Спосіб виготовлення корпусів балонів
Номер патенту: 36338
Опубліковано: 27.10.2008
Автори: Лосовській Геннадій Йосипович, Іванов Анатолій Іванович, Шевченко Віталій Федорович, Юр'єв Михайло Павлович, Мельник Віктор Григорович
Формула / Реферат
Спосіб виготовлення корпусів балонів шляхом закатки нагрітих кінців трубної заготовки інструментом тертя з формоутворенням днища або горловини корпуса балона, який відрізняється тим, що формоутворення горловини і днища корпуса балона здійснюють двома плоскими інструментами тертя, які синхронно переміщують назустріч один одному відносно осі обертання заготовки таким чином, що будь-яка точка кожного з інструментів описує ділянки евольвенти кола, при цьому робоча довжина кожного інструмента дорівнює половині розгорнутої довжини горловини або днища корпуса.
Текст
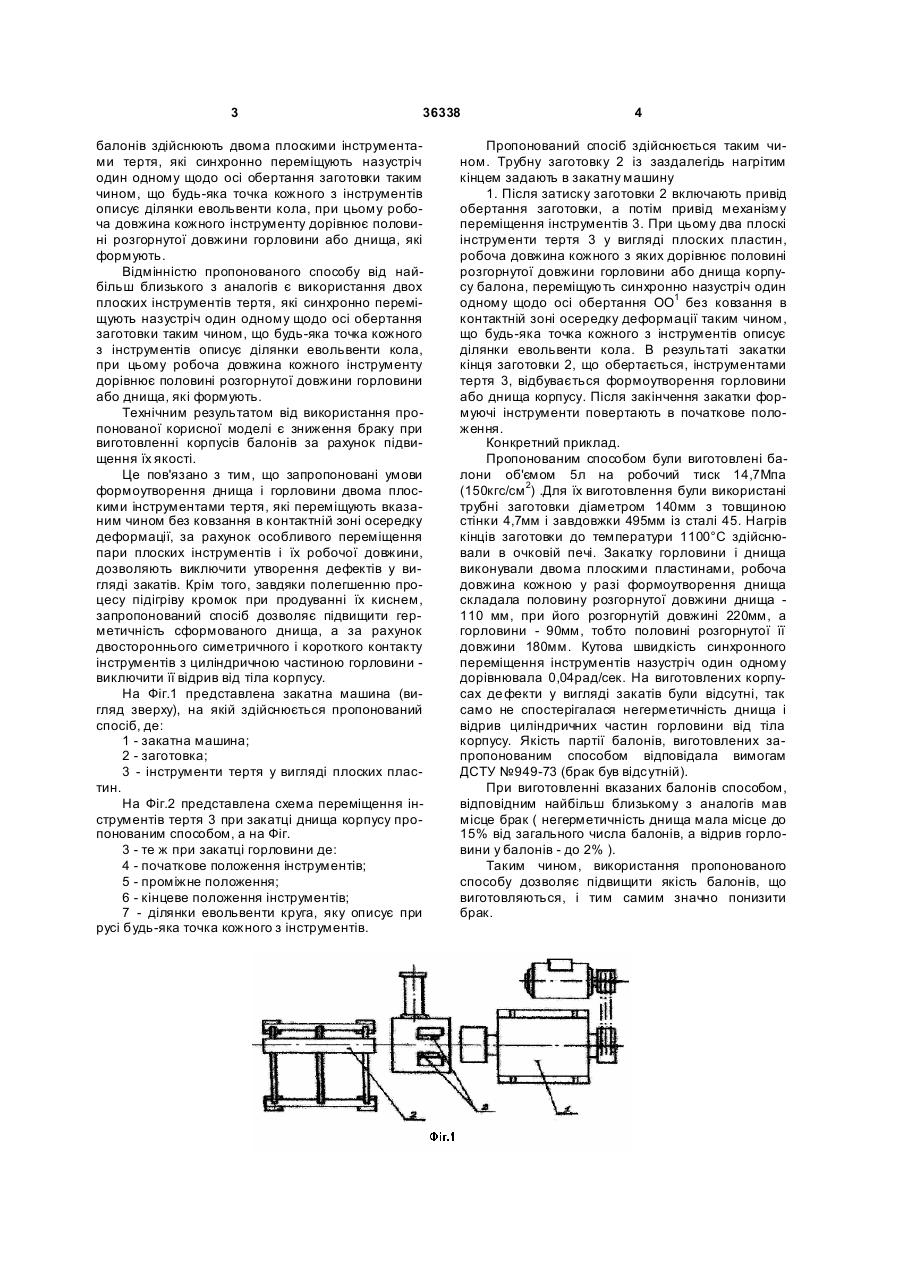
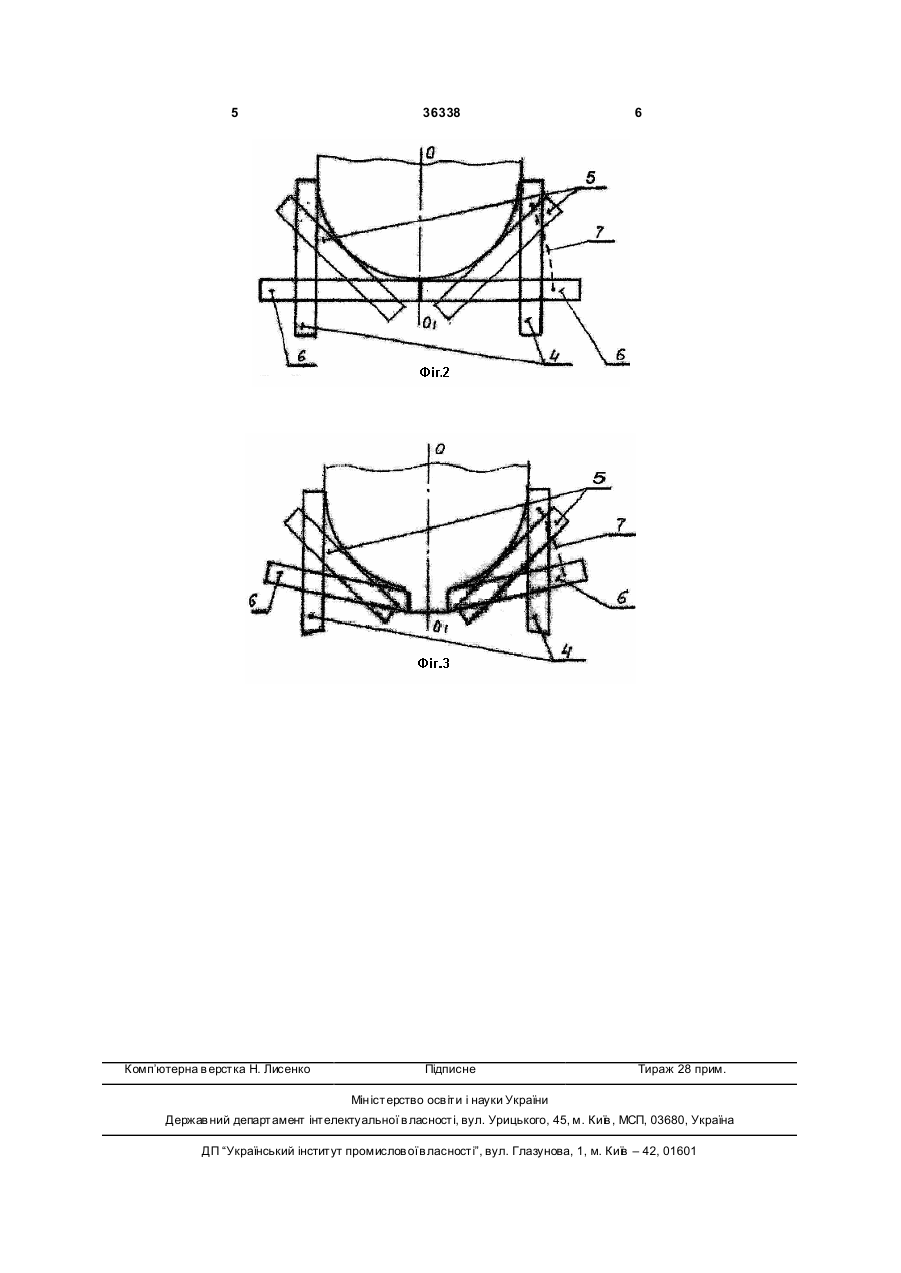
Спосіб виготовлення корпусів балонів шляхом закатки нагрітих кінців трубної заготовки інструментом тертя з формоутворенням днища або горловини корпуса балона, який відрізняється тим, що формоутворення горловини і днища корпуса балона здійснюють двома плоскими інструментами тертя, які синхронно переміщують назустріч один одному відносно осі обертання заготовки таким чином, що будь-яка точка кожного з інструментів описує ділянки евольвенти кола, при цьому робоча довжина кожного інструмента дорівнює половині розгорнутої довжини горловини або днища корпуса. (19) (21) u200805502 (22) 29.04.2008 (24) 27.10.2008 (46) 27.10.2008, Бюл.№ 20, 2008 р. (72) ІВАНОВ АНАТОЛІЙ ІВАН ОВИЧ, U A, ШЕВЧЕНКО ВІТАЛІЙ ФЕДОРОВИЧ, U A, ЛОСОВСЬКІЙ ГЕННАДІЙ ЙОСИПОВИЧ, UA, МЕЛЬНИК ВІКТОР ГРИГОРОВИЧ, UA, ЮР'ЄВ МИХАЙЛО ПАВЛОВИЧ, UA (73) ДЕРЖАВНЕ ПІДПРИЄМСТВО "Н АУКОВОДОСЛІДНИЙ ТА КОНСТРУКТОРСЬКОТЕХНОЛОГІЧНИЙ ІНСТИТУТ ТРУБНОЇ ПРОМИСЛОВОСТІ ІМ. Я.Ю.ОС АДИ", U A 3 36338 балонів здійснюють двома плоскими інструментами тертя, які синхронно переміщують назустріч один одному щодо осі обертання заготовки таким чином, що будь-яка точка кожного з інструментів описує ділянки евольвенти кола, при цьому робоча довжина кожного інструменту дорівнює половині розгорнутої довжини горловини або днища, які формують. Відмінністю пропонованого способу від найбільш близького з аналогів є використання двох плоских інструментів тертя, які синхронно переміщують назустріч один одному щодо осі обертання заготовки таким чином, що будь-яка точка кожного з інструментів описує ділянки евольвенти кола, при цьому робоча довжина кожного інструменту дорівнює половині розгорнутої довжини горловини або днища, які формують. Технічним результатом від використання пропонованої корисної моделі є зниження браку при виготовленні корпусів балонів за рахунок підвищення їх якості. Це пов'язано з тим, що запропоновані умови формоутворення днища і горловини двома плоскими інструментами тертя, які переміщують вказаним чином без ковзання в контактній зоні осередку деформації, за рахунок особливого переміщення пари плоских інструментів і їх робочої довжини, дозволяють виключити утворення дефектів у вигляді закатів. Крім того, завдяки полегшенню процесу підігріву кромок при продуванні їх киснем, запропонований спосіб дозволяє підвищити герметичність сформованого днища, а за рахунок двостороннього симетричного і короткого контакту інструментів з циліндричною частиною горловини виключити її відрив від тіла корпусу. На Фіг.1 представлена закатна машина (вигляд зверху), на якій здійснюється пропонований спосіб, де: 1 - закатна машина; 2 - заготовка; 3 - інструменти тертя у вигляді плоских пластин. На Фіг.2 представлена схема переміщення інструментів тертя 3 при закатці днища корпусу пропонованим способом, а на Фіг. 3 - те ж при закатці горловини де: 4 - початкове положення інструментів; 5 - проміжне положення; 6 - кінцеве положення інструментів; 7 - ділянки евольвенти круга, яку описує при русі будь-яка точка кожного з інструментів. 4 Пропонований спосіб здійснюється таким чином. Трубну заготовку 2 із заздалегідь нагрітим кінцем задають в закатну машину 1. Після затиску заготовки 2 включають привід обертання заготовки, а потім привід механізму переміщення інструментів 3. При цьому два плоскі інструменти тертя 3 у вигляді плоских пластин, робоча довжина кожного з яких дорівнює половині розгорнутої довжини горловини або днища корпусу балона, переміщують синхронно назустріч один одному щодо осі обертання ОО1 без ковзання в контактній зоні осередку деформації таким чином, що будь-яка точка кожного з інструментів описує ділянки евольвенти кола. В результаті закатки кінця заготовки 2, що обертається, інструментами тертя 3, відбувається формоутворення горловини або днища корпусу. Після закінчення закатки формуючі інструменти повертають в початкове положення. Конкретний приклад. Пропонованим способом були виготовлені балони об'ємом 5л на робочий тиск 14,7Мпа (150кгс/см 2) .Для їх виготовлення були використані трубні заготовки діаметром 140мм з товщиною стінки 4,7мм і завдовжки 495мм із сталі 45. Нагрів кінців заготовки до температури 1100°С здійснювали в очковій печі. Закатку горловини і днища виконували двома плоскими пластинами, робоча довжина кожною у разі формоутворення днища складала половину розгорнутої довжини днища 110 мм, при його розгорнутій довжині 220мм, а горловини - 90мм, тобто половині розгорнутої її довжини 180мм. Кутова швидкість синхронного переміщення інструментів назустріч один одному дорівнювала 0,04рад/сек. На виготовлених корпусах де фекти у вигляді закатів були відсутні, так само не спостерігалася негерметичність днища і відрив циліндричних частин горловини від тіла корпусу. Якість партії балонів, виготовлених запропонованим способом відповідала вимогам ДСТУ №949-73 (брак був відсутній). При виготовленні вказаних балонів способом, відповідним найбільш близькому з аналогів мав місце брак ( негерметичність днища мала місце до 15% від загального числа балонів, а відрив горловини у балонів - до 2% ). Таким чином, використання пропонованого способу дозволяє підвищити якість балонів, що виготовляються, і тим самим значно понизити брак. 5 Комп’ютерна в ерстка Н. Лисенко 36338 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing the housings of barrels
Автори англійськоюIvanov Anatolii Ivanovych, Shevchenko Vitalii Fedorovych, Losovskii Hennadii Yosypovych, Melnyk Viktor Hryhorovych, Yuriev Mykhailo Pavlovych
Назва патенту російськоюСпособ изготовления корпусов баллонов
Автори російськоюИванов Анатолий Иванович, Шевченко Виталий Федорович, Лосовский Геннадий Иосифович, Мельник Виктор Григорьевич, Юрьев Михаил Павлович
МПК / Мітки
МПК: B21D 51/00
Мітки: виготовлення, балонів, корпусів, спосіб
Код посилання
<a href="https://ua.patents.su/3-36338-sposib-vigotovlennya-korpusiv-baloniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусів балонів</a>
Спосіб виготовлення корпусів балонів високого тиску
Номер патенту: 8581
Опубліковано: 15.08.2005
Автори: Янковський Володимир Михайлович, Соломадіна Єлизавета Андріївна, Жарко Валентин Пантелеймонович, Мельник Віктор Григорович, Іванов Анатолій Іванович, Сергєєв Віктор Володимирович, Літвінський Яків Ісакович, Юр'єв Михайло Павлович
МПК: B21D 51/16
Мітки: високого, виготовлення, балонів, тиску, корпусів, спосіб
Формула / Реферат:
Спосіб виготовлення корпусів балонів високого тиску шляхом закатки поворотним інструментом нагрітих кінців сталевої трубної заготовки, який відрізняється тим, що нагрів кінцевої ділянки заготовки під закатку здійснюють таким чином, щоб його температура послідовно зменшувалася від торця заготовки по її довжині в інтервалі від максимальної до мінімальної температур деформації матеріалу заготовки під закатку, при цьому величину температур...
Спосіб виготовлення корпусів балонів з вуглецевої сталі
Номер патенту: 52488
Опубліковано: 16.12.2002
Автори: Юр'єв Михайло Павлович, Сергєєв Віктор Володимирович, Мельник Віктор Григорович, Іванов Анатолій Іванович, Макатьора Володимир Сергійович
МПК: B21D 51/16
Мітки: балонів, виготовлення, спосіб, корпусів, сталі, вуглецевої
Формула / Реферат:
Спосіб виготовлення корпусів балонів з вуглецевої сталі, що включає почергове нагрівання кожного з кінців обертової циліндричної заготовки до температури 1180-1220°С, наступну закатку нагрітого кінця за допомогою поворотного інструмента тертя ковзання до формоутворення на одному з кінців днища, а на іншому - горловини, який відрізняється тим, що в процесі закатки днища температуру кінця циліндричної заготовки, на якій його формоутворюють,...
Спосіб виготовлення корпусів балонів
Номер патенту: 33435
Опубліковано: 25.06.2008
Автори: Шевченко Віталій Федорович, Ушверідзе Євгеній Шалвович, Іванов Анатолій Іванович
МПК: B21D 51/00
Мітки: виготовлення, корпусів, балонів, спосіб
Формула / Реферат:
Спосіб виготовлення корпусів балонів шляхом закатки нагрітих кінців трубної заготовки поворотним інструментом на закатній машині з формуванням днища і горловини корпусу балона і наступної видачі корпусу з машини при обертанні його навколо подовжньої осі, який відрізняється тим, що нагрів кінця трубної заготовки, що закатують, здійснюють після задання її в закатну машину, а видачу корпусу з закатаним кінцем з машини виконують із забезпеченням...
Спосіб виготовлення газових балонів високого тиску
Номер патенту: 39240
Опубліковано: 17.05.2004
Автори: Карп Ігор Миколайович, Мельник Віктор Григорович, Іванов Анатолій Іванович, П'ятничко Олександр Іванович, Янковський Володимир Михайлович, Юр'єв Михайло Павлович, Літвінський Яків Ісакович, Сергєєв Віктор Володимирович
МПК: B21D 51/16, B21D 22/16
Мітки: балонів, газових, виготовлення, високого, спосіб, тиску
Формула / Реферат:
Спосіб виготовлення газових балонів високого тиску шляхом закатки поворотним інструментом попередньо нагрітих кінців безшовної трубчастої заготовки з одержанням днищ та горловин балонів, згідно з яким кутову швидкість поворотного інструмента під час закатки збільшують після досягнення ним кута повороту 0,6 рад, який відрізняється тим, що як трубчасту заготовку використовують трубу, що виготовлена з низьковуглецевої легованої сталі, у якій...
Спосіб виготовлення балонів і сосудів із алюмінію та його сплавів
Номер патенту: 13781
Опубліковано: 25.04.1997
Автори: Острін Григорій Якович, Атаманенко Олена Євгенівна, Близнюков Євгеній Олександрович, Іванов Анатолій Іванович, Сирота Олександр Володимирович, Літвінський Яків Ісаакович, Щіпіцин Вадим Михайлович, Сергєєв Віктор Володимирович
МПК: B21D 51/16
Мітки: спосіб, балонів, сплавів, алюмінію, сосудів, виготовлення
Формула / Реферат:
Способ изготовления баллонов и сосудов из алюминия и его сплавов обкаткой вращающейся трубчатой заготовки, отличающийся тем, что формообразование элементов профиля осуществляют путем закатки концевого участка инструментом трения скольжения или качения, при этом перед закаткой формоизменяемый участок заготовки охлаждают в жидком азоте, а закатку ведут таким образом, что конечный радиус торца деформируемой заготовки после одного ее оборота...
Попередній патент: Спосіб скошування насінників буряків жаткою
Наступний патент: Спосіб моделювання реакції лейкоцитів на хімічний подразник
Випадковий патент: Блок секційних рамок для отримання стільникового меду