Спосіб виготовлення труб для циліндрів свердловинних штангових насосів
Номер патенту: 30135
Опубліковано: 15.11.2000
Автори: Касінов Віталій Іванович, Сергєєв Віктор Володимирович, Царьков Олексій Костянтинович, Хаустов Георгій Йосипович, Туренков Микола Мусійович, Миловський Вячеслав Олексійович, Правдін Юрій Михайлович, Блощинський Григорій Павлович, Баглай Андрій Олександрович, Трусков Юрій Миколайович, Качур Анатолій Іванович, Тихонюк Анатолій Никифорович, Калабухов Володимир Петрович, Кореняк Юрій Костянтинович, Савченко Олег Миколайович, Сизоненко Григорій Олександрович
Формула / Реферат
Спосіб виготовлення труб для циліндрів свердловинних штангових насосів, що включає одержання трубчатої заготовки, її багатопрохідне волочіння, термообробку і правку, який відрізняється тим, що трубчату заготовку одержують гарячим пресуванням, сумарна деформація при багатопрохідному волочінні складає по діаметру 15-20%,а по товщині стінки – 10-15%,після пресування та кожного з проходів волочіння здійснюють роззміцнювальну термообробку у захисному газовому середовищі, при цьому гарячому пресуванню піддають експандовану без окалини заготовку.
Текст
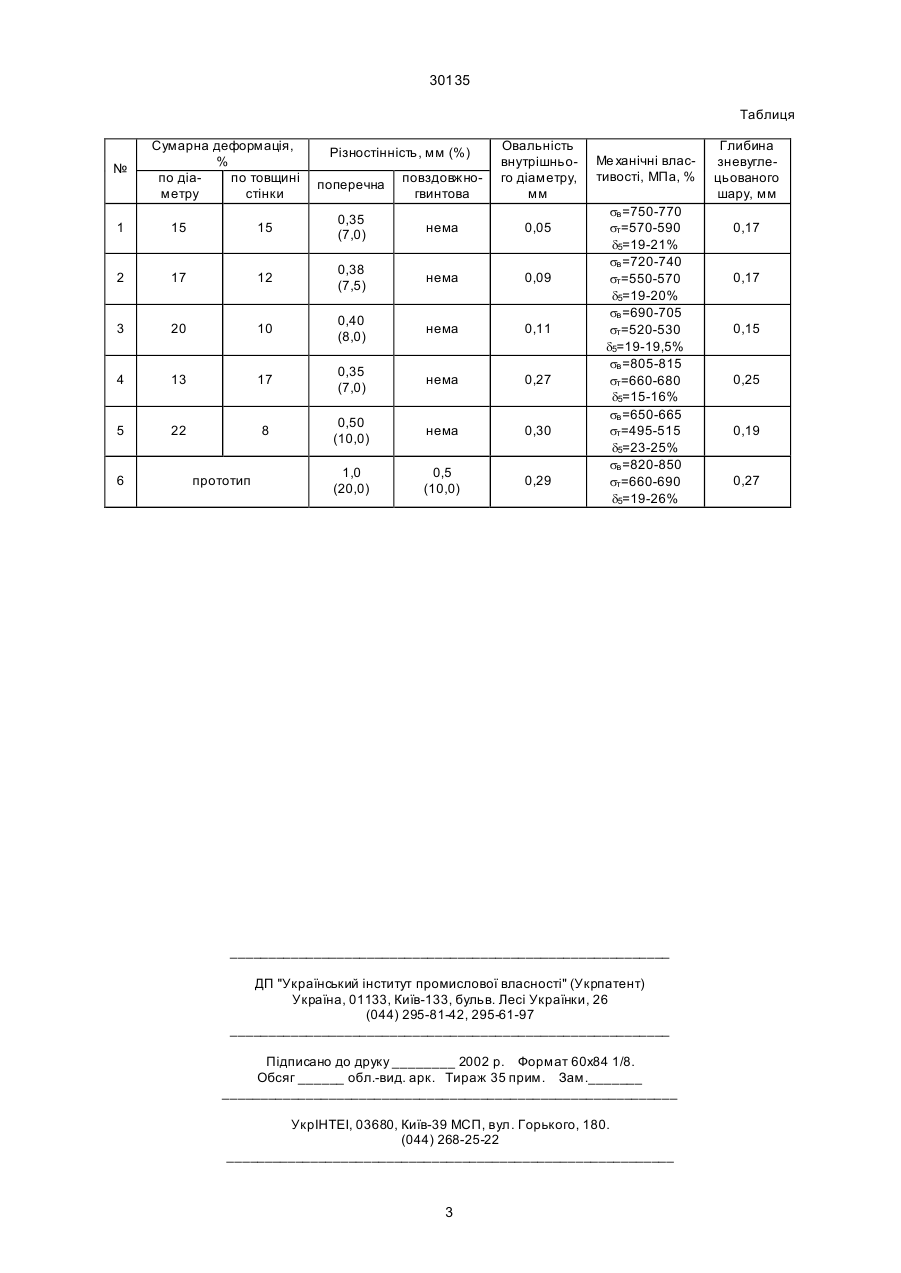
Спосіб виготовлення труб для циліндрів свердловинних штангових насосів, що включає одержання трубчатої заготовки, її багатопрохідне волочіння, термообробку і правку, який відрізняється тим, що трубчату заготовку одержують гарячим пресуванням, сумарна деформація при багатопрохідному волочінні складає по діаметру 15-20%,а по товщині стінки - 10-15%,після пресування та кожного з проходів волочіння здійснюють роззміцнювальну термообробку у захисному газовому середовищі, при цьому гарячому пресуванню піддають експандовану без окалини заготовку. (19) (21) 97126405 (22) 29.12.1997 (24) 15.11.2000 (33) UA (46) 15.11.2000, Бюл. № 6, 2000 р. (72) Савченко Олег Миколайович, Трусков Юрій Миколайович, Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Хаустов Георгій Йосипович, Правдін Юрій Ми хайлович, Блощинський Григорій Павлович, Туренков Микола Мусійович, Кореняк Юрій Костянтинович, Качур Анатолій Іванович, Тихонюк Анатолій Никифорович, Царьков Олексій Костянтинович, Баглай Андрій Олександрович, Касінов Віталій Іванович, Калабухов Володимир Петрович, Миловський Вячеслав Олексійович 30135 У основі даного винаходу лежить рішення задачі по удосконаленню способу виготовлення труб для циліндрів свердловинних штангових насосів шляхом змінення процесу одержання трубчатої заготовки, а також використання спеціальних деформаційних параметрів виробництва та виду термічної обробки, за рахунок чого забезпечується підвищення точності виготовляемих труб при одночасній стабільності рівня їх механічних властивостей та зниженні глибини зневуглецьованого шару. Поставлена задача вирішена тим, що у способі, який включає виготовлення трубчатої заготовки, її багатопрохідне волочіння, термообробку та правку, відповідно винаходу, тр убчату заготовку одержують гарячим пресуванням, сумарна деформація при волочінні складає по діаметру 15-20%, а по товщині стінки 10-15%, після пресування і кожного з проходів волочіння здійснюють розміцнюючу термообробку у захисному газовому середовищі, при цьому гарячому пресуванню піддають попередньо експандовану без окалини заготовку. Відмінність пропонованого способу від прототипу полягає в змінені процесу одержання трубчатої заготовки (замість гарячої прокатки - гаряче пресування), а також у здійсненні волочіння у визначеному режимі, проведенні розміцнюючої термічної обробки у захисному газовому середовищі, при цьому гарячому пресуванню піддають попередньо експандовану без окалини заготовку. Технічним результатом є підвищення точності виготовляємих тр уб при одночасній стабільності рівня їх механічних властивостей, а також зниження глибини зневуглецьованого шару. Це обумовлено тим, що гаряче пресування попередньо експандованої без окалини заготовки у сполученні з вказаними деформаційними параметрами волочіння та здійсненням після пресування і кожного з проходів волочіння розміцнюючої термообробки у захисному газовому середовищі дозволяє виключити, в порівнянні з прототипом, утворення повздовжно-гвинтової різностінності, забезпечити потрібну стабільність рівня механічних властивостей і зниження овальності труб. Останнє пов'язане з тим, що ведення процесу волочіння при запропонованих параметрах з одночасним здійсненням вказаної термічної обробки як після пресування, так і після кожного з проходів, створює умови для рівномірного витікання металу при волочінні і зменшення вигорання вуглецю під час всього переділу виготовлення труб, який передбачає нагрівання до високих температур; при цьому також зменшується глибина зневуглецьованого шару. Величина запропонованих інтервалів сумарної деформації при волочінні одержана дослідним шляхом. Запропонований спосіб здійснюється наступним чином. Нагріту, попередньо експандовану на спеціальному вертикальному пресі заготовку, задають у контейнер трубопрофільного пресу і провадять гаряче пресування її при температурі 10501100°С.При цьому на пресування задають заготовку без окалини, для чого або здійснюють нагріван ня для пресування у захисному газовому середовищі, або після нагрівання на повітрі усунення утвореної окалини виконують гідрозбивом. Після пресування здійснюють розміцнюючу термообробку у захисному газовому середовищі та правку. Потім одержану трубчату заготовку піддають багатопрохідному волочінню на волочильному стані, сумарна деформація при якому становить по діаметру 15-20%,а по товщині стінки - 10-15%, при цьому після кожного проходу волочіння здійснюють розміцнюючу термообробку в захисному газовому середовищі, після чого виконують правку. Наприклад. У круглій суцільній заготовці із сталі 38Х2МЮА просвердлили центральний отвір, нагріли до температури у діапазоні 1050-1100°С у захисному газовому середовищі і виконали експандування. Потім експандовану заготовку підігріли у прохідній індукційній печі до температури 10501100°С у захисному газовому середовищі, нанесли мастило, задали його в контейнер трубопрофільного пресу і відпресували трубчату заготовку розміром 63´6,0 мм. Після пресування трубчату заготовку термообробили при температурі 700-750°С з витримкою не менше 60 хв. у захисному газовому середовищі і здійснили двухпрохідне волочіння по маршруту (розмір труб у мм): 63´6,0®51´5,5®41,7´5,0. Після кожного проходу волочіння провадили термообробку по згаданому режиму та правку. Величину сумарної деформації, різностінність та овальність внутрішнього діаметру визначали по відомим формулам (див. Н.В. Розов "Производство труб" Справочник, М., Металлургия, 1974, с. 336-338, 422427), а механічні властивості та глибину зневуглецьованого шару - відповідно до ГОСТ 10006-80; ГОСТ 1763-68. Результати контролю одержаних труб показані у таблиці. Аналіз одержаних даних показав, що при використанні запропонованого способу (див. поз. 1-3 таблиці) спостерігається зниження поперечної різностінності у 2,5-3 рази, а повздовжно-гвинтова відсутня в порівнянні з прототипом (див. поз. 6 таблиці). Аналогічне спостерігається і по такому показнику, як овальність: вона знижується у 2,56 разів. Що стосується стабільності рівня механічних властивостей, то стабільність по запропонованому способу в порівнянні з прототипом значно вища. При цьому глибина зневуглецьованого шару у труб, одержаних запропонованим способом, менше приблизно у 1,5-2 рази. При виході за пропоновані межі (див. поз. 4-6 таблиці) у виготовлених тр уб, як і по способупрототипу, спостерігається збільшення різностінності, овальності та глибини зневуглецьованого шару, у результаті чого знижується вихід придатних тр уб для виготовлення циліндрів насосів в порівнянні з запропонованим способом (на 25-50%). Таким чином, запропонований спосіб у порівнянні з прототипом забезпечує значне підвищення точності виготовляємих труб з одночасним зниженням глибини зневуглецьованого шару, що дозволяє збільшити вихід придатних тр уб при виготовленні суцільних циліндрів свердловинних штангових насосів. 2 30135 Таблиця № Сумарна деформація, % по діапо товщині метру стінки поперечна повздовжногвинтова Овальність внутрішнього діаметру, мм Різностінність, мм (%) 1 15 15 0,35 (7,0) нема 0,05 2 17 12 0,38 (7,5) нема 0,09 3 20 10 0,40 (8,0) нема 0,11 4 13 17 0,35 (7,0) нема 0,27 5 22 8 0,50 (10,0) нема 0,30 1,0 (20,0) 0,5 (10,0) 0,29 6 прототип Ме ханічні властивості, МПа, % sв =750-770 sт=570-590 d5=19-21% sв =720-740 sт=550-570 d5=19-20% sв =690-705 sт=520-530 d5=19-19,5% sв =805-815 sт=660-680 d5=15-16% sв =650-665 sт=495-515 d5=23-25% sв =820-850 sт=660-690 d5=19-26% __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3 Глибина зневуглецьованого шару, мм 0,17 0,17 0,15 0,25 0,19 0,27
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of tubes for cylinders of borehole sucker-rod pumps
Автори англійськоюSavchenko Oleh Mykolaiovych, Truskov Yurii Mykolaiovych, Syzonenko Hryhorii Oleksandrovych, Serhieiev Viktor Volodymyrovych, Khaustov Heorhii Yosypovych, Pravdin Yurii Mykhailovych, Bloschynskyi Hryhorii Pavlovych, Turenkov Mykola Musiiovych, Koreniak Yurii Kostiantynovych, Kachur Aantolii Ivanovych, Tykhoniuk Anatolii Nykyforovych, Tsarkov Oleksii Kostiantynovych, Bahlai Andrii Oleksandrovych, Kasinov Vitalii Ivanovych, Kalabukhov Volodymyr Petrovych, Mylovskyi Viacheslav Oleksiiovych
Назва патенту російськоюСпособ изготовления труб для цилиндров скважинных штанговых насосов
Автори російськоюСавченко Олег Николаевич, Трусков Юрий Николаевич, Сизоненко Григорий Александрович, Сергеев Виктор Владимирович, Хаустов Георгий Иосифович, Правдин Юрий Михайлович, Блощинский Григорий Павлович, Туренков Николай Моисеевич, Кореняк Юрий Константинович, Качур Анатолий Иванович, Тихонюк Анатолий Никифорович, Царьков Алексей Константинович, Баглай Андрей Александрович, Касинов Виталий Иванович, Калабухов Владимир Петрович, Миловский Вячеслав Алексеевич
МПК / Мітки
МПК: B21C 1/16, B21C 23/02
Мітки: труб, штангових, свердловинних, циліндрів, виготовлення, спосіб, насосів
Код посилання
<a href="https://ua.patents.su/3-30135-sposib-vigotovlennya-trub-dlya-cilindriv-sverdlovinnikh-shtangovikh-nasosiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб для циліндрів свердловинних штангових насосів</a>
Пристрій для спуску і підйому штангових насосів без глушіння свердловин
Номер патенту: 29181
Опубліковано: 16.10.2000
Автори: Копичко Володимир Степанович, Вороняк Ярослав Володимирович, Говорун Олександр Яковлевич, Рилов Борис Михайлович, Кононюк Борис Андронович, Цвик Богдан Миколайович
МПК: E21B 43/00
Мітки: пристрій, свердловин, спуску, глушіння, насосів, підйому, штангових
Формула / Реферат:
Пристрій для спуску і підйому штангових насосів без глушіння свердловин, який містить укріплений на колоні підйомних труб корпус з посадочним елементом і радіальним приймальним каналом, розміщений в корпусі підпружинений запірний елемент з можливістю зворотньо-поступального переміщення в корпусі і контактування з штанговим насосом, фіксатор запірного елемента у його закритому положенні, який відрізняється тим, що запірний і посадочний...
Пристрій для опресовки штангових насосів

Номер патенту: 20445
Опубліковано: 15.07.1997
Автори: Кірпічонок Анатолій Романович, Рилов Борис Михайлович, Попівчак Сергій Іванович
МПК: F04B 47/02
Мітки: штангових, опресовки, пристрій, насосів
Формула / Реферат:
Пристрій для опресовки штангових насосів, який включає корпус, встановлене в ньому робоче конусне опорне кільце і стяжну гайку, який відрізняється тим, що містить додаткове опрссовочне конусне опорне кільце, яке встановлене з можливістю розміщення між ним і робочим конусним опорним кільцем посадочного конусного кільця штангового насоса, який гідравлічно сполучає нагнітальну опресовочну лінію з площиною контакту робочого опорного конусного...
Спосіб виготовлення гарячекатаних тонкостінних труб

Номер патенту: 24650
Опубліковано: 04.08.1998
Автори: Михайленко Михайло Андрійович, Король Микола Миколайович, Буряк Юрій Григорович, Король Радомір Миколайович, Півник Юрій Вікторович, Журба Олександр Савельович
МПК: B21C 37/00
Мітки: виготовлення, тонкостінних, гарячекатаних, спосіб, труб
Формула / Реферат:
1. Спосіб виготовлення гарячекатаних тонкостінних труб, включаючий послідовно виконані операції нагрівання заготовки, її прошивки, прокатування труб на неперервному стані, витягування довгих оправок, охолодження і змазування довгих оправок, обрізку задніх кінців труб, їх редицирування, охолодження і правку, який відрізняється тим, що після обрізки задніх кінців труб виконують їх охолодження, правку, обрізку, забивку кінців труб, волочіння на...
Спосіб виготовлення зварних профільних труб
Номер патенту: 28331
Опубліковано: 16.10.2000
Автори: Сапригін Хразален Михайлович, Скороходов Віктор Васильович, Куцін Володимир Семенович, Крупник Ісаак Абрамович, Юшевський Віктор Карлович, Ботюк Олег Миколайович, Зайцев Володимир Олександрович, Попенко Олександр Пилипович, Гончар Володимир Павлович
МПК: B21C 37/06
Мітки: виготовлення, труб, спосіб, зварних, профільних
Формула / Реферат:
Способ изготовления сварных профильных труб, включающий поперечную гибку исходной полосовой заготовки в валках и ее скручивание с одновременным прикладыванием поперечных сжимающих усилий, отличающийся тем, что исходную заготовку при поперечной гибке используют о припуском равный ее допуску, в процессе изготовления трубной заготовки поперечной гибкой ее формируют в виде асимметричного овала, создавая минимальную кривизну со стороны плоских...
Спосіб виготовлення робочих колес відцентрових насосів
Номер патенту: 8202
Опубліковано: 29.03.1996
Автори: Василега Олександр Яковлевич, Тепленчук Олег Васильович, Лисенко Олександр Іванович, Брискман Олександр Наумович, Лисенко Анатолій Петрович, Патинка Миколай Миколайович, Кобзарьов Михайло Дмитрович, Пирогов Олександр Дмитрович, Шимко В'ячеслав Іванович, Угничев Володимир Михайлович
МПК: B21K 3/00
Мітки: виготовлення, відцентрових, колес, насосів, робочих, спосіб
Формула / Реферат:
1. Способ изготовления рабочих колес центробежных насосов преимущественно с криволинейным профилем дисков, заключающийся в штамповке лопаток с технологическими припусками, нанесении на них знаков ориентации, сборке и соединении сваркой лопаток с покрывным и основным дисками, а также последующей термической и механической обработке колеса в сборе, отличающийся тем, что, с целью повышения точности получаемых изделий и снижения трудоемкости...
Попередній патент: Установка для відділення окалини з поверхні гарячекатаного дроту
Наступний патент: Спосіб профілактики печінкової недостатності
Випадковий патент: Пристрій вакуумної сепарації губчастого титану