорстко встановлено у внутрішній отвір формувальної головки.
Текст
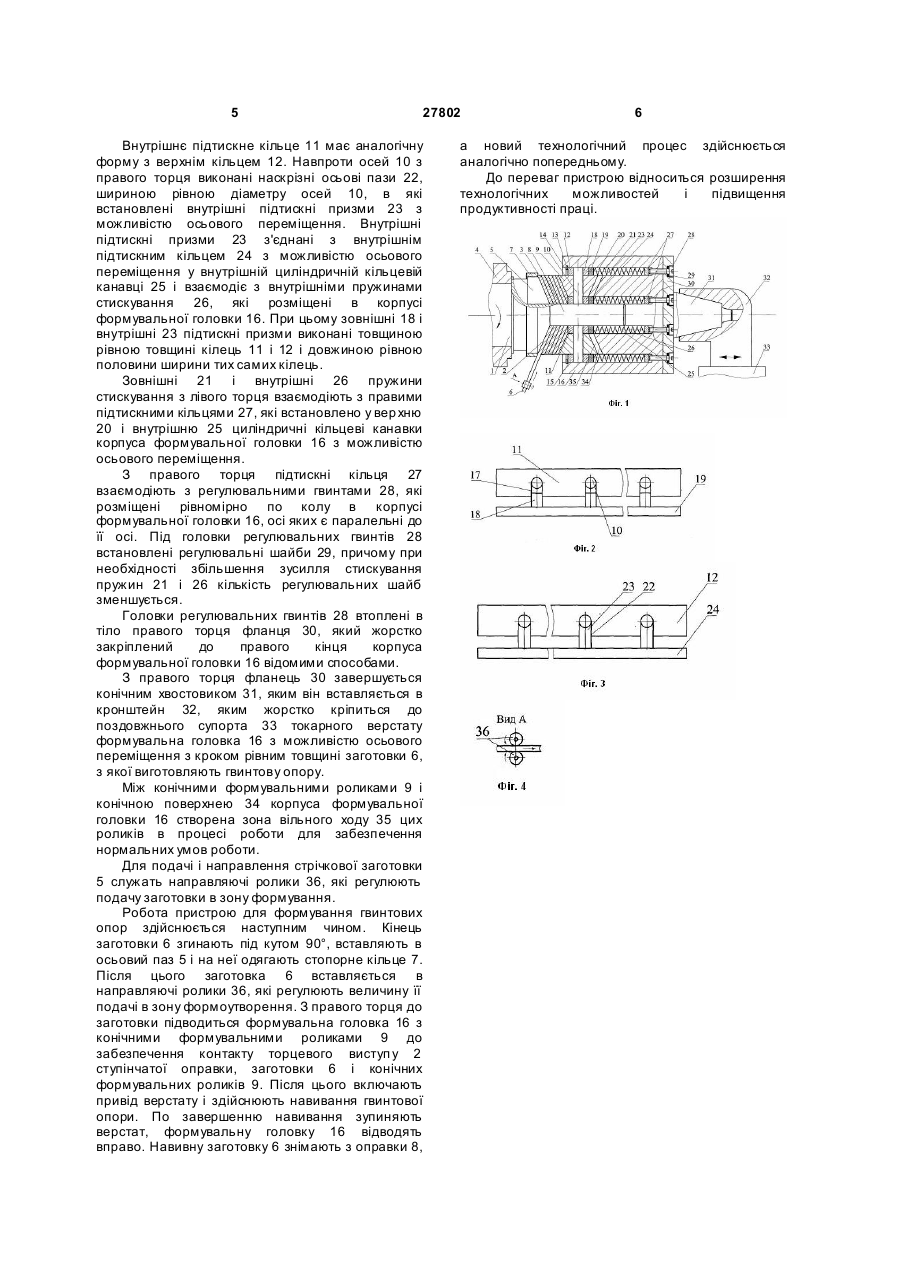
Пристрій для формування гвинтових опор транспортних лебідок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для затиску кінця заготовки, приводів формувального конічного і направляючого роликів, а формувальна головка жорстко закріплена до супорта верстата, який відрізняється тим, що торцевий виступ ступінчастої оправки виконаний під кутом, меншим від кута на хилу гвинтової лінії на величину відпружинення гвинтової опори, а кут нахилу формувального конічного ролика виконано більшим від кута відпружинення гвинтової опори, крім цього робоча частина ступінчастої оправки виконана конічної форми з кутом нахилу, рівним куту відпружинення гвинтової опори, а формувальна головка з конічним хвостовиком встановлена в кронштейн, який жорстко з'єднаний з поздовжнім супортом токарного верстата з можливістю осьового переміщення з кроком, рівним товщині гвинтової заготовки, причому у формувальній головці зі сторони токарного патрона виконано глухий центральний отвір, в який встановлено з можливістю осьового переміщення внутрішні і зовнішні циліндричні кільця, на яких з можливістю обертового руху U 2 UA 1 3 27802 верстату [Деклараційний патент №11367 Україна, Бюл. №12, 2005, Гевко І.Б. та інші]. Основний недолік пристрою - обмежені технологічні можливості і мала продуктивність праці. В основу корисної моделі покладено задачу розширення технологічних можливостей і підвищення продуктивності праці шляхом виконання пристрою для формування гвинтових опор транспортних лебідок, у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для затиску кінця заготовки, приводів формувального конічного і направляючого роликів, а формувальна головка жорстко закріплено до супорта верстату, причому, торцевий виступ оправки виконаний під кутом меншим від кута нахилу гвинтової лінії на величину відпружинення, а кут нахилу формувального конічного ролика виконано більшим від кута відпружинення гвинтової опори, крім цього робоча частина ступінчатої оправки виконана конічної форми з кутом нахилу рівним куту відпружинення гвинтової опори, а формувальна головка з конічним хвостовиком встановлена в кронштейн, який жорстко з'єднаний з поздовжнім супортом токарного верстату з можливістю осьового переміщення з кроком рівним товщині гвинтової заготовки, причому у формувальній головці зі сторони токарного патрона, виконано глухий центральний отвір, в який встановлено з можливістю осьового переміщення внутрішні і зовнішні циліндричні кільця, на яких з можливістю обертового руху встановлені рівномірно по колу наприклад, чотири формувальних конічних ролики з можливістю кругового обертання з кутом нахилу рівним куту нахилу гвинтової опори з врахуванням величини відпружинення, з можливістю осьового переміщення напроти осей конічних формувальних роликів з правого торця зовнішнього і внутрішнього кілець виконані наскрізні осьові пази шириною рівною діаметрам осей, в які з можливістю осьового переміщення, встановлені відповідно зовнішні і внутрішні підтискні призми товщиною рівною товщині кілець, довжиною рівною половині ширини кілець, з правого торця зовнішні і внутрішні підтискні призми підтиснуті відповідно зовнішнім і внутрішнім кільцями, які встановлені в кільцеві канавки корпуса формувальної головки з можливістю осьового переміщення, а з протилежного кінця підтискні кільця є у взаємодії з пружинами стискування, які встановлені в пазах тіла формувальної головки, а з протилежних кінців підтискні пружини є у взаємодії з підтискними кільцями, які встановлені в пазах тіла формувальної головки з можливістю осьового переміщення, з другої сторони підтискні кільця є у взаємодії з регулювальними гвинтами, які розміщені рівномірно по колу, в корпусі формувальної головки, осі яких є паралельні до осі формувальної головки, які втоплені в правий торець фланця, який жорстко закріплений до правого кінця формувальної головки, під головками регулювальних болтів встановлені 4 регулювальні шайби, крім цього зовнішнє кільце формувальних конічних роликів зверху з лівої сторони є у взаємодії зі стопорним кільцем, яке жорстко встановлено у внутрішній отвір формувального конічного ролика. Пристрій для формування гвинтових опор транспортних лебідок зображено на Фіг.1, Фіг.2 розвертка внутрішнього кільця під формувальні конічні ролики, Фіг.3 - розвертка зовнішнього кільця під притискні ролики, Фіг.4 - вид по А на Фіг.1 Пристрій для формування гвинтових опор транспортної лебідки виконано у вигляді ступінчатої оправки 1 з торцевим виступом 2 виконаним під кутом меншим від кута нахилу гвинтової лінії на величину відпружинення гвинтової опори 3, яка кріпиться в патроні 4 токарного верстату. Осьовий паз 5 служить для затиску переднього кінця заготовки 6, яка згинається під кутом 90° і вставляється в цей паз. Зверху кінця заготовки 6 одягається стопорне кільце 7, яке фіксує її в пазу 5 при формуванні гвинтової опори 3 на оправку 8. Робоча частина 8 ступінчастої оправки виконана конічної форми з кутом нахилу рівним куту відпружинення гвинтової опори. З правого кінця гвинтова опора 3 при навиванні на оправку 8 взаємодіє з формувальними конічними роликами 9, кути нахилу яких є більшим кута відпружинення гвинтової опори 3. Формувальні конічні ролики 9 встановлені на осі 10 рівномірно по колу, наприклад, чотири, з можливістю кругового обертання з кутом рівним куту нахилу гвинтової опори з врахуванням величинисвідпружинення. Осі 10, зі сторони меншого діаметра ролика нижніми кінцями жорстко встановлені у внутрішнє циліндричне кільце 11, а верхніми кінцями у зовнішнє циліндричне кільце 12 з можливістю осьового переміщення. Крім цього зовнішнє циліндричне кільце 12 з лівої сторони взаємодіє зі стопорним кільцем 13, яке жорстко встановлено у кільцеву канавку 14, виконано у внутрішньому діаметрі центрувального отвору 15 в корпусі свердлильної головки 16. Причому у формувальній головці 16 зі сторони токарного патрона 4 виконано глибокий центрувальний отвір 15 в який встановлені з можливістю осьового переміщення внутрішні 11 і зовнішні 12 кільця, на яких з можливістю обертового руху встановлені рівномірно по колу, наприклад, чотири формувальних конічних ролики з кутом нахилу рівним куту нахилу гвинтової опори з врахуванням величини відпружинення. Навпроти осей 10 верхнього циліндричного кільця 12 з правого торця виконані наскрізні осьові пази 17 шириною рівною діаметрам осей 10 в які встановлені зовнішні підтискні призми 18 з можливістю осьового переміщення. Підтискні призми 18 взаємодіють з зовнішнім підтискним кільцем 19 з можливістю осьового переміщення. Останнє встановлено у верхню циліндричну кільцеву канавку 20 формувальної головки 16 і взаємодіє з зовнішніми пружинами стискування 21. 5 27802 Внутрішнє підтискне кільце 11 має аналогічну форму з верхнім кільцем 12. Навпроти осей 10 з правого торця виконані наскрізні осьові пази 22, шириною рівною діаметру осей 10, в які встановлені внутрішні підтискні призми 23 з можливістю осьового переміщення. Внутрішні підтискні призми 23 з'єднані з внутрішнім підтискним кільцем 24 з можливістю осьового переміщення у внутрішній циліндричній кільцевій канавці 25 і взаємодіє з внутрішніми пружинами стискування 26, які розміщені в корпусі формувальної головки 16. При цьому зовнішні 18 і внутрішні 23 підтискні призми виконані товщиною рівною товщині кілець 11 і 12 і довжиною рівною половини ширини тих самих кілець. Зовнішні 21 і внутрішні 26 пружини стискування з лівого торця взаємодіють з правими підтискними кільцями 27, які встановлено у вер хню 20 і внутрішню 25 циліндричні кільцеві канавки корпуса формувальної головки 16 з можливістю осьового переміщення. З правого торця підтискні кільця 27 взаємодіють з регулювальними гвинтами 28, які розміщені рівномірно по колу в корпусі формувальної головки 16, осі яких є паралельні до її осі. Під головки регулювальних гвинтів 28 встановлені регулювальні шайби 29, причому при необхідності збільшення зусилля стискування пружин 21 і 26 кількість регулювальних шайб зменшується. Головки регулювальних гвинтів 28 втоплені в тіло правого торця фланця 30, який жорстко закріплений до правого кінця корпуса формувальної головки 16 відомими способами. З правого торця фланець 30 завершується конічним хвостовиком 31, яким він вставляється в кронштейн 32, яким жорстко кріпиться до поздовжнього супорта 33 токарного верстату формувальна головка 16 з можливістю осьового переміщення з кроком рівним товщині заготовки 6, з якої виготовляють гвинтову опору. Між конічними формувальними роликами 9 і конічною поверхнею 34 корпуса формувальної головки 16 створена зона вільного ходу 35 цих роликів в процесі роботи для забезпечення нормальних умов роботи. Для подачі і направлення стрічкової заготовки 5 служать направляючі ролики 36, які регулюють подачу заготовки в зону формування. Робота пристрою для формування гвинтових опор здійснюється наступним чином. Кінець заготовки 6 згинають під кутом 90°, вставляють в осьовий паз 5 і на неї одягають стопорне кільце 7. Після цього заготовка 6 вставляється в направляючі ролики 36, які регулюють величину її подачі в зону формоутворення. З правого торця до заготовки підводиться формувальна головка 16 з конічними формувальними роликами 9 до забезпечення контакту торцевого виступ у 2 ступінчатої оправки, заготовки 6 і конічних формувальних роликів 9. Після цього включають привід верстату і здійснюють навивання гвинтової опори. По завершенню навивання зупиняють верстат, формувальну головку 16 відводять вправо. Навивну заготовку 6 знімають з оправки 8, 6 а новий технологічний процес здійснюється аналогічно попередньому. До переваг пристрою відноситься розширення технологічних можливостей і підвищення продуктивності праці.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for forming of screw supports of transport winches
Автори англійськоюKomar Roman Vasyliovych, Kolesnyk Oleh Anatoliiovych, Hevko Ivan Bohdanovych
Назва патенту російськоюУстройство для формообразования винтовых опор транспортных лебедок
Автори російськоюКомар Роман Васильевич, Колесник Олег Анатольевич, Гевко Иван Богданович
МПК / Мітки
МПК: B21D 11/06
Мітки: гвинтових, формоутворення, лебідки, пристрій, опор, транспортної
Код посилання
<a href="https://ua.patents.su/3-27802-pristrijj-dlya-formoutvorennya-gvintovikh-opor-transportno-lebidki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формоутворення гвинтових опор транспортної лебідки</a>
Пристрій для формоутворення профільних гвинтових елементів на крок
Номер патенту: 62616
Опубліковано: 15.12.2003
Автори: Лящук Олег Леонтійович, Драган Андрій Петрович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: формоутворення, профільних, елементів, гвинтових, крок, пристрій
Формула / Реферат:
Пристрій для формоутворення профільних гвинтових елементів на крок, який виконаний у вигляді оправки із торцевим виступом, приводів обертання оправки і супорта, механізмів затиску кінця заготовки, задньої пінолі супорта, направляючого і формуючого роликів гвинтового елемента з приводом його переміщення, який встановлено в П-подібну скобу з можливістю переміщення паралельно осі оправки, який відрізняється тим, що механізм затиску кінця...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 5430
Опубліковано: 15.03.2005
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: гофрованих, заготовок, гвинтових, пристрій, виготовлення
Формула / Реферат:
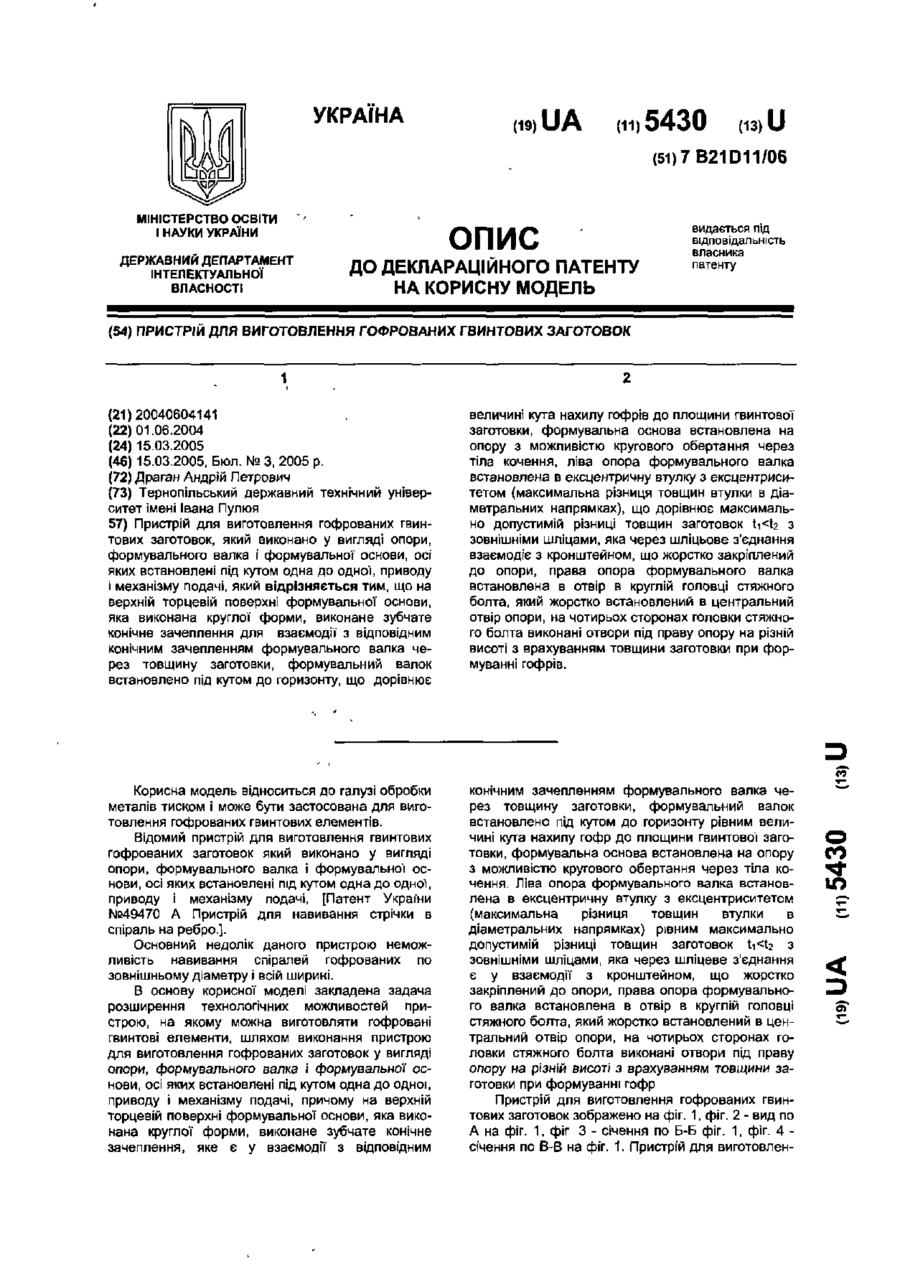
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді опори, формувального валка і формувальної основи, осі яких встановлені під кутом одна до одної, приводу і механізму подачі, який відрізняється тим, що на верхній торцевій поверхні формувальної основи, яка виконана круглої форми, виконане зубчате конічне зачеплення для взаємодії з відповідним конічним зачепленням формувального валка через товщину заготовки,...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Пилипець Михайло Ількович, Лясота Оксана Михайлівна, Васильків Василь Васильович, Гупка Богдан Васильович, Гевко Ігор Богданович
МПК: B21D 11/06
Мітки: гвинтових, спосіб, реалізації, профільних, формоутворення, заготовок, верстат
Формула / Реферат:
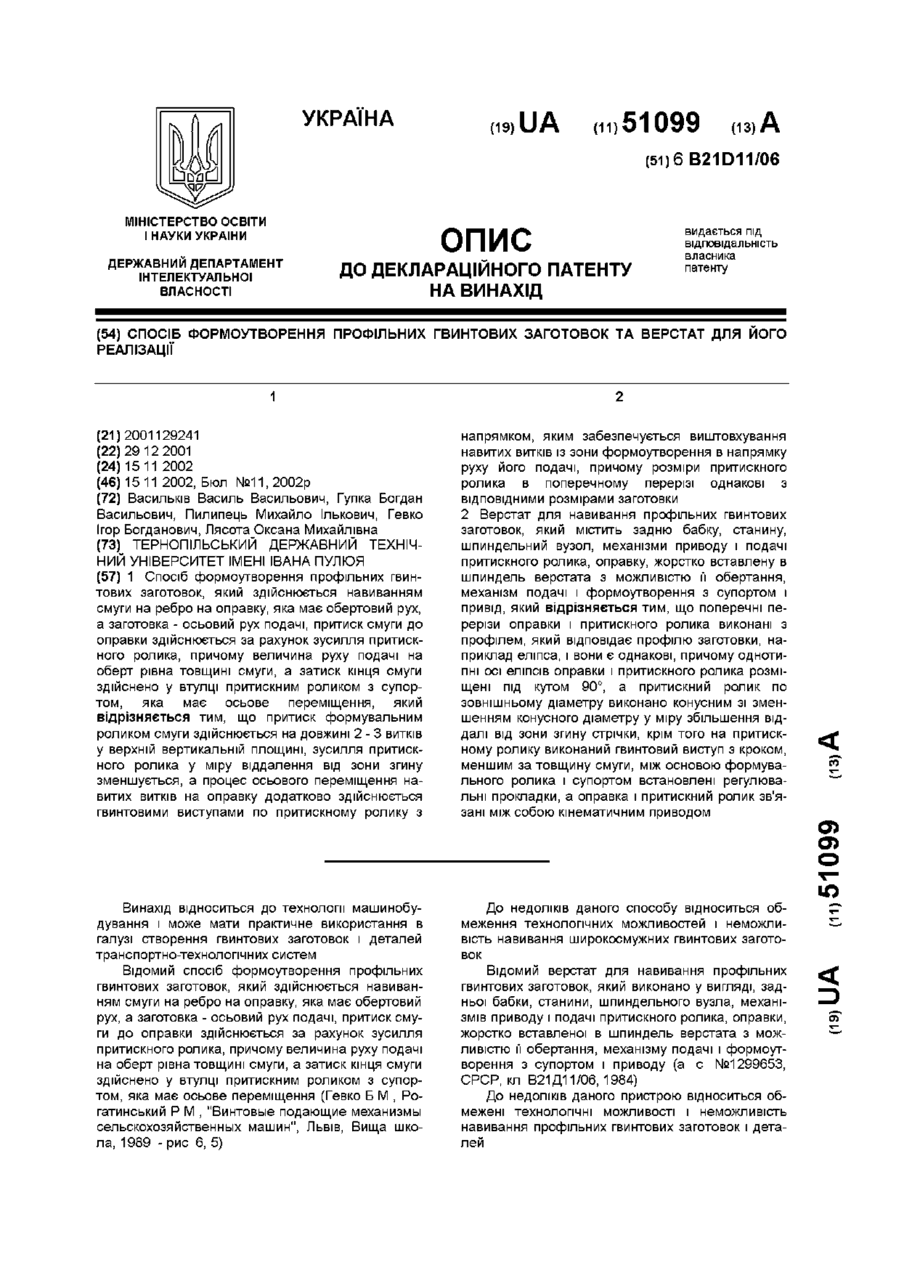
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Пристрій для навивання профільних гвинтових заготовок
Номер патенту: 11367
Опубліковано: 15.12.2005
Автори: Ляшук Олег Леонтійович, Солодкий Ігор Зіновійович, Ковбашин Ірина Василівна, Гевко Іван Богданович, Драган Андрій Петрович
МПК: B21D 11/06
Мітки: навивання, заготовок, пристрій, профільних, гвинтових
Формула / Реферат:
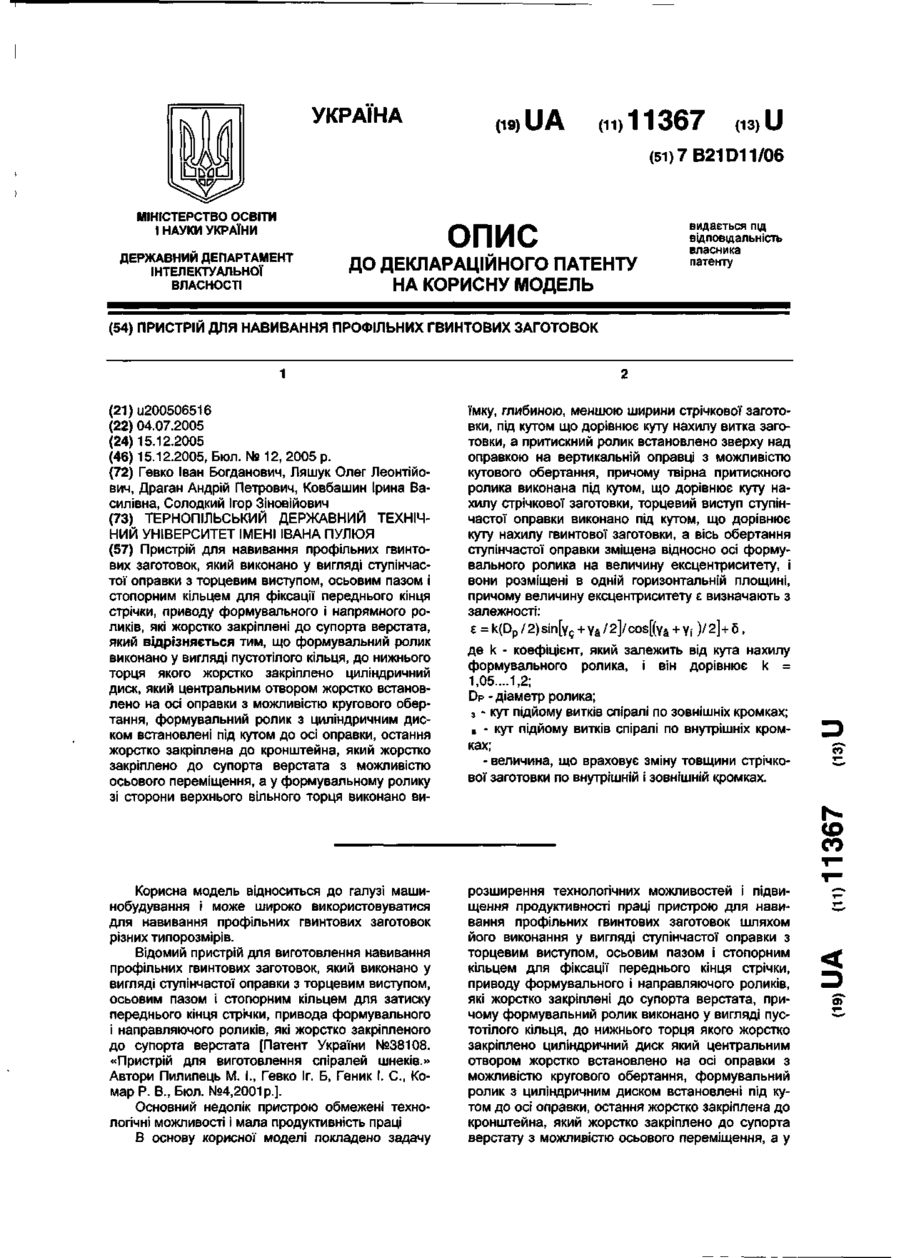
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: пристрій, профільних, спіралей, гвинтових, навивання, неперервного
Формула / Реферат:
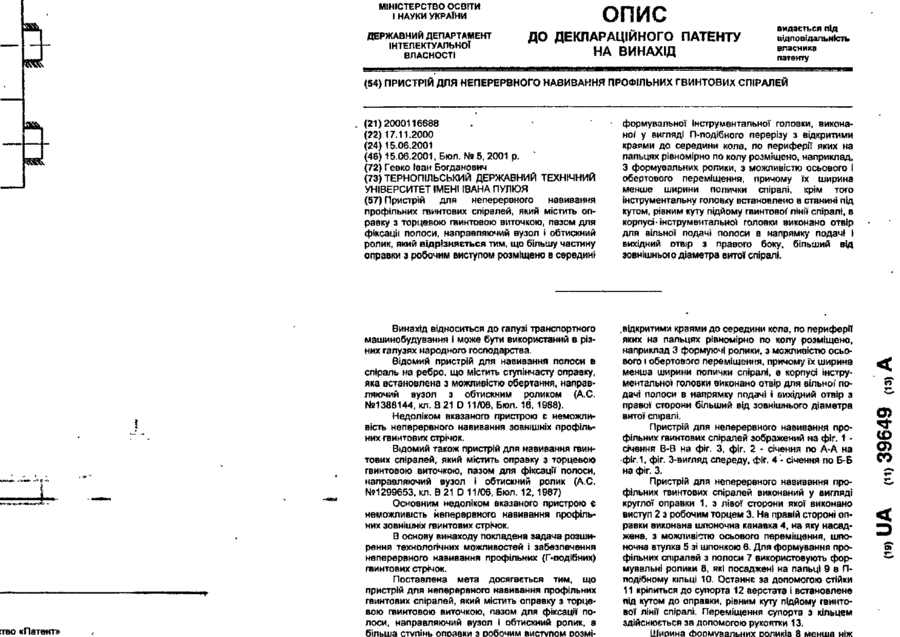
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Попередній патент: Пристрій для виконання міогімнастики
Наступний патент: Лебідка піднімально-транспортна
Випадковий патент: Спосіб очистки поверхні довгомірних циліндричних виробів