Спосіб виготовлення роз’ємних заморожених форм
Номер патенту: 19880
Опубліковано: 25.12.1997
Автори: Шинський Олег Йосипович, Краснощоков Марко Михайлович, Католіченко Володимир Іванович, Плахотнюк Олександр Олексійович
Завантажити PDF файл.
Формула / Реферат
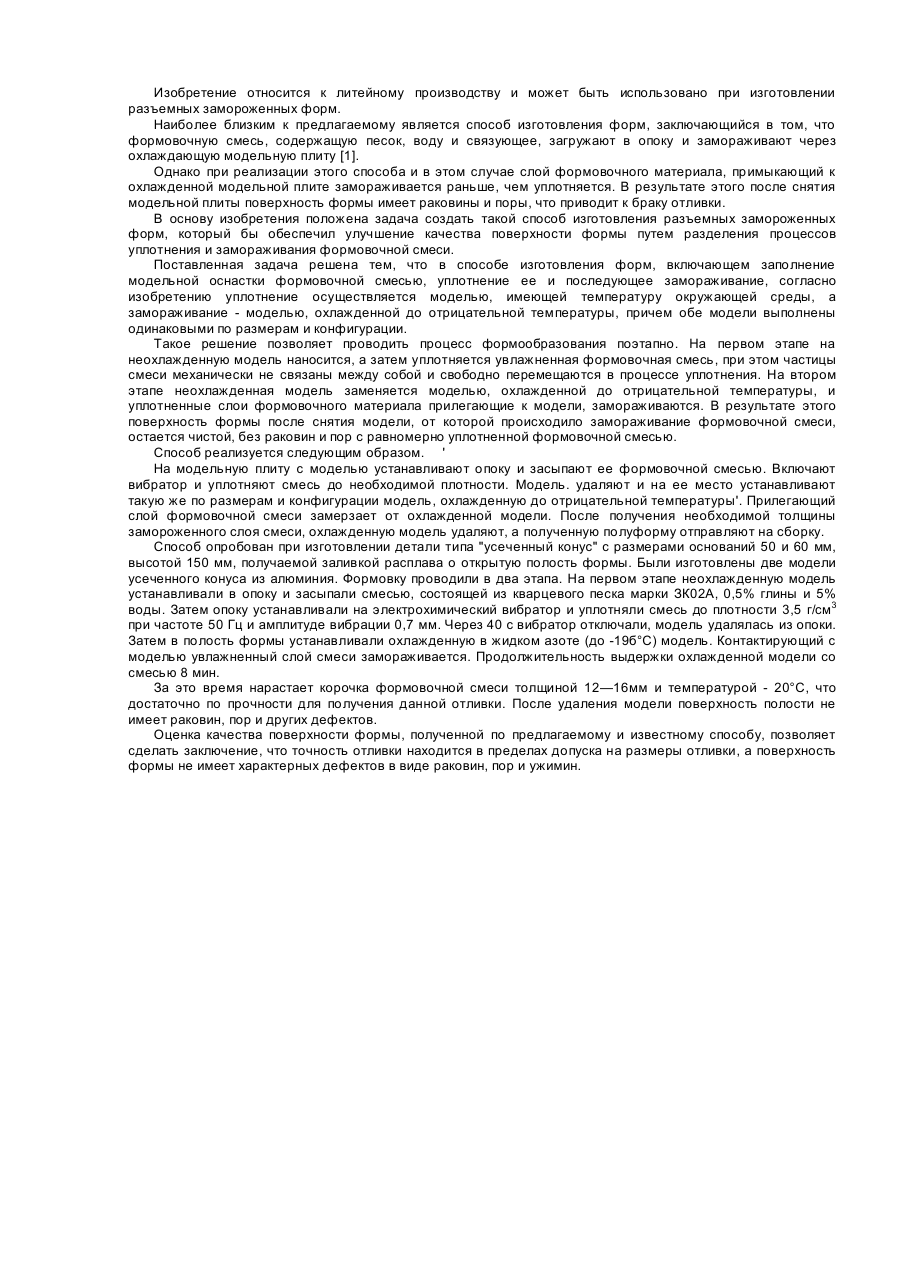
Способ изготовления разъемных замороженных форм, включающий заполнение модельной оснастки формовочной смесью, уплотнение ее и последующее замораживание, отличающийся тем, что уплотнение осуществляют моделью, имеющей температуру окружающей среды, а замораживание - моделью, охлажденной до отрицательной температуры, причем обе модели выполнены одинаковыми по размерам и конфигурации.
Текст
Изобретение относится к литейному производству и может быть использовано при изготовлении разъемных замороженных форм. Наиболее близким к предлагаемому является способ изготовления форм, заключающийся в том, что формовочную смесь, содержащую песок, воду и связующее, загружают в опоку и замораживают через охлаждающую модельную плиту [1]. Однако при реализации этого способа и в этом случае слой формовочного материала, примыкающий к охлажденной модельной плите замораживается раньше, чем уплотняется. В результате этого после снятия модельной плиты поверхность формы имеет раковины и поры, что приводит к браку отливки. В основу изобретения положена задача создать такой способ изготовления разъемных замороженных форм, который бы обеспечил улучшение качества поверхности формы путем разделения процессов уплотнения и замораживания формовочной смеси. Поставленная задача решена тем, что в способе изготовления форм, включающем заполнение модельной оснастки формовочной смесью, уплотнение ее и последующее замораживание, согласно изобретению уплотнение осуществляется моделью, имеющей температуру окружающей среды, а замораживание - моделью, охлажденной до отрицательной температуры, причем обе модели выполнены одинаковыми по размерам и конфигурации. Такое решение позволяет проводить процесс формообразования поэтапно. На первом этапе на неохлажденную модель наносится, а затем уплотняется увлажненная формовочная смесь, при этом частицы смеси механически не связаны между собой и свободно перемещаются в процессе уплотнения. На втором этапе неохлажденная модель заменяется моделью, охлажденной до отрицательной температуры, и уплотненные слои формовочного материала прилегающие к модели, замораживаются. В результате этого поверхность формы после снятия модели, от которой происходило замораживание формовочной смеси, остается чистой, без раковин и пор с равномерно уплотненной формовочной смесью. Способ реализуется следующим образом. ' На модельную плиту с моделью устанавливают опоку и засыпают ее формовочной смесью. Включают вибратор и уплотняют смесь до необходимой плотности. Модель. удаляют и на ее место устанавливают такую же по размерам и конфигурации модель, охлажденную до отрицательной температуры'. Прилегающий слой формовочной смеси замерзает от охлажденной модели. После получения необходимой толщины замороженного слоя смеси, охлажденную модель удаляют, а полученную полуформу отправляют на сборку. Способ опробован при изготовлении детали типа "усеченный конус" с размерами оснований 50 и 60 мм, высотой 150 мм, получаемой заливкой расплава о открытую полость формы. Были изготовлены две модели усеченного конуса из алюминия. Формовку проводили в два этапа. На первом этапе неохлажденную модель устанавливали в опоку и засыпали смесью, состоящей из кварцевого песка марки ЗК02А, 0,5% глины и 5% воды. Затем опоку устанавливали на электрохимический вибратор и уплотняли смесь до плотности 3,5 г/см3 при частоте 50 Гц и амплитуде вибрации 0,7 мм. Через 40 с вибратор отключали, модель удалялась из опоки. Затем в полость формы устанавливали охлажденную в жидком азоте (до -19б°С) модель. Контактирующий с моделью увлажненный слой смеси замораживается. Продолжительность выдержки охлажденной модели со смесью 8 мин. За это время нарастает корочка формовочной смеси толщиной 12—16мм и температурой - 20°С, что достаточно по прочности для получения данной отливки. После удаления модели поверхность полости не имеет раковин, пор и других дефектов. Оценка качества поверхности формы, полученной по предлагаемому и известному способу, позволяет сделать заключение, что точность отливки находится в пределах допуска на размеры отливки, а поверхность формы не имеет характерных дефектов в виде раковин, пор и ужимин.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing split frozen moulds
Автори англійськоюShynskyi Oleh Yosypovych, Krasnoschokov Marko Mykhailovych, Katolichenko Volodymyr Ivanovych, Plakhotniuk Oleksandr Oleksiiovych
Назва патенту російськоюСпособ изготовления разъемных замороженных форм
Автори російськоюШинский Олег Иосифович, Краснощоков Марк Михайлович, Католиченко Владимир Иванович, Плахотнюк Александр Алексеевич
МПК / Мітки
МПК: B22C 9/00
Мітки: спосіб, роз'ємних, виготовлення, форм, заморожених
Код посилання
<a href="https://ua.patents.su/1-19880-sposib-vigotovlennya-rozehmnikh-zamorozhenikh-form.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення роз’ємних заморожених форм</a>
Спосіб виготовлення нероз’ємних ливарних форм
Номер патенту: 19722
Опубліковано: 25.12.1997
Автори: Краснощоков Марко Михайлович, Католіченко Володимир Іванович, Шинський Олег Йосипович
МПК: B22C 9/00
Мітки: нероз'ємних, форм, спосіб, виготовлення, ливарних
Формула / Реферат:
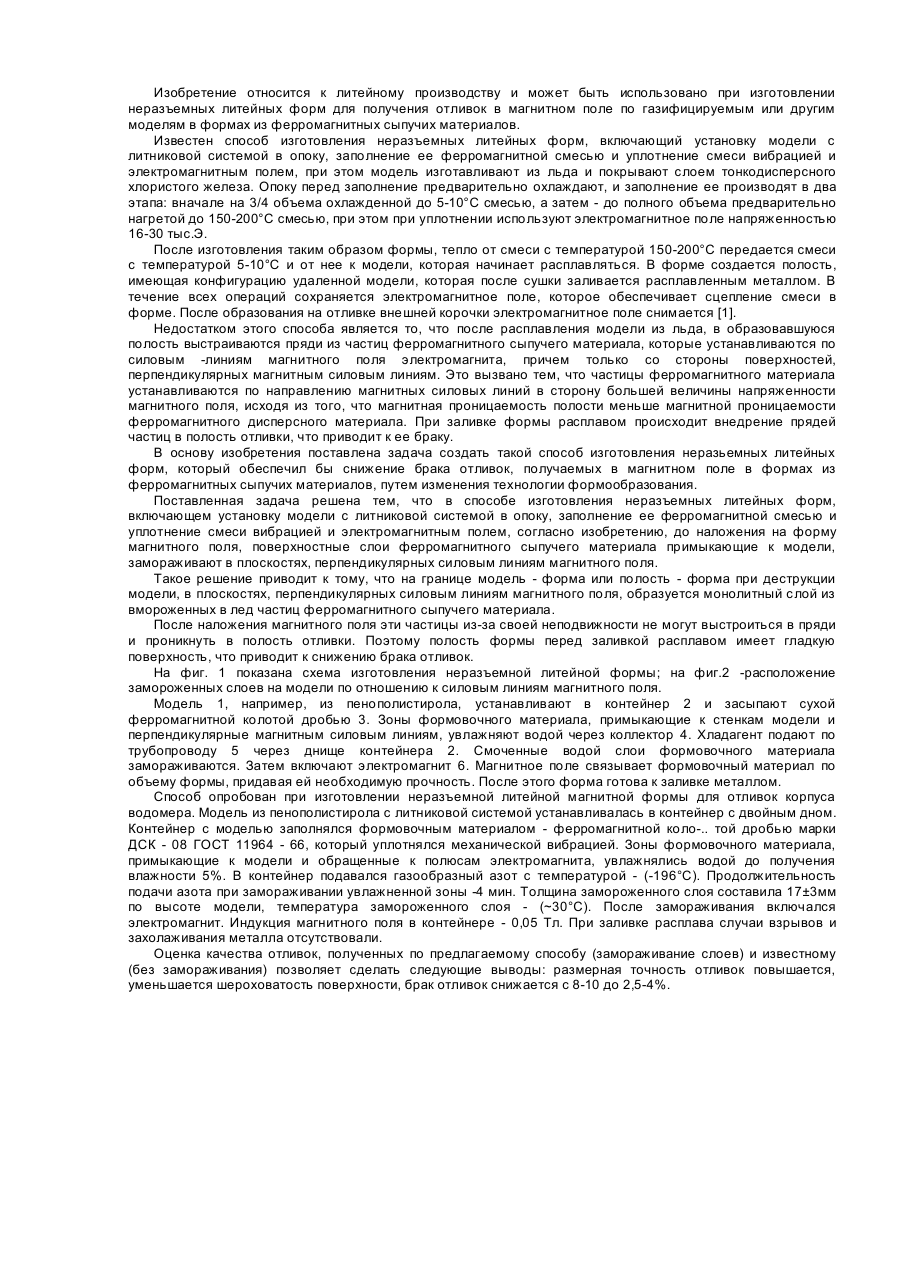
Способ изготовления неразъемных литейных форм, включающий установку модели с литниковой системой в опоку, заполнение ее ферромагнитным сыпучим материалом и упрочнение материала вибрацией и магнитным полем, отличающийся тем, что до наложения на форму магнитного поля, поверхностные слои ферромагнитного сыпучего материала, примыкающие к модели, замораживают в плоскостях, перпендикулярных силовым линиям магнитного поля.
Спосіб виготовлення металооболонкових форм
Номер патенту: 5265
Опубліковано: 28.12.1994
Автори: Марушевський Леонід Васильович, Біріньш Анріс Зігфрідович, Костенко Георгій Дмитрович
МПК: B22D 11/049
Мітки: спосіб, виготовлення, металооболонкових, форм
Формула / Реферат:
Способ изготовления металлооболочковых форм, преимущественно для наплавки жидкого металла на заготовку, включающий установку в полость кокиля нагретой модели, заполнение зазора между кокилем и моделью термореактивной смесью, отверждение смеси, охлаждение модели и извлечение ее из формы, отличающийся тем, что, с целью повышения качества, отверждение термореактивной смеси осуществляют нагретой моделью до образования твердого слоя толщиной...
Формовочна машина для виготовлення ливарних форм
Номер патенту: 31
Опубліковано: 28.02.1997
Автори: Рябонеділя Віталій Миколайович, Плужніков Юрій Михайлович, Аксенко Олександр Олександрович, Зміївський Микола Никифорович, Коляда Володимир Олександрович, Бернацька Ірина Миколайовна, Пучканьов Анатолій Михайлович
МПК: B22C 15/00
Мітки: виготовлення, формовочна, машина, форм, ливарних
Формула / Реферат:
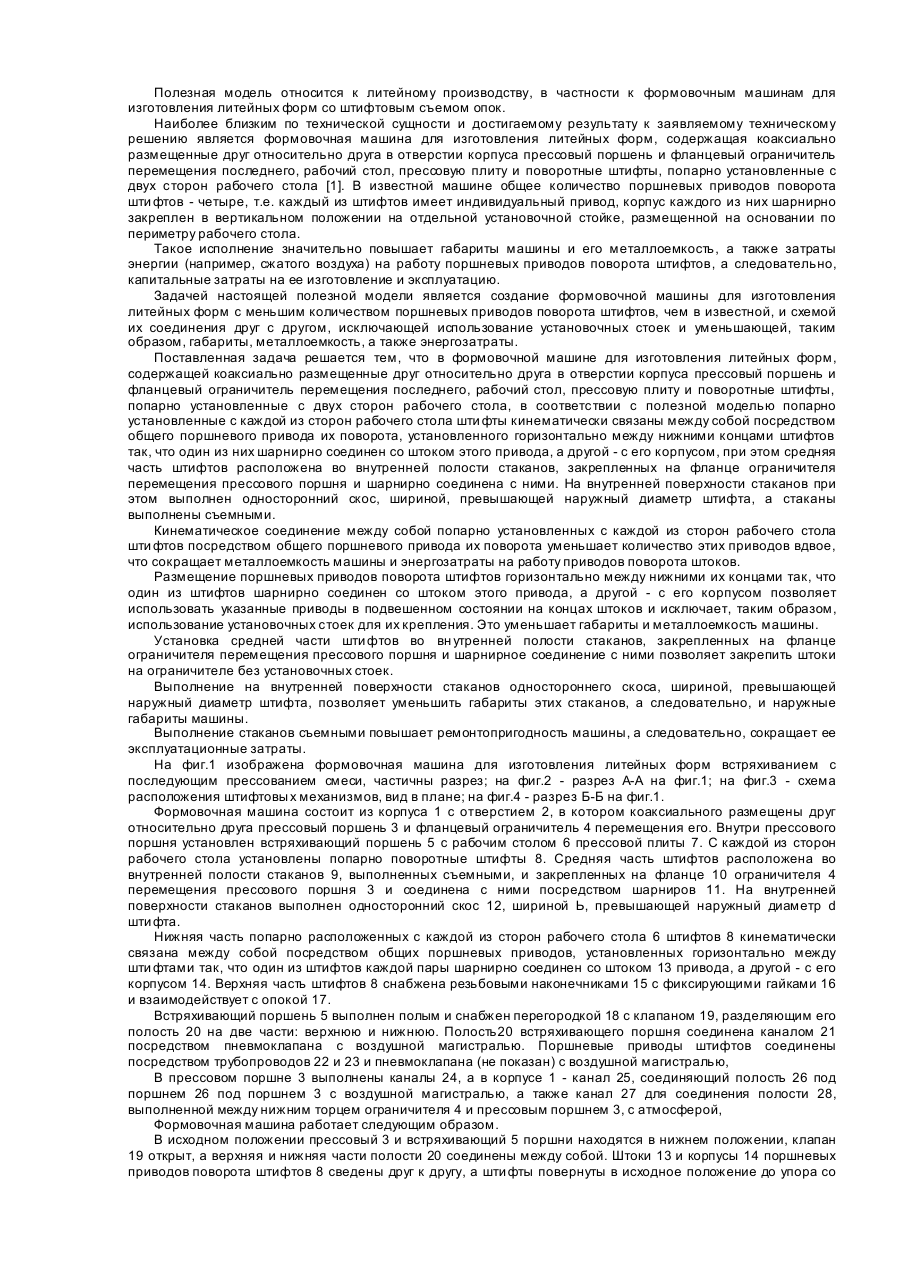
1.Формовочная машина для изготовления литейных форм, содержащая коаксиально размещенные друг относительно друга в отверстии корпуса прессовый поршень и фланцевый ограничитель перемещения последнего, рабочий стол, прессовую плиту и поворотные штифты, попарно установленные с двух сторон рабочего стола, отличающаяся тем, что попарно установленные с каждой из сторон рабочего стола штифты кинематически связаны между собой посредством общего...
Формувальний пристрій для виготовлення безопочних форм
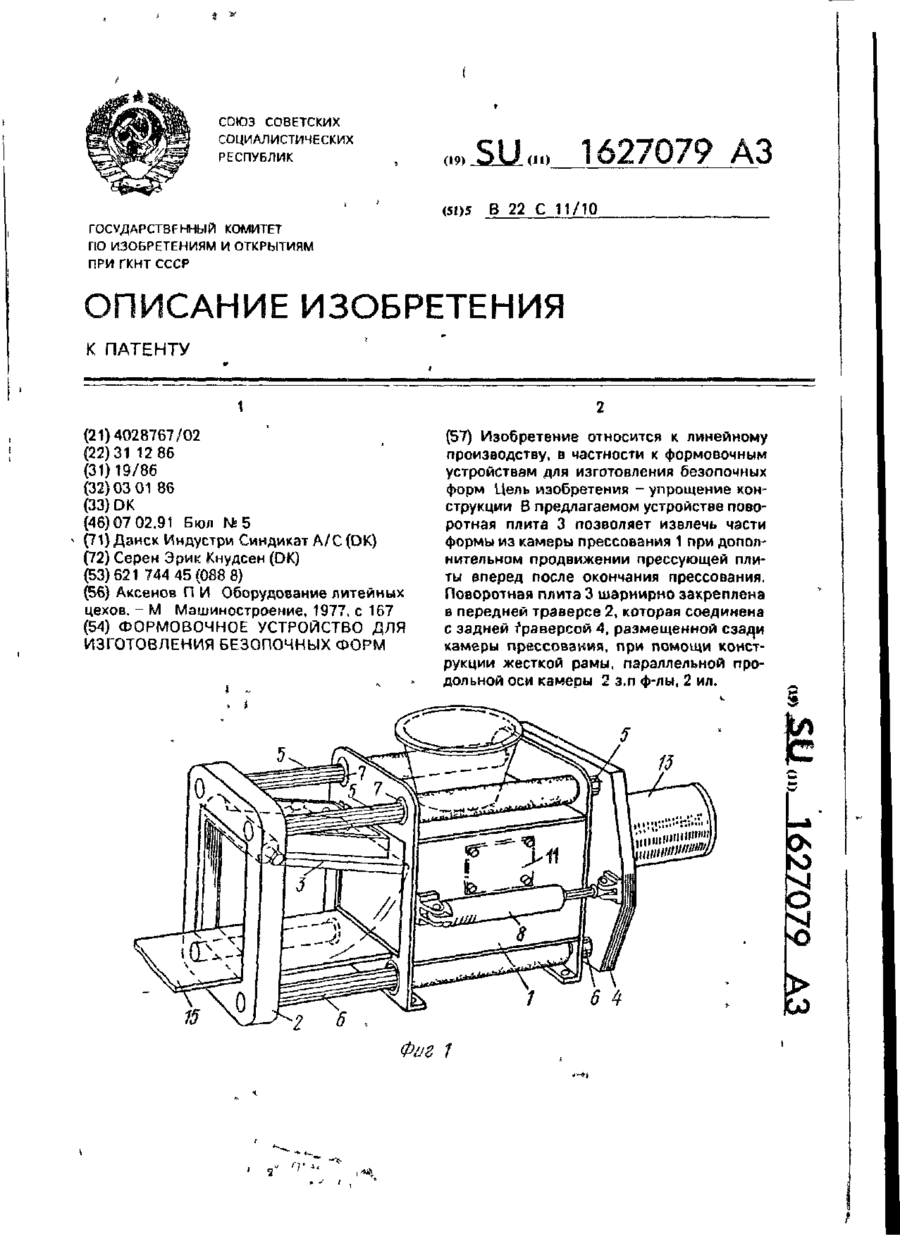
Номер патенту: 6326
Опубліковано: 29.12.1994
Автор: Серен Ерік Кнудсен
МПК: B22C 11/00
Мітки: безопочних, виготовлення, форм, формувальній, пристрій
Формула / Реферат:
1. Формовочное устройство для изготовления безопочных форм, содержащее вертикальную прессовую плиту с моделью и поршневым приводом, вертикальную поворотную плиту противодавления с моделью, образующие подвижные стенки камеры прессования, прочем поворотная плита противодавления посредством цапф закреплена в передней траверсе, которая связана с задней траверсой, размещенной сзади камеры прессования при помощи тяг, параллельных продольной оси...
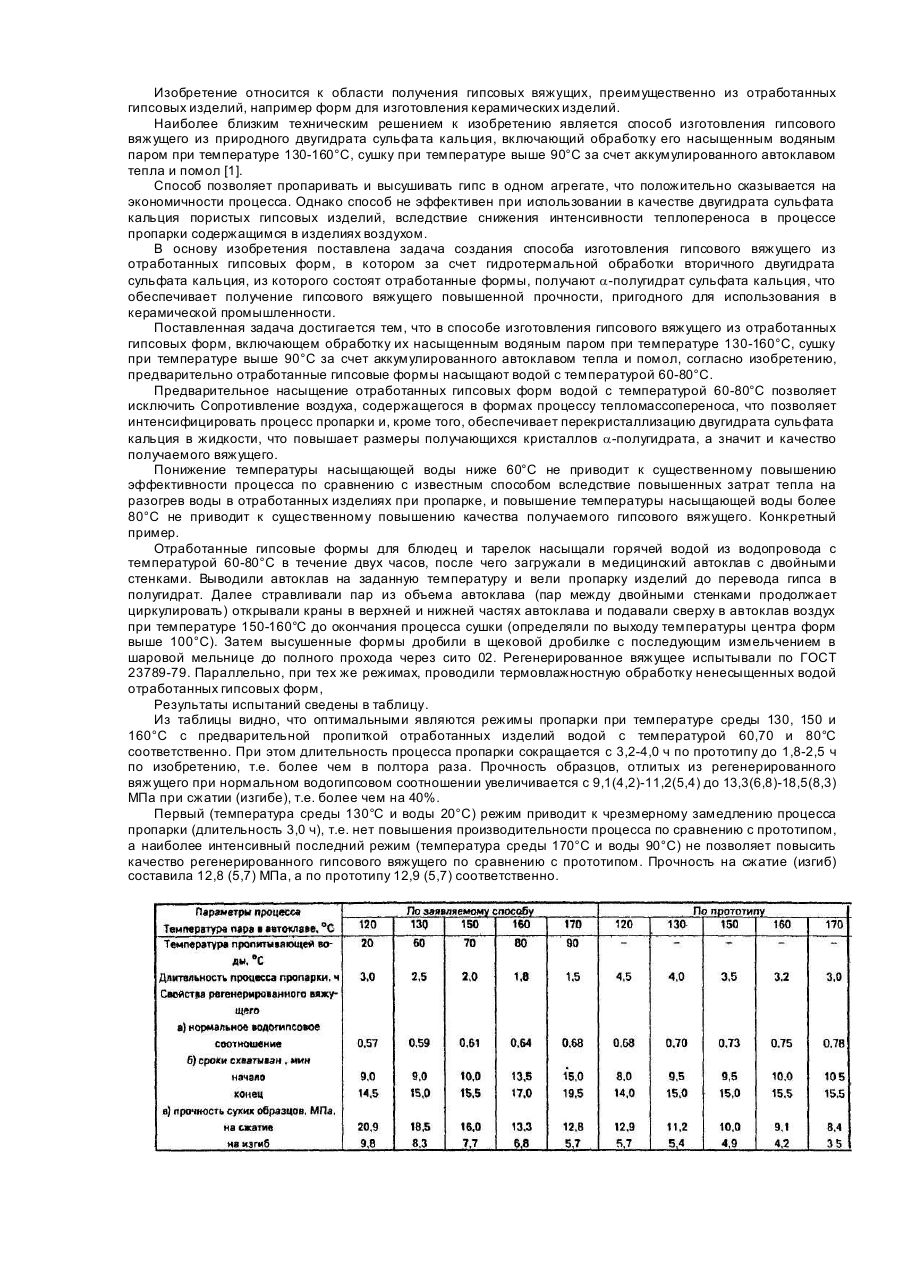
Спосіб виготовлення гіпсового в’яжучого з відпрацьованих гіпсових форм
Номер патенту: 19256
Опубліковано: 25.12.1997
Автори: Крючков Юрій Миколайович, Чернишева Рима Олександрівна, Забара Тетяна Миколайовна, Пієвський Йосип Мусійович
МПК: C04B 11/00, C04B 28/14
Мітки: виготовлення, відпрацьованих, спосіб, гіпсових, гіпсового, форм, в'яжучого
Формула / Реферат:
Изобретение относится к области получения гипсовых вяжущих, преимущественно из отработанных гипсовых изделий, например форм для изготовления керамических изделий.Наиболее близким техническим решением к изобретению является способ изготовления гипсового вяжущего из природного двугидрата сульфата кальция, включающий обработку его насыщенным водяным паром при температуре 130-160°С, сушку при температуре выше 90°С за счет аккумулированного...
Попередній патент: Установка для варки пивного сусла
Наступний патент: Спосіб лікування невротичних та неврозоподібних станів
Випадковий патент: Спосіб і пристрій для підйому й переміщення вантажу