Спосіб заливання ротора електродвигуна
Номер патенту: 30220
Опубліковано: 11.02.2008
Автори: Кузьмін Віктор Володимирович, Наливайко Сергій Сергійович, Железняков Андрій Володимирович, Чувашев Віктор Анатолійович, Іванов Віктор Олексійович, Чуванков Віктор Юрійович, Грівін Сергій Анатолійович, Папазов Юрій Миколайович, Москальов Едуард Петрович
Формула / Реферат
1. Спосіб заливки ротора електродвигуна, що включає збирання ливарної форми з двох півформ і шихтованого на оправці осердя, їх підігрівання і подання в ливарну форму розплаву під статичним тиском, який відрізняється тим, що розплав подають в ливарну форму через металопровід в нижню частину формоутворюючої порожнини першої півформи, при цьому висоту металопроводу вибирають з умови потрібного напору розплаву, а швидкість заповнення ливарної форми розплавом встановлюють тиском повітряно-газової подушки в верхній частині формоутворюючої порожнини другої півформи.
2. Спосіб заливки ротора електродвигуна за п. 1, який відрізняється тим, що перед заливкою розплаву ливарну форму встановлюють вертикально.
3. Спосіб заливки ротора електродвигуна за п. 1, який відрізняється тим, що перед заливкою розплаву ливарну форму встановлюють під нахилом.
4. Спосіб заливки ротора електродвигуна за п. 1, який відрізняється тим, що перед заливкою розплаву ливарну форму встановлюють горизонтально, а швидкість заповнення ливарної форми розплавом додатково встановлюють тиском повітряно-газової подушки в верхній частині формоутворюючої порожнини першої півформи.
Текст
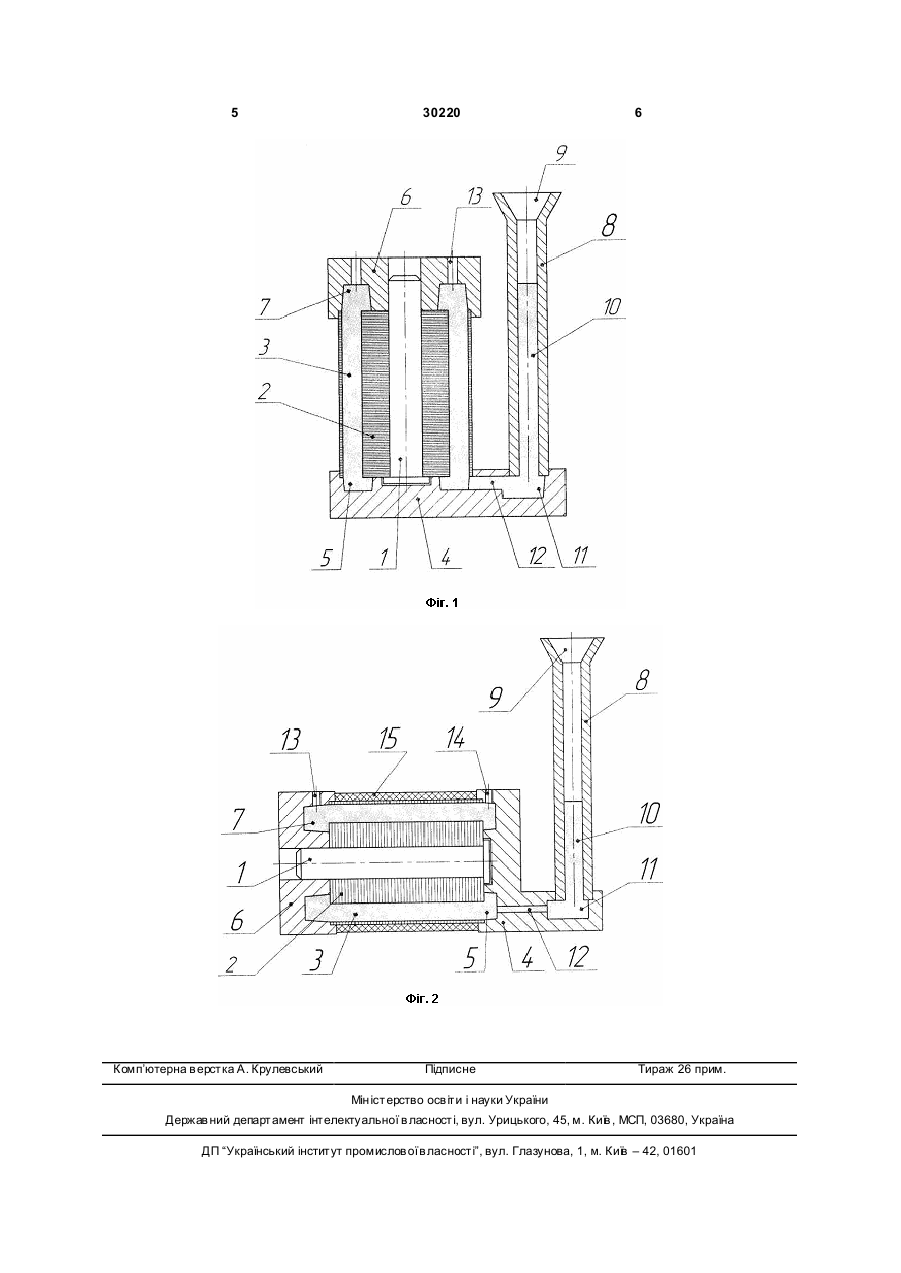
1. Спосіб заливки ротора електродвигуна, що включає збирання ливарної форми з двох півформ і шихтованого на оправці осердя, їх підігрівання і подання в ливарну форму розплаву під статичним тиском, який відрізняється тим, що розплав подають в ливарну форму через металопровід в ни U 1 3 30220 півформи вилучає явища розбризкування і спінення розплаву, а також попадання в відливку шлаків. Величина тиску повітряно-газової подушки в верхній частині формостворюючої порожнини другої напівформи визначає швидкість заповнення ливарної форми розплавом, що значно покращує якість відливки. Пропонується також перед заливкою розплаву як варіант розміщення ливарну форму встановлювати вертикально, під нахилом або горизонтально. При горизонтальному розміщенні ливарної форми швидкість заповнення її розплавом встановлюють додатково тиском повітряно-газової подушки в верхній частині формостворюючої порожнини першої напівформи. Це дозволить одержати якісні відливки короткозамкнених роторів малих і великих діаметрів. Корисна модель пояснюється кресленнями, де: - на Фіг.1 схематично показана ливарна форма з вертикально встановленим осердям ротора; - на Фіг.2 схематично показана ливарна форма з горизонтально встановленим осердям ротора. Повністю збірна ливарна форма вміщує в собі встановлене на оправці 1 осердя 2 з пазами 3, яке закрито з торців першою напівформою 4 з формостворюючою порожниною 5 та другою напівформою 6 з формостворюючою порожниною 7. Металопровід 8 з заливочною воронкою 9 прикріплений до напівформи 4. Металопровід 8 призначений для заливки в ливарну форму розплаву (мідь, алюміній) 10. Внутрішня порожнина металопровода 8 через металоприймач 11 і живильник 12 з'єднана з формостворюючою порожниною 5 напівформи 4. В напівформі 6 виконані дихальні отвори 13, а в напівформі 4 виконані дихальні отвори 14. Осердя 2 може бути закрито теплоізоляційним кожухом 15. Спосіб здійснюється наступним чином. Набране по масі осердя 2 ротора надівають на оправку 1 і з торців встановлюють на нього напівформи 4 і 6, які обжимають пакет заліза осердя 2. Цю ливарну форму з металопроводом 8 вміщують в піч для нагрівання. Нагріта ливарна форма встановлюється на плиті (на кресленні не показана) вертикально (Фіг.1). Через заливочну воронку 9 по металопроводу 8, металоприймачу 11 і живильнику 12 розплав 10 під статичним тиском поступає в нижню частину формостворюючої порожнини 5 першої напівформи 4, створюючи короткозамикаюче кільце обмотки ротора. Далі розплав 10 заповнює пази 3 осердя 2 і поступає в формостворюючу порожнину 7 другої напівформи 6, створюючи друге короткозамикаюче кільце обмотки ротора. Повітря і гази з ливарної форми вилучаються в атмосферу через дихальні отвори 13, встановлені в верхній частині формостворюючої порожни 4 ни 7 другої напівформи 6. Потім ливарна форма втримується деякий час на кристалізацію, після чого з неї витягується готове осердя 2 з короткозамкненою обмоткою ротора. Нагріта ливарна форма може встановлюватись на плиті горизонтально (Фіг.2). В цьому випадку повітря і гази з ливарної форми вилучаються в атмосферу через дихальні отвори 13 і 14, виконані в верхній частині формостворюючих порожнин 5 і 7 другої напівформ 4 і 6. При необхідності осердя 2 може бути закрито теплоізоляційним кожухом 15. Нагріта ливарна форма може встановлюватись на плиті під нахилом (на кресленні не показано). При горизонтальному або під нахилом розміщенні ливарної форми процес заливки розплаву здійснюється аналогічно, як описано вище. Для створення необхідного напору розплаву 10 і забезпечення рівномірного заповнення формостворюючої порожнини висота металопровода 8 визначається за формулою: H =P g , де Н - висота металопровода; Р - тиск; g - густина розплавленого металу. Швидкість заповнення ливарної форми розплавом 10 визначається кількістю і площею перетину ди хальних створів 13 і 14, а також напором розплаву 10 в металопроводі 8, що створює повітряно-газову подушк у в верхній частині формостворюючих порожнин 5 і 7 напівформ 4 і 6. Це сприяє тому, що ливарна форма поступово заповнюється більш густим розплавом, що позитивно впливає на якість заливки. Приклад. Для одержання мідної литої короткозамкненої обмотки ротора асинхронного електродвигуна зібрану ливарну форму нагрівають в печі до температури 600-700°С. Потім форму виймають з печі і через залив очну воронку 9 металопровода 8 заливають розплав міді 10 при температурі 1280-1300°С. Після кристалізації міді в навколишньому середовищі з ливарної форми витягується виготовлене осердя 2 з короткозамкненою обмоткою ротора. Запропонованій спосіб виключає попадання шлаку в відливку, захисного флюсу і інших складових, що знаходяться на поверхні розплаву, що сприяє підвищенню якості відливок і підвищує їх густину. Цей спосіб дуже простий, не потребує дорогого обладнання і забезпечує високу якість заливки. Джерело інформації: 1. Виноградов Н.В. Производство электрических машин. Госэнергоиздат, М.: 1961г., стр. 222, 223. 5 Комп’ютерна в ерстка А. Крулевський 30220 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for casting electric drive rotor
Автори англійськоюChuvashev Viktor Anatoliiovych, Chuvankov Viktor Yuriiovych, Zhelezniakov Andrii Volodymyrovych, Papasov Yurii Mykolaiovych, Ivanov Viktor Oleksiiovych, Hrivin Serhii Anatoliiovych, Kuzmin Viktor Volodymyrovych, Moskaliov Eduard Petrovych, Moskaliov Eduard Petrovych, Nalyvaiko Serhii Serhiiovych
Назва патенту російськоюМетод заливки ротора электродвигателя
Автори російськоюЧувашев Виктор Анатольевич, Чуванков Виктор Юрьевич, Железняков Андрей Владимирович, Папазов Юрий Николаевич, Иванов Виктор Алексеевич, Гривин Сергей Анатольевич, Кузьмин Виктор Владимирович, Москалев Эдуард Петрович, Москалёв Эдуард Петрович, Наливайко Сергей Сергеевич
МПК / Мітки
МПК: B22D 18/04, H02K 15/08
Мітки: спосіб, електродвигуна, ротора, заливання
Код посилання
<a href="https://ua.patents.su/3-30220-sposib-zalivannya-rotora-elektrodviguna.html" target="_blank" rel="follow" title="База патентів України">Спосіб заливання ротора електродвигуна</a>
Спосіб визначення допустимого залишкового дисбалансу ротора тягового електродвигуна безкорпусного виконання
Номер патенту: 28461
Опубліковано: 10.12.2007
Автори: Ковальов Олександр Юхимович, Карпенко Володимир Владиславович
МПК: G01M 7/00
Мітки: безкорпусного, виконання, спосіб, допустимого, ротора, тягового, дисбалансу, залишкового, визначення, електродвигуна
Формула / Реферат:
Спосіб визначення допустимого залишкового дисбалансу ротора тягового електродвигуна (ТЕД) безкорпусного виконання, який включає встановлення класу точності балансування ротора ТЕД безкорпусного виконання, а також виконання вимог до балансування і методів розрахунку дисбалансів за державним стандартом, що і для ротора ТЕД корпусного виконання, який відрізняється тим, що клас точності балансування ротора ТЕД безкорпусного виконання вибирають на...
Спосіб ремонту ротора асинхронного електродвигуна

Номер патенту: 61034
Опубліковано: 15.10.2003
Автори: Кириленко Валерій Іванович, Макаров Костянтин Дмітрійович
МПК: H02K 17/16
Мітки: асинхронного, ремонту, ротора, спосіб, електродвигуна
Формула / Реферат:
1. Спосіб ремонту ротора асинхронного електродвигуна, що полягає в видаленні алюмінію з пазів магнітопроводу і короткозамикаючих кілець з наступним виконанням нової короткозамкненої обмотки, який відрізняється тим, що зазначений алюміній видаляють з пазів магнітопроводу і короткозамикаючих кілець частково на задану висоту, а в зазори, що утворилися в пазах, вводять електропровідні стрижні, що виступають по обидва боки ротора, кінці яких...
Спосіб ремонту ротора асинхронного електродвигуна
Номер патенту: 6272
Опубліковано: 15.04.2005
Автори: Соколовський Василь Іванович, Вишнєвецький Віктор Вікторович
МПК: H02K 17/16
Мітки: ремонту, електродвигуна, асинхронного, ротора, спосіб
Формула / Реферат:
Спосіб ремонту ротора асинхронного електродвигуна, що полягає у частковому видаленні алюмінію з пазів магнітопроводу і короткозамикаючих кілець з наступним виконанням короткозамкненої обмотки, який відрізняється тим, що алюміній видаляють в залежності від перерізу стержня, який видаляють, на глибину ≤ глибині паза в магнітопроводі, та - частково, разом з частиною магнітопроводу, з боків, утворюючи паз, переважно прямокутний, з канавкою...
Спосіб виготовлення ротора асинхронного електродвигуна
Номер патенту: 11630
Опубліковано: 16.01.2006
Автори: Кондратьєв Аркадій Євгенович, Ткачук Олександр Миколайович, Каїка Василь Васильович, Ткачук Микола Миколайович
МПК: H02K 17/16
Мітки: ротора, виготовлення, спосіб, електродвигуна, асинхронного
Формула / Реферат:
1. Спосіб виготовлення ротора асинхронного електродвигуна, що включає установку кінців стержнів у короткозамикаючому кільці, з'єднання кінців стержнів з короткозамикаючим кільцем, поворот ротора на 180° у вертикальній площині, наступне з'єднання кінців стержнів з іншим короткозамикаючим кільцем, який відрізняється тим, що установку кінців стержнів у короткозамикаючому кільці ведуть шляхом відносного вертикального переміщення стержнів і...
Пристрій для вимірювання параметрів обертання ротора електродвигуна
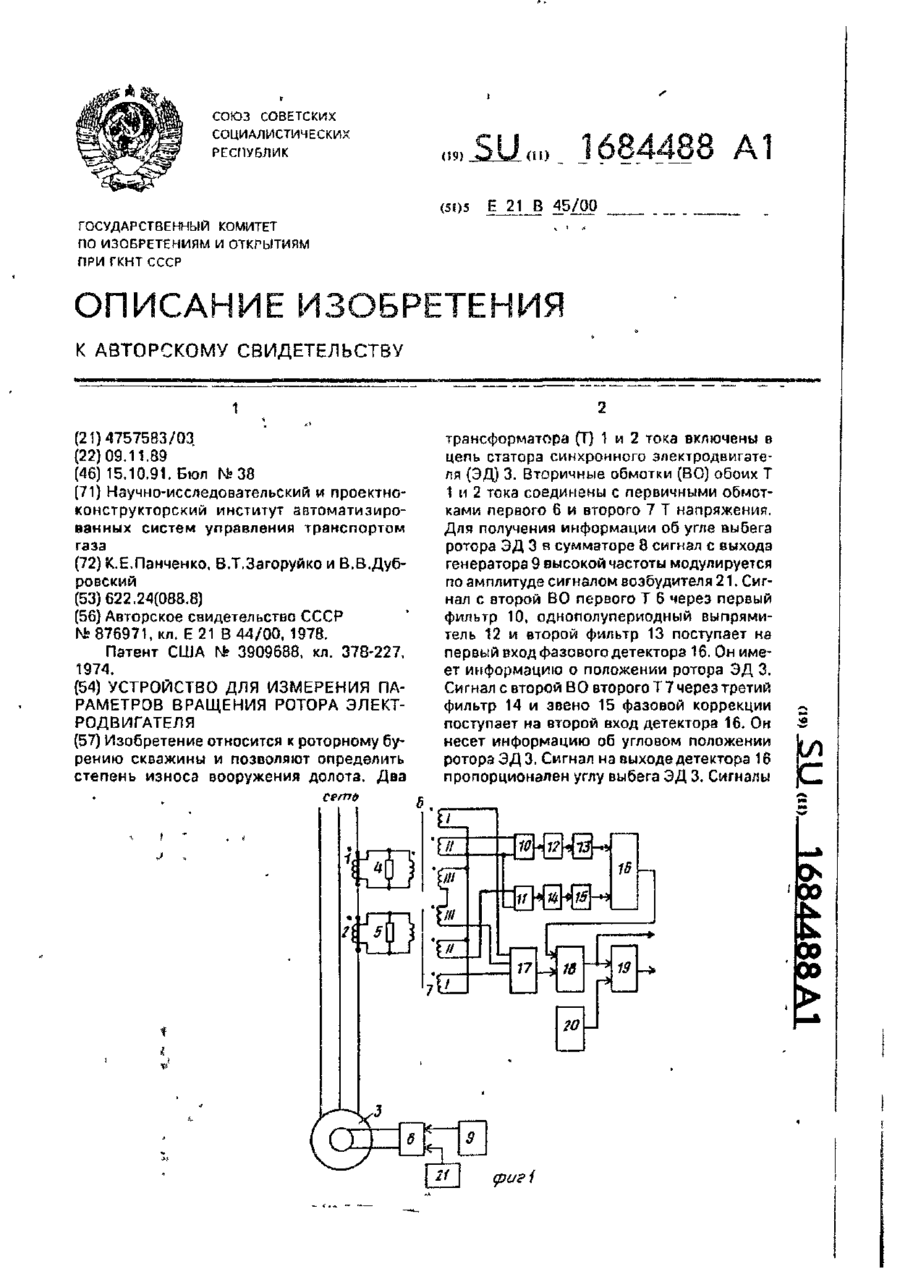
Номер патенту: 16801
Опубліковано: 29.08.1997
Автори: Дубровський Володимир Васильович, Загоруйко Валерій Тимофійович, Панченко Костянтин Євгенович
МПК: E21B 45/00
Мітки: обертання, вимірювання, ротора, пристрій, параметрів, електродвигуна
Формула / Реферат:
Устройство для измерения параметров вращения ротора электродвигателя, содержащее два трансформатора напряжения, три фильтра, звено фазовой коррекции, фазовый детектор, умножитель, делитель и датчик механической скорости проходки, а также генератор высокой частоты и возбудитель, выходы которых соединены с соответствующими входами сумматора, выход сумматора соединен с обмоткой возбуждения синхронного электродвигателя, отличающееся тем, что,...
Попередній патент: Саможивильний генератор
Наступний патент: Пристрій для обробки води “біогенезатор”
Випадковий патент: Спосіб безцентрового шліфування жолобів на круглій деталі