Спосіб відновлення деталей машин
Номер патенту: 28540
Опубліковано: 16.10.2000
Автори: Охремчук Марина Олегівна, Коровайченко Юрій Миколайович, Тончева Ніна Миколаївна, Черновол Михайло Іванович
Формула / Реферат
Спосіб відновлення деталей машин, що включає наплавлення металевого дроту або електроконтактне наварювання металевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, який відрізняється тим, що в процесі наплавлення або наварювання відновлений шар деталі, який нагрітий природнім теплом процесу відновлення піддають поверхнево-пластичній деформації під час його знаходження в температурному інтервалі ACl+ (30...50°С) шляхом зміщення деформуючого пристрою відносно джерела тепла відновлення з максимальною температурою наплавлення або зварювання на відстань h (мм), або кут ![]() (град), які визначають по формулах, при наплавленні
(град), які визначають по формулах, при наплавленні
![]()
![]()
де V - лінійна швидкість руху джерела теплоти, ![]() - об'ємна теплоємність теплопроводного тіла, g - потужність джерела теплоти, а- коефіцієнт температуропроводності, T - температура пластичного деформування для даного материалу,
- об'ємна теплоємність теплопроводного тіла, g - потужність джерела теплоти, а- коефіцієнт температуропроводності, T - температура пластичного деформування для даного материалу,
а при наварюванні металевої стрічки
![]()
де ![]() , D - діаметр деталі, n - швидкість обертання в процесі відновлення, Q - тепло, внесене джерелом відновлення, Т - температура пластичного деформування,
, D - діаметр деталі, n - швидкість обертання в процесі відновлення, Q - тепло, внесене джерелом відновлення, Т - температура пластичного деформування, ![]() - об'ємна теплоємність джерела, а - коефіцієнт температуропроводності, а' - коефіцієнт поверхневої тепловіддачі.
- об'ємна теплоємність джерела, а - коефіцієнт температуропроводності, а' - коефіцієнт поверхневої тепловіддачі.
Текст
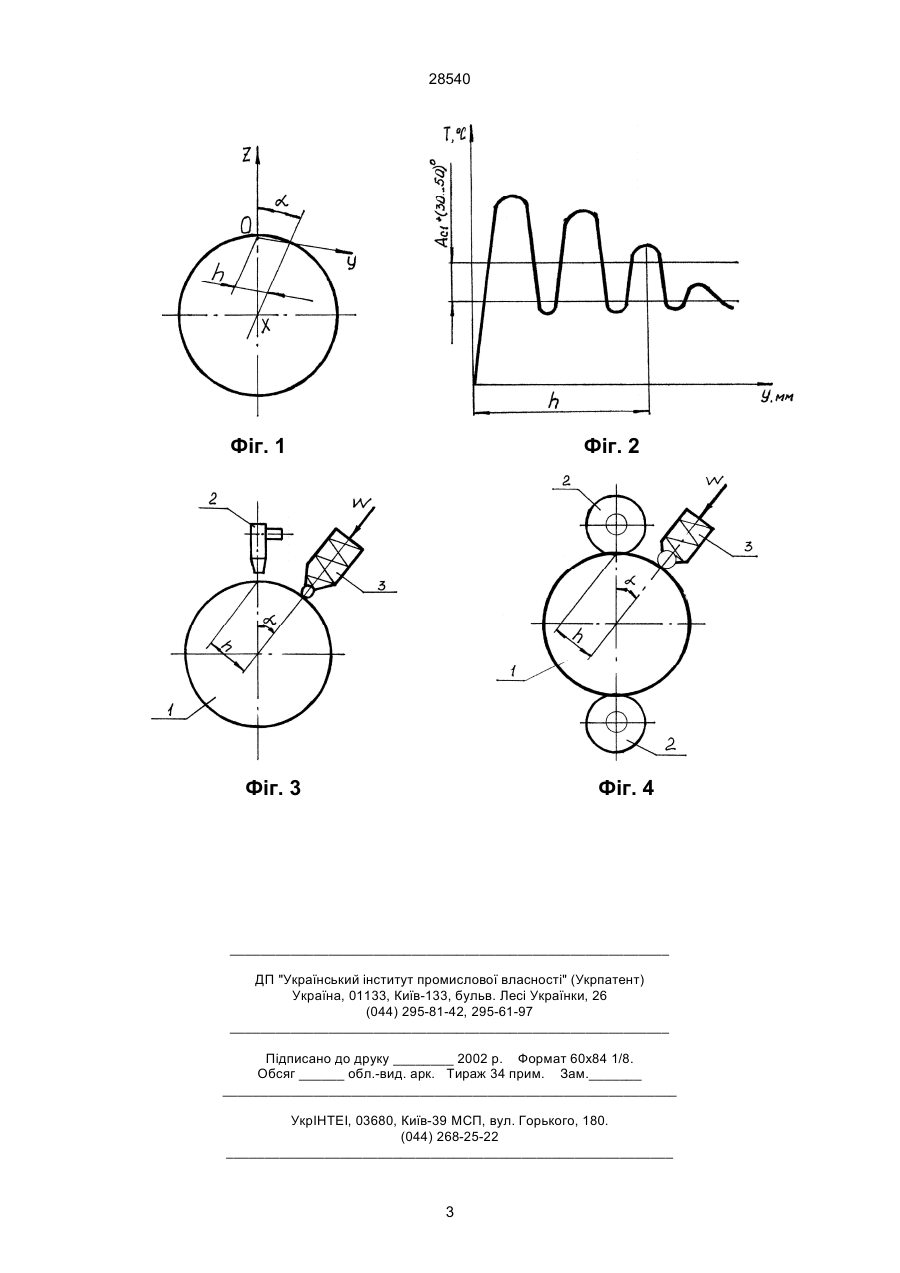
Спосіб відновлення деталей машин, що включає наплавлення металевого дроту або електроконтактне наварювання металевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, відрізняється тим, що в процесі наплавлення або наварювання відновлений шар деталі, який нагрітий природнім теплом процесу відновлення піддають поверхнево-пластичній деформації під час його знаходження в температурному інтервалі АС1+(30...50°С) шляхом зміщення деформуючого пристрою відносно джерела тепла відновлення з макиимальною температурою наплавлення або зварювання на відстань h (мм), або кут a (град), які визначають по формулах, 28540 деталі мають більш стабільні розміри після наступних механічних обробок, а також більшу корозійну стійкість. Деформування в режимі надпластичності потребує меньших зусиль деформування, що знижує загальну можливу деформацію деталі, зпрацювання деформуючого інструменту і загальні витрати енергії. Так виконувалось відновлення тормозного барабана трактора Т150 з сталі 40 шляхом наплавлення металевого дроту марки НП40Х під шаром флюсу марки АН348. Наплавлення виконувалось на установці, виконаній на базі токарного верстата 16К20, оснащеного наплавлювальною головкою типу А-580М. Наплавлення виконувалось на наступних режимах: V=16 м/год; n=180 об/хв; I=180 A; U=30 В; крок наплавлення - 3 мм. При порівнянні результатів по відомому і пропонуємому способам були отримані наступні результати (табл. 1): де: V - лінійна швидкість руху джерела теплоти; cr - об'ємна теплоємність теплопровідного тіла; g потужність джерела теплоти; a - коефіцієнт температуропровідності; T - температура пластичного деформування для даного матеріалу (АС1+ +(30...50°С)); - при наварюванні металевої стрічки 2 Dn 3 æ Q ö 360h ç ÷ , a= 4a ç TCr ÷ pD è ø 2 æ pDn 4a ' ö ÷ ç ç 4a + CrpD 2n ÷ ; D - діаметр деталі, що 3è ø відновляється; n - швидкість обертання деталі в процесі відновлення; Q - тепло, внесене джерелом відновлення; T - температура пластичного деформування (АC1+(3=...50°C)); Cr - об'ємна темплоємність джерела; - коефіцієнт температуропроводності; a' - коефіцієнт поверхневої тепловіддачі. На фіг. 1 представлена розрахункова схема визначення положення деформуючого пристрою відносно джерела тепла; на фіг. 2 - схема розташування температурних полів на твірній циліндричної деталі під час наплавлення або наварювання металевої стрічки точковим зварюванням; на фіг. 3 - принципова схема реалізації способу наплавлення; на фіг. 4 - принципова схема способу наварювання; 1 - деталь, що відновлюється; 2 – наплавочна головка або зварювальні роліки; 3 – деформуючий пристрій. Пропонуємий спосіб включає: - процес наплавлення, який виконується по гвинтовій лінії з допомогою наплавочної головки; - процес зварювання, який виконується при покроковому обертанні зварювальних роликів з протіканням зварювального струму в процесі зупинки роликів. Деформуючий пристрій постійно контактує з металом відновлення і має навантаження 380... ...1120 Н. При цьому навантажувальний пристрій зміщений відносно точок зварювання з максимальною температурою на відстань h, чи кут a з таким розрахунком, аби точка його контакту знаходилась у місці нагрівання природним теплом процесу відновлення відновлюваної поверхні до температури АС1+(30...+50°С). Як видно з фіг. 2, кожна довільна точка відновлюваної поверхні під час відновлення зазнає ряд циклічних термообробок за рахунок тепла відновлення, що приводить до формування у поверхневому шарі відносно дрібнозернистої структури з мінімальною спадковою та надбаною текстурою. Відомо, що при переході точки АС1 при нагріванні відбувається різке подрібнення зерна металу і він практично переходить у стан надпластичності. Деформація деталі у вказаному інтервалі температур приводить до подальшого подрібнення зерен і створення структури, яка має високу ізотропність механічних властивостей. При цьому ефекти, які обумовлені кристалографічною текстурою зводяться до мінімуму або повністю виключаються. Деформація деталі у вказаному інтервалі температур не зберігає запасену енергію або пружні залишкові напруження оскільки в цих умовах характерні безперервний динамічний зворот, ковзання по кордонах та обертання зерен, в результаті чого де: A = Таблиця 1 Спосіб відновлення Відомий Пропонуємий Твердість HRCэ 41... ...46 49… …54 Опір втомленості, s-1, МПа 230... ...250 300… …320 Межа міцності, sв, МПа 330... ...360 380… …410 Ударна в'язкість, KCV, Дж/см2 110... ...115 134… …151 Були також проведені порівняльні випробування вала розподільної коробки з сталі 45, відновленого контактним наварюванням металевої стрічки з сталі 50, товщиною 0,9 мм. Відновлення виконувалось двороліковим зварювальним апаратом, встановлени на базі токарного верстата. Отримані результати наведені в табл. 2. Мікротвердість, HN, МПа Відомий Пропонуємий Опір стрічки відриву, sвід, МПа Спосіб відновлення Жолоблення, мм/100мм Таблиця 2 Розмір зерна, a, A STM he Ah = 5...7 0,4 143 6100 9...11 0,01 202 7400 Наварювання здійснювалось на наступних режимах: зварювальний струм І=6 кА; напруга U= =60 В; час зварювання tзв=0,06 с; час паузи tп= =0,12 с; тиск P=1,4 кН; швидкість обертання деталі - - 2 об/хв; подача роликів 3 мм/об. В обох випадках на стадії експериментальних досліджень контроль температури в точці розташування навантажувального пристою контролювався зачеканеною термопарою. Джерела інформації 1. Технология и оборудование контактной сварки / Под ред. Б.Д. Орлова. - М.: Машиностроение, 1986. – 352 с. 2 28540 Фіг. 1 Фіг. 2 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of machine parts
Автори англійськоюKorovaichenko Yurii Mykolaiovych, Chernovol Mykhailo Ivanovych, Okhremchuk Maryna Olehivna, Toncheva Nina Mykolaivna
Назва патенту російськоюСпособ восстановления деталей машин
Автори російськоюКоровайченко Юрий Николаевич, Черновол Михаил Иванович, Охремчук Марина Олеговна, Тончева Нина Николаевна
МПК / Мітки
МПК: F16B 5/00
Мітки: відновлення, деталей, спосіб, машин
Код посилання
<a href="https://ua.patents.su/3-28540-sposib-vidnovlennya-detalejj-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталей машин</a>
Спосіб відновлення деталей з однобічним спрацюванням
Номер патенту: 24684
Опубліковано: 04.08.1998
Автори: Куценко Микола Семенович, Куценко Павло Миколайович, Молодик Микола Володимирович
МПК: B23P 6/00
Мітки: відновлення, спосіб, однобічним, спрацюванням, деталей
Формула / Реферат:
Спосіб відновлення деталей з однобічним спрацюванням, що містить у собі наплавлення матеріалу, який компенсує спрацювання, його пластичне деформування в гарячому стані, який відрізняється тим, що наплавку здійснюють на поверхні, яка розміщена протилежно спрацьованій, а при пластичному деформуванні наплавлений матеріал переміщують в тіло деталі до тих пір, поки основний матеріал не заповнить спрацьовану зону деталі до номінальних розмірів в...
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Коровайченко Юрій Миколайович, Черновол Михайло Іванович, Тончева Ніна Миколаївна
МПК: C21D 8/00
Мітки: спосіб, відновлення, сталевих, деталей
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відновлення сталевих та чавунних деталей машин
Номер патенту: 19594
Опубліковано: 25.12.1997
Автори: Канарчук Вадім Євгенович, Барилович Леонід Павлович, Вербовська Ніна Іванівна, Ткачук Володимир Микитович
МПК: C23C 8/00
Мітки: деталей, чавунних, відновлення, машин, сталевих, спосіб
Формула / Реферат:
Способ восстановления стильных и чугунных деталей машин, включающий наплавку изношенной поверхности детали, отличающийся тем, что наплавку проводят низкоуглеродистой сталью, после чего осуществляют электролитическое борирование наплавленного слоя.
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки
Номер патенту: 22315
Опубліковано: 03.02.1998
Автори: Охремчук Марина Олегівна, Коровайченко Юрій Миколайович, Черновол Михайло Іванович
МПК: B23K 9/04
Мітки: відновлених, деталей, наварюванням, металевої, стрічки, циклічної, спосіб, термодеформаційної, обробки
Формула / Реферат:
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки, що включає електроконтактне наварювання сталевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, який відрізняється тим, що в процесі наварювання відновлений шар деталі піддають поверхнево-пластичній деформації з одночасним термоциклюванням в температурному діапазоні Ас3 + (30-50)°С – Аr1 + (30-50)°С і кількістю...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Хом'як Йосип Васильович, Пістун Ігор Павлович, Березовецький Андрій Петрович, Тесленко Анатолій Григорович
МПК: B21D 26/06
Мітки: металевих, деталей, спосіб, обробки, поверхонь, машин
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Попередній патент: Спосіб лікування хронічних запальних захворювань матки
Наступний патент: Спосіб одержання феніл-4-дифеніліл-1-імідазолілметану та його солей
Випадковий патент: Лабораторна установка для контролю виготовлення дроту