Флюсова підкладка

Формула / Реферат
Флюсова підкладка, що містить коритоподібний жолоб для флюсу з ложементом і напірний пневморукав, покладений на дно ложемента, яка відрізняється тим, що має скорочений додатковий пневморукав клинчастої форми, встановлений з одного боку жолоба, зв'язаний з основним пневморукавом за допомогою чотирипозиційного пневмокрану.
Текст
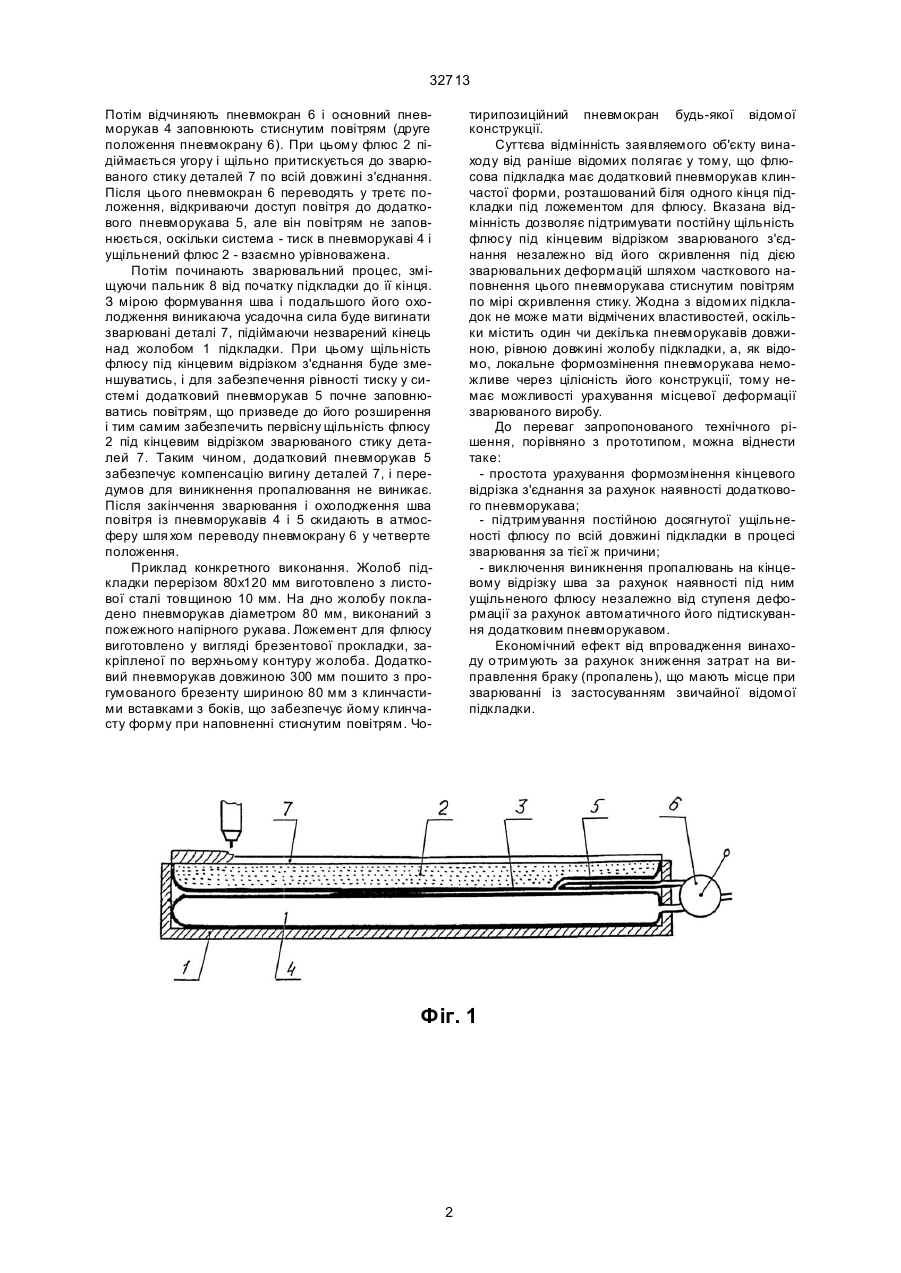
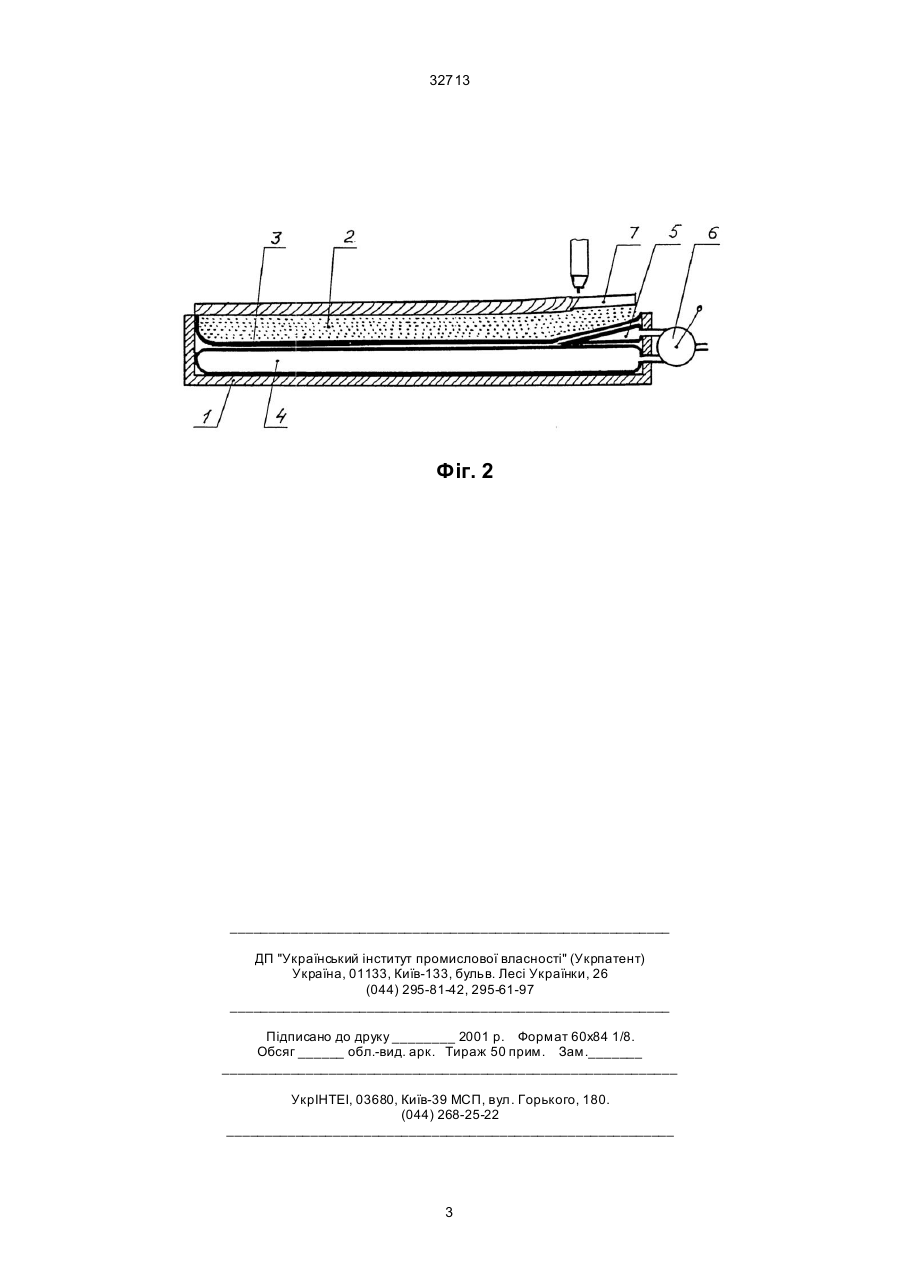
Флюсова підкладка, що містить коритоподібний жолоб для флюсу з ложементом і напірний пневморукав, покладений на дно ложемента, яка відрізняє ться тим, що має скорочений додатковий пневморукав клинчастої форми, встановлений з одного боку жолоба, зв'язаний з основним пневморукавом за допомогою чотирипозиційного пневмокрану. (19) (21) 98020794 (22) 17.02.1998 (24) 15.02.2001 (33) UA (46) 15.02.2001, Бюл. № 1, 2001 р. (72) Калюжний Валерій Вілінович (73) Східноукраїнський державний університет 32713 Потім відчиняють пневмокран 6 і основний пневморукав 4 заповнюють стиснутим повітрям (друге положення пневмокрану 6). При цьому флюс 2 підіймається угору і щільно притискується до зварюваного стику деталей 7 по всій довжині з'єднання. Після цього пневмокран 6 переводять у третє положення, відкриваючи доступ повітря до додаткового пневморукава 5, але він повітрям не заповнюється, оскільки система - тиск в пневморукаві 4 і ущільнений флюс 2 - взаємно урівноважена. Потім починають зварювальний процес, зміщуючи пальник 8 від початку підкладки до її кінця. З мірою формування шва і подальшого його охолодження виникаюча усадочна сила буде вигинати зварювані деталі 7, підіймаючи незварений кінець над жолобом 1 підкладки. При цьому щільність флюсу під кінцевим відрізком з'єднання буде зменшуватись, і для забезпечення рівності тиску у системі додатковий пневморукав 5 почне заповнюватись повітрям, що призведе до його розширення і тим самим забезпечить первісну щільність флюсу 2 під кінцевим відрізком зварюваного стику деталей 7. Таким чином, додатковий пневморукав 5 забезпечує компенсацію вигину деталей 7, і передумов для виникнення пропалювання не виникає. Після закінчення зварювання і охолодження шва повітря із пневморукавів 4 і 5 скидають в атмосферу шля хом переводу пневмокрану 6 у четверте положення. Приклад конкретного виконання. Жолоб підкладки перерізом 80х120 мм виготовлено з листової сталі товщиною 10 мм. На дно жолобу покладено пневморукав діаметром 80 мм, виконаний з пожежного напірного рукава. Ложемент для флюсу виготовлено у вигляді брезентової прокладки, закріпленої по верхньому контуру жолоба. Додатковий пневморукав довжиною 300 мм пошито з прогумованого брезенту шириною 80 мм з клинчастими вставками з боків, що забезпечує йому клинчасту форму при наповненні стиснутим повітрям. Чо тирипозиційний пневмокран будь-якої відомої конструкції. Суттєва відмінність заявляемого об'єкту винаходу від раніше відомих полягає у тому, що флюсова підкладка має додатковий пневморукав клинчастої форми, розташований біля одного кінця підкладки під ложементом для флюсу. Вказана відмінність дозволяє підтримувати постійну щільність флюсу під кінцевим відрізком зварюваного з'єднання незалежно від його скривлення під дією зварювальних деформацій шляхом часткового наповнення цього пневморукава стиснутим повітрям по мірі скривлення стику. Жодна з відомих підкладок не може мати відмічених властивостей, оскільки містить один чи декілька пневморукавів довжиною, рівною довжині жолобу підкладки, а, як відомо, локальне формозмінення пневморукава неможливе через цілісність його конструкції, тому немає можливості урахування місцевої деформації зварюваного виробу. До переваг запропонованого технічного рішення, порівняно з прототипом, можна віднести таке: - простота урахування формозмінення кінцевого відрізка з'єднання за рахунок наявності додаткового пневморукава; - підтримування постійною досягнутої ущільненості флюсу по всій довжині підкладки в процесі зварювання за тієї ж причини; - виключення виникнення пропалювань на кінцевому відрізку шва за рахунок наявності під ним ущільненого флюсу незалежно від ступеня деформації за рахунок автоматичного його підтискування додатковим пневморукавом. Економічний ефект від впровадження винаходу о тримують за рахунок зниження затрат на виправлення браку (пропалень), що мають місце при зварюванні із застосуванням звичайної відомої підкладки. Фіг. 1 2 32713 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюBed of flux
Автори англійськоюKaliuzhnyi Valerii Vilinovych
Назва патенту російськоюФлюсовая подкладка
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 37/06
Код посилання
<a href="https://ua.patents.su/3-32713-flyusova-pidkladka.html" target="_blank" rel="follow" title="База патентів України">Флюсова підкладка</a>
Флюсова підкладка для одностороннього зварювання
Номер патенту: 29330
Опубліковано: 16.10.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: одностороннього, підкладка, флюсова, зварювання
Формула / Реферат:
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках...
Підкладка для однобічного зварювання
Номер патенту: 32716
Опубліковано: 15.02.2001
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/00
Мітки: однобічного, підкладка, зварювання
Формула / Реферат:
Підкладка для однобічного зварювання, виконана у вигляді коритоподібного короба, на дно якого покладено напірний пневморукав, що містить еластичний ложемент для флюсу, яка відрізняється тим, що центральна частина ложемента виконана у вигляді жорсткої пластини з негорючого матеріалу, яка шарнірно зв’язана в робочому стані з вертикальною стійкою, другий кінець якої нерухомо закріплений на підп’ятнику, вільно покладеному на пневморукаві, а також...
Підкладка для одностороннього зварювання
Номер патенту: 31927
Опубліковано: 15.12.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: підкладка, зварювання, одностороннього
Текст:
...жорсткий корпус, на дно якого у центрі встановлен гібкий жолоб для флюса, консольні кінці останнього прикріплені до мідяних тепловідводних пластин, а також вільні торці мідних тепловідводних пластин пов'язані між собой еластичним елементом розташованним під гібким жолобом для флюса, який сумістно з мідяними тепловідводними пластинами та гібким жолобом утворює замкнену порожнину для проходу охолоджуючого середовища, одночасно службуючей...
Мідяна підкладка

Номер патенту: 30948
Опубліковано: 15.12.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Текст:
...світло від джерела буде видно крізь прорізь у зварюваному стику. Після коректування стику за світловим променем брус повертають коло поздовжньої осі до того стану, поки відповідна формувальна канавка не стане під зварюваним стиком. Тому як фіксатор фіксує брус тільки при визначених умовах його повороту, то центр формувальної канавки з'явиться точно під центром зварюваного стику, відповідно, шов не буде зміщено від стика, що забезпечить...
Рейкова підкладка

Номер патенту: 21030
Опубліковано: 07.10.1997
Автор: Жукровський Петро Михайлович
МПК: E01B 9/40
Формула / Реферат:
Рейкова підкладка, яка має пластину з отворами для монтування скріплювачів і реборди для фіксування підошви рейки, а на нижній її поверхні виконані зуби, які утворюють між собою скоби, між якими пластина виготовлена рівною, що відрізняється тим, що зуби розташовані окремими рядами паралельно ребордам рейкової основи.
Попередній патент: Концентратор вітрової енергії
Наступний патент: Перфораційні окуляри
Випадковий патент: Пристрій для регулювання вологості паперового полотна