Спосіб формування вузлів взуття з термопластичних матеріалів і пристрій для його здійснення
Номер патенту: 26132
Опубліковано: 07.06.1999
Автори: Вершинкіна Олена Вікторівна, Ценова Людмила Володимирівна, Надточій Валерій Васильович, Якубова Людмила Володимирівна, Коновал Віктор Павлович
Формула / Реферат
1. Способ формования узлов обуви из термопластичных материалов путем нагрева внутренней поверхности узла на нагреваемом пуансоне до температуры 100 - 150°C с последующим формованием на охлаждаемом пуансоне с обжимом обжимной матрицей, отличающийся тем, что узел дополнительно охлаждают обжимной матрицей при температуре -5 - +5°C в течение 10 - 20с, а формование на охлаждаемом пуансоне осуществляют при температуре -10 - 5°C.
2. Устройство для формования узлов обуви из термопластичных материалов, содержащее нагреваемые и охлаждаемые пуансоны, соединенные с холодильной установкой, и расположенные над пуансонами обжимные матрицы, отличающееся тем, что обжимные матрицы выполнены полыми, жесткой формы и дополнительно снабжены на рабочей поверхности эластичной подкладкой, преимущественно, из металлизированной резины, охлаждаемые пуансоны и обжимные матрицы соединены последовательно между собой, как сообщающиеся сосуды, и с холодильной установкой, при этом в качестве холодильной установки выбран вихревой микрохолодильник.
Текст
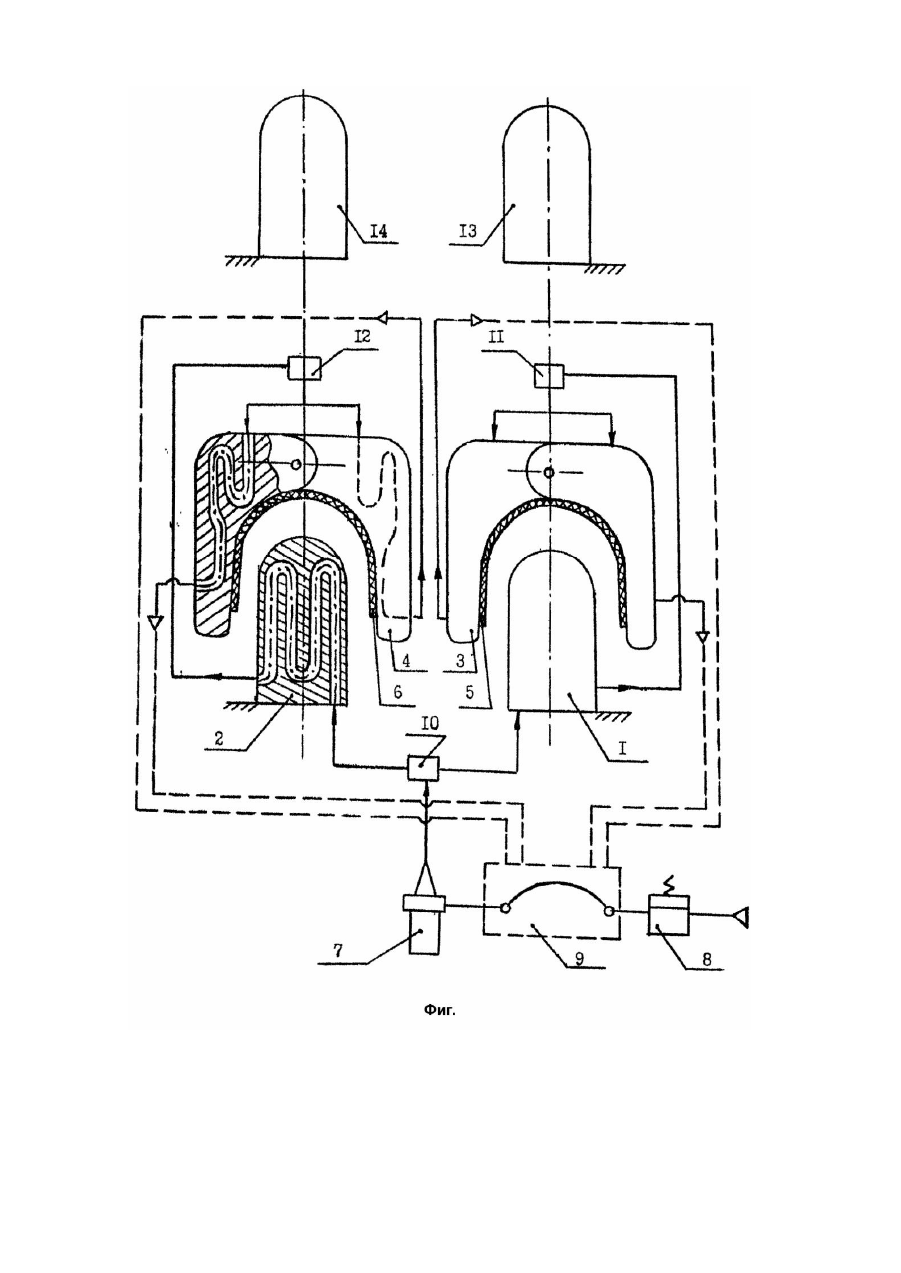
Изобретение относится к обувной промышленности, а именно к способам и устройствам для формования узлов обуви из термопластичных материалов. Известны способы для формования узлов обуви, заключающиеся в том, что узел обуви, изготовленный из термопластичного материала, разогревают на нагреваемом пуансоне, а затем формуют с односторонним охлаждением на охлаждаемом пуансоне, с обжимом эластичными матрицами, обладающими температурой окружающей среды и выше (модель 600 и модель 626 фирмы JKOS (Югославия); код 33.11.03 фирмы SIDEKO (Италия); авторское свидетельство СССР №1266515, кл. A43D11/12, 1981, №1409214, кл. A43D11/12, 1985, №1057002, кл. A43D11/12, 1983). Известен также способ, заключающийся в том, что обувный узел нагревается на нагреваемом пуансоне, имеющем температур у нагрева 100 - 150°C с обжимом эластичными матрицами, а затем формуется с одной внутренней стороны на охлаждаемом пуансоне температурой охлаждения -5 - +5°C (проспект фирмы Италии "SEAT-O-FORM ZEUS 82/ECFP4P", 1982). Известна машина для формования узлов обуви из термопластичных материалов, содержащая закрепленные на станине в секциях четыре пуансона, расположенные над ними обжимные матрицы, выполненные из эластичного материала (проспект фирмы Италии -SEAT-O-FORM ZEUS 82/ECFP4P", 1982). Нагреваемые пуансоны установлены в боковых секциях машины и снабжены обогревателями, а охлаждаемые пуансоны - во внутренних секциях и соединены с холодильной установкой, из которой во внутреннюю полость пуансонов циркулирует о хлажденный антифриз. Недостатками известных способов является то, что узлы обуви при формовании получают одностороннее охлаждение с внутренней стороны от охлаждаемого пуансона и за время охлаждения, которое лимитируется рабочим циклом, не успевают достаточно охладиться и не обеспечивают полную усадку термопластичного материала, что после удаления из пресс-формы приводит к деформации и снижению качества, а также ухудшению товарного вида обуви. Температура обжимных матриц под воздействием горячих узлов обуви (частота смены формуемых узлов - каждые 60с) повышается. Температура узлов обуви после удаления из пресс-формы составляет 40 - 60°C. Недостатком известной машины является наличие специальной холодильной установки, охлаждающей антифриз, и установки для циркуляции антифриза, которые являются громоздкими (габарит 600 ´ 600 ´ 1200мм), сложными как по конструкции, так и в обслуживании, нуждаются в заправке специальными средами (хладагентом и антифризом). В основу изобретения поставлена задача создания способа для формования узлов обуви из термопластичных материалов путем двухстороннего охлаждения узлов обуви так, чтобы обеспечить повышение качества обуви, ее формы и товарного вида, устранение усадочных явлений термопластичных материалов, искажающих форму обуви. В основу изобретения поставлена также задача создания устройства для формования узлов обуви из термопластичных материалов путем усовершенствования системы охлаждения за счет применения холодильных установок, работающих от энергии сжатого воздуха общефабричной системы, и системы циркуляции охлажденного воздуха к обжимным матрицам, чтобы обеспечить их охлаждение, а через них охлаждение наружной поверхности узла обуви, повышение качества узла, производительность труда и экономичность устройства. Поставленная задача решена тем, что в способе, включающем нагрев узла обуви из термопластичных материалов до температуры 100 - 150°C с внутренней поверхности на нагреваемом пуансоне с последующим охлаждением на охлаждаемом пуансоне до температуры -10 - -5°C с обжимом обжимной матрицы, согласно изобретению, обувный узел дополнительно охлаждают с внешней стороны охлаждаемой обжимной матрицей при температуре от -5 до +5°C в течение 10 - 20с. Поставленная задача решена также тем, что устройство для формования узлов обуви из термопластичных материалов, содержащее нагреваемые пуансоны и охлаждаемые пуансоны, соединенные с холодильной установкой, и расположенные над пуансонами обжимные матрицы, согласно изобретению, имеет обжимные матрицы, выполненные полыми, жесткими и дополнительно снабженные на рабочей поверхности эластичной подкладкой, преимущественно, из металлизированной резины, а охлаждаемые пуансоны и обжимные матрицы соединены последовательно между собой как сообщающиеся сосуды, и с холодильной установкой. Кроме того, в качестве холодильной установки выбран вихревой холодильник. К вихревым холодильникам, в частности, относится малогабаритный микрохолодильник ВМХ-14, разработанный Куйбышевским политехническим институтом, завод-изготовитель - Акционерное общество "ВАРД", г.Самара (проспект ВДНХ СССР, 1988). Благодаря двухстороннему охлаждению узла обуви происходит полное охлаждение и полная усадка термопластичного материала, чем устраняется деформация и искажение узла обуви после удаления из пресс-формы. Благодаря применению полых охлаждаемых матриц, последовательно соединенных с охлаждаемыми пуансонами, через которые последовательно, сначала в пуансоны, а из них в матрицы, проходит охлажденный воздух, обеспечивается их охлаждение от одной системы. Благодаря применению вихревых микрохолодильников малых габаритов (60 ´ 60 ´ 100мм), которые работают от общефабричной системы сжатого воздуха, упрощается конструкция машины, отпадает необходимость в хладагентах и антифризе, экономится металл. Микрохолодильник работает надежно, не требует специального ухода, легко сменяется как комплектующее изделие. Способ реализуется следующим образом. Пример 1. Пяточный узел с задником из термопластичного материала после нагрева до температуры 100°C для размягчения термопластичного материала одевается на охлаждаемый пуансон температурой -5°C и обжимается обжимными матрицами, также охлажденными до температуры -5°C. По истечении времени формования (20с) пяточный узел удаляется из пресс-формы. За счет того, что градиент температуры холода направлен в охлаждаемых материалах пяточного узла обуви с двух сторон (внутренней и внешней) эффект охлаждения достаточно высок. Аналогично формуется носочный и другие узлы из термопластичных материалов. Пример 2. Проведенный по аналогичной примеру 1 методике процесс при температуре нагрева пяточного узла в 150°C, температуре охлаждаемого пуансона -10°C и обжимных матриц - +5°C показывает; что охлаждение пяточного узла более интенсивно с внутренней стороны. Однако эффект охлаждения также достаточно быстрый при времени охлаждения 10с за счет значительной холодоотдачи пуансона. Пример 3. По аналогичной примерам 1 и 2 методике, при температурах нагрева пяточного узла до 125°C, охлаждения охлаждаемого пуансона до -15°C и обжимных матриц до 0°C охлаждение также интенсивно, за счет значительной холодоотдачи охлаждаемого пуансона. Усадка термопластичного материала также, как в примерах 1, 2, успевает произойти в течение короткого времени - 20с (времени охлаждения в пресс-форме). Пример 4. По аналогичной примерам 1 - 3 методике проводят нагрев узла обуви при температуре 80°C, охлаждение охлаждаемого пуансона - -3°C, обжимной матрицы - +5°C, узел охлаждают в течение 7с. Процесс практически не осуществим, так как нагрев до 80°C не обеспечивает достаточного размягчения термопластичного материала. Время - 7с недостаточное для того, чтобы материал получил усадку даже при его предварительном нагреве выше 80°C. Пример 5. Узел нагревали по аналогичной примерам 1 - 4 методике до 160°C, пуансон охлаждали до температуры -15°C, а обжимные матрицы - до -10°C, узел охлаждали 30с. Процесс при этих параметрах вести нецелесообразно, так как нагрев до 160°C доводит термопластичный материал до грани текучести. При увеличении температуры охлаждения матрицы, как в примере 4, термопластичний материал не успевает получить усадку, а при понижении температуры охлаждения матрицы и пуансона структура материала не меняется, но затрачивается больше времени (30с), при условии нагрева узла до 150°C. На чертеже (фиг.) представлена схема заявляемого устройства. Устройство содержит правый 1 и левый 2 охлаждаемые пуансоны, обжимные матрицы 3 и 4 жесткой формы, выполненные полыми и соединенные между собой последовательно как сообщающиеся сосуды, эластичные подкладки 5, 6, преимущественно из металлизированной резины, вихревой микрохолодильник марки BMX-14 7, питающий пневматический кран 8, теплообменник 9, делители потока воздуха 10, 11 и 12 и нагреваемые пуансоны 13 и 14. Устройство работает следующим образом. Охлаждаемые пуансоны 1 и 2 имеют внутренние полости, в которые поступает охлажденный воздух от вихревого микрохолодильника 7, через делитель потока воздуха 10. Ви хревой микрохолодильник 7 питается через кран 8 сжатым воздухом давлением в 4 - 5атм. Отдав часть своего холода охлаждаемым пуансонам 1 и 2, холодный воздух поступает во вн утренние полости обжимных матриц 3 и 4 через делители потока 11 и 12. Проходя через внутренние полости обжимных матриц 3 и 4, которые как и охлаждаемые пуансоны, изготовлены из дюралюминия и рабочие поверхности которых покрыты эластичными подкладками из металлизированной резины, отдают им оставшуюся холодную энергию. Отдав холод, сжатый воздух выходит наружу. Однако он еще достаточно холоден, с температурой близкой нулю, в связи с чем его можно использовать для охлаждения входного воздуха через теплообменник 9, чем повысить эффективность микрохолодильника 7. Пяточные узлы обуви нагревают на нагреваемых пуансонах 13 и 14 для размягчения термопластичного задника, после чего переставляют на охлаждаемые пуансоны 1 и 2 и обжимают охлаждаемыми обжимными матрицами 3, 4. Для эластичных подкладок 5 и 6 можно использовать другие виды материалов, например, металлизированный полиуретан, однако полиуретан под воздействием низких температур в динамических режимах быстро выходит из строя.
ДивитисяДодаткова інформація
Автори англійськоюKonovalov Viktor Pavlovych, Yakubova Liudmyla Volodymyrivna, Tsenova Liudmyla Volodymyrivna, Vershynkina Olena Viktorivna
Автори російськоюКоновал Виктор Павлович, Якубова Людмила Владимировна, Ценовая Людмила Владимировна, Вершинкина Елена Викторовна
МПК / Мітки
МПК: A43D 95/00, A43D 11/00
Мітки: взуття, термопластичних, спосіб, формування, вузлів, пристрій, здійснення, матеріалів
Код посилання
<a href="https://ua.patents.su/3-26132-sposib-formuvannya-vuzliv-vzuttya-z-termoplastichnikh-materialiv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування вузлів взуття з термопластичних матеріалів і пристрій для його здійснення</a>
Спосіб формування вузлів взуття з термопластичних матеріалів і пристрій для його здійснення
Номер патенту: 20837
Опубліковано: 07.10.1997
Автори: Бабіч Антоніна Іванівна, Надточій Валерій Васильович, Лукаш Ігор Григорович, Коновал Віктор Павлович, Ценова Людмила Володимирівна, Якубова Людмила Володимирівна
МПК: A43D 11/00, A43D 95/00
Мітки: здійснення, термопластичних, пристрій, формування, взуття, спосіб, вузлів, матеріалів
Формула / Реферат:
1. Способ формования узлов обуви из термопластичных материалов путем нагрева их на нагреваемых пуансонах до температуры 100-150°С с последующим охлаждением на охлаждаемых пуансонах до температуры -5 - +5°С с обжимом обжимными матрицами, отличающийся тем, что охлаждение на охлаждаемых пуансонах осуществляют с их экранированием от тепловых потоков, излучаемых нагреваемыми пуансонами с матрицами, причем экранирование осуществляется потоком...
Спосіб отвердження окремих ділянок заготовки верху взуття та пристрій для його здійснення
Номер патенту: 4003
Опубліковано: 27.12.1994
Автори: Вайнтруб Ірина Вольфівна, Мозер Георгій Едуардович, Пегловський Вячеслав Віталійович
МПК: A43D 11/00
Мітки: ділянок, заготовки, верху, здійснення, взуття, спосіб, отвердження, пристрій, окремих
Формула / Реферат:
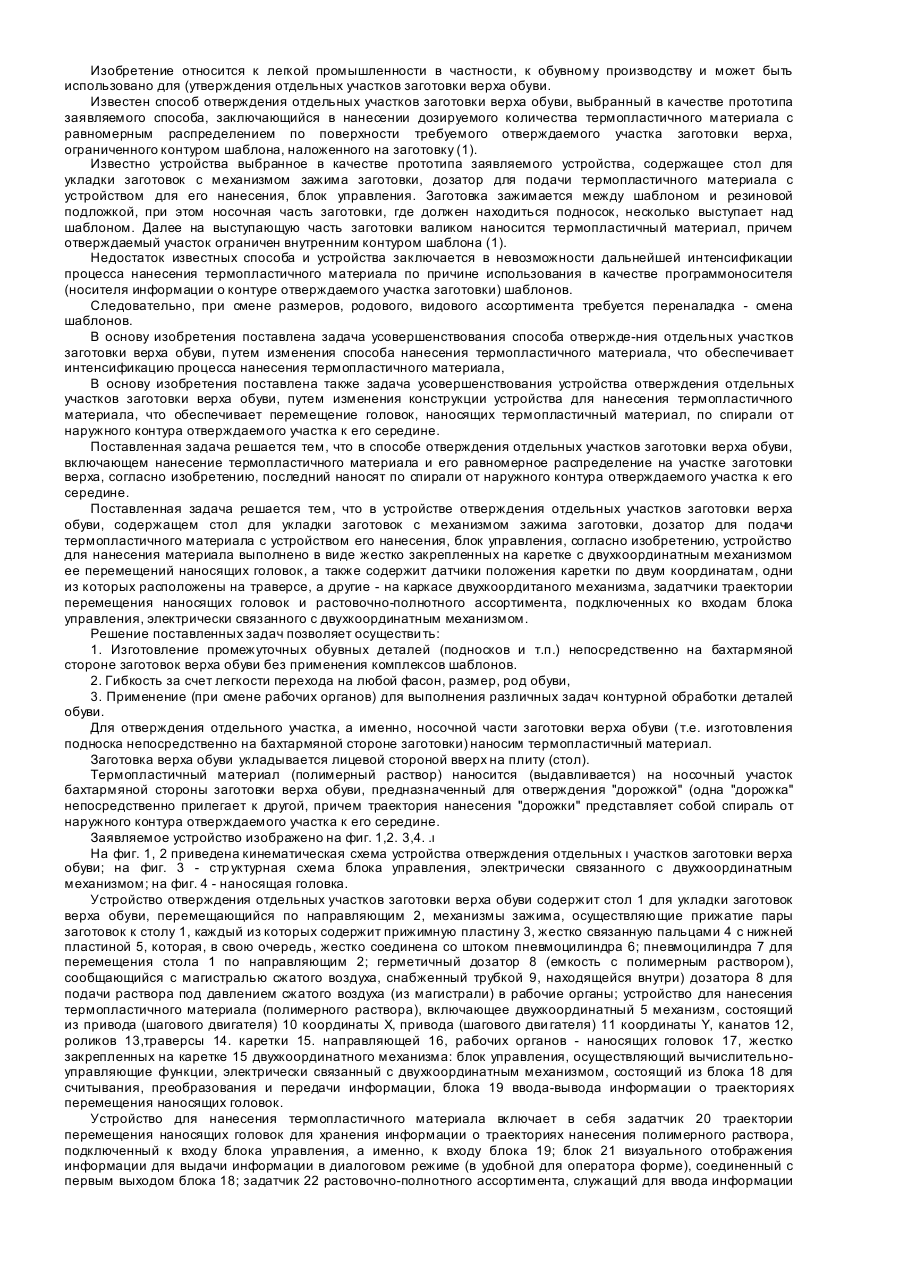
1. Способ отверждения отдельных участков заготовки верха обуви, включающий нанесение термопластичного материалам его равномерное распределение на участке заготовки верха, отличающийся тем, что последний наносят по спирали от наружного контура отверждаемого участка к его середине.2. Устройство отверждения отдельных участков заготовки верха обуви, содержащее стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи...
Спосіб розділення сипучих матеріалів по крупності і пристрій для його здійснення
Номер патенту: 4528
Опубліковано: 28.12.1994
Автори: Райхель Володимир Вікторович, Іващенко Валентин Євгенович, Єфимов Сергій Павлович, Кушнарьов Борис Васильович, Білоног Валерій Олексійович, Никитін Вадим Дмитрович, Бурчак Віктор Миколаєвич
МПК: B07B 13/00
Мітки: спосіб, розділення, матеріалів, здійснення, сипучих, пристрій, крупності
Формула / Реферат:
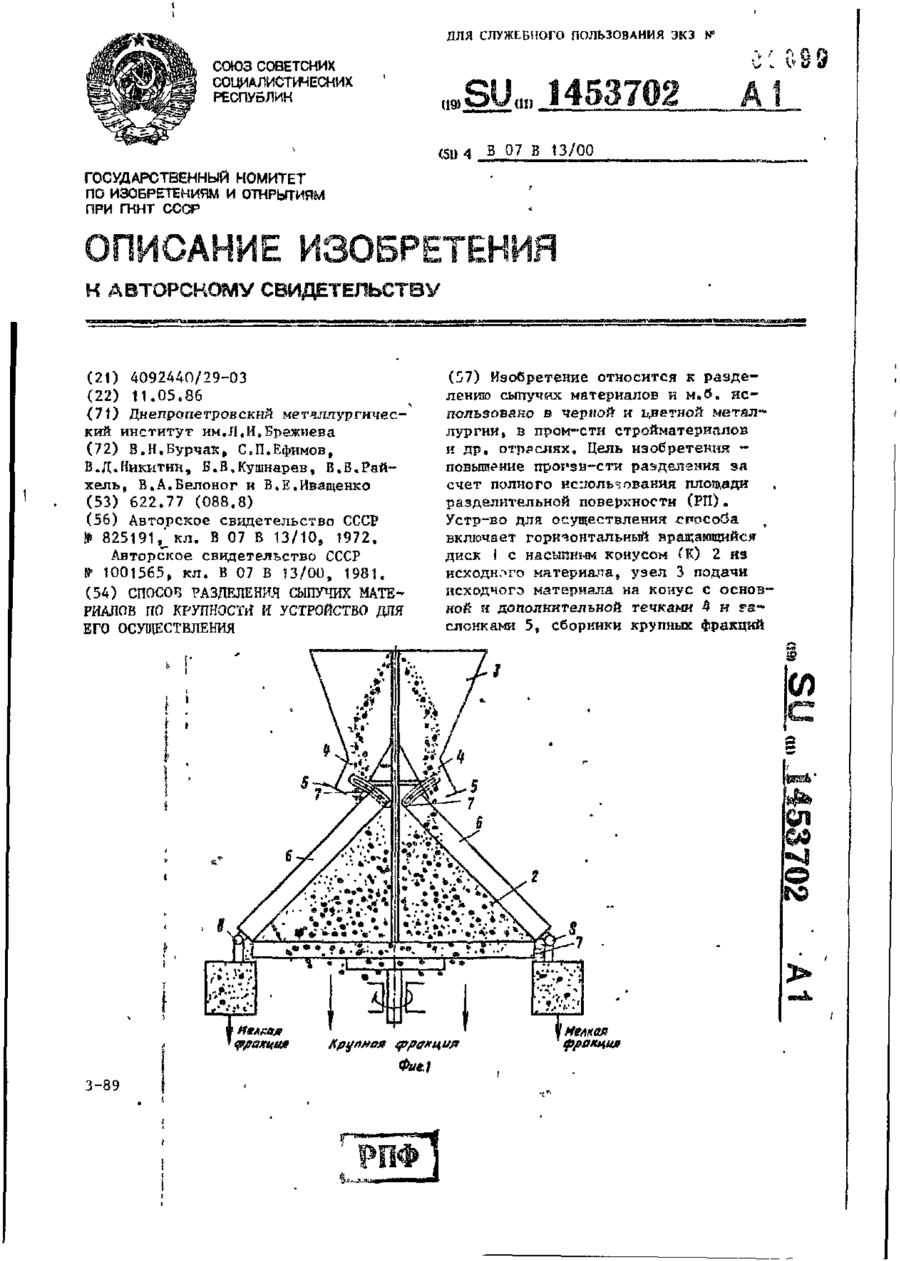
1. Способ разделения сыпучих материалов по крупности, включающий формирование конической разделительной поверхности из исходного материала, вращение этой поверхности вокруг вертикальной оси конуса, подачу исходного материала на разделительную поверхность, сбор крупных фракций на сходе с разделительной поверхности и очистку последней от мелких фракций за границей веера расхождения по ней крупных фракций, отличающийся тем, что, с целью...
Пристрій для формування виробів з композіційних матеріалів
Номер патенту: 11652
Опубліковано: 25.12.1996
Автори: Горюнов Николай Андреевич, Данилов Владимир Иванович, Мейтин Роберт Якович, Подольський Юзеф Ківович, Дергачев Евгений Александрович, Ратнер Ісаак Срулевич, Грачев Владимир Владимирович, Кавин Евгений Васильевич
МПК: B29C 35/00, B29C 43/20, B29L 9/00
Мітки: пристрій, формування, композиційних, виробів, матеріалів
Формула / Реферат:
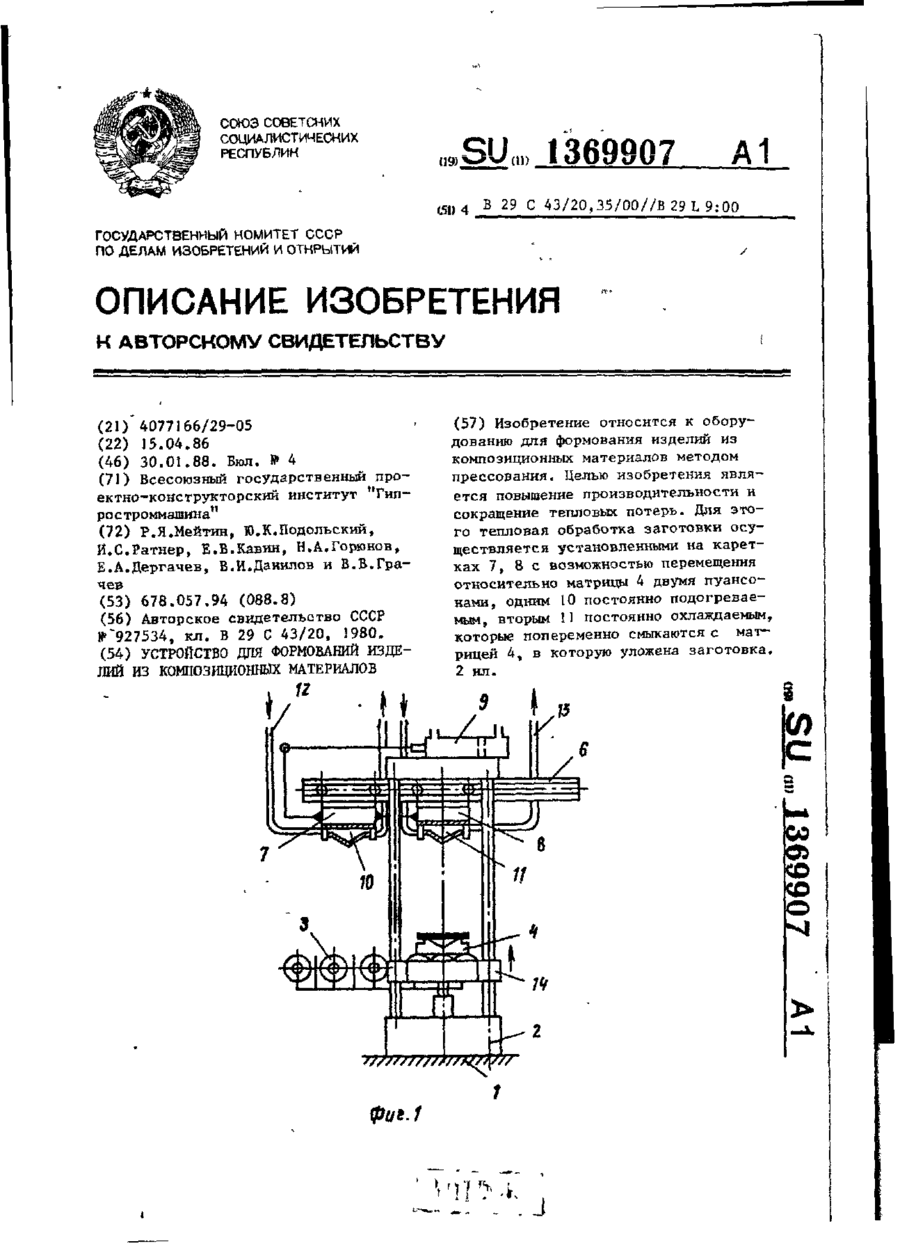
Устройство для формовании изделий из композиционных материалов, содержащее матрицу, два последовательно расположенных пуансона, каждый из которых смонтирован на тележке для перемещения по направляющим относительно матрицы, отличающееся тем, что, с целью повышения производительности и сокращения тепловых потерь, один пуансон выполнен постоянно обогреваемым, а другой - постоянно охлаждаемым.
Спосіб полуменевого нанесення вогнетривких матеріалів та пристрій для його здійснення
Номер патенту: 24008
Опубліковано: 31.08.1998
Автор: Девід Віллард
МПК: C23C 4/12, B05B 7/14, B05B 1/00, B05B 7/16
Мітки: здійснення, полуменевого, пристрій, спосіб, матеріалів, нанесення, вогнетривких
Формула / Реферат:
1. Способ пламенного нанесения огнеупорных материалов на рабочие поверхности футеровки путем смешивания частиц огнеупорного и окисляемого материалов с несущим газом и последующего соединения их с потоком кислорода, отличающийся тем, что соединение потока огнеупорного и окисляемого материалов в несущем газе с потоком кислорода осуществляют путем всасывания потока огнеупорного и окисляемого материалов в несущем газе с давлением 0,0345-0,104 МПа...
Попередній патент: Запірно-регулюючий прямоточний клапан та спосіб його збирання
Наступний патент: Спосіб отримання ін’єкційного розчину натрій-2-меркаптоетансульфонату
Випадковий патент: Плазмовокисневий різак