Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 36722
Опубліковано: 10.11.2008
Автори: Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович, Бабенко Михайло Антонович
Формула / Реферат
Спосіб прокатування-розділяння сортових заготівок, відповідно до якого формують тринитковий розкат із зонами майбутнього розділяння, проводять локальне деформування зон майбутнього розділяння перед прокаткою розкату в поділяючому калібрі й відокремлюють крайні нитки від центральної в поділяючому калібрі за допомогою поперечних сил, що розтягують, створюваних на похилих внутрішніх поверхнях крайніх ниток зовнішніми конусними поверхнями гребенів поділяючого калібру, який відрізняється тим, що локальне деформування перемичок проводять, пропускаючи розкат у попередній поділяючому калібру ребровому калібрі, обтискаючи розкат у поперечному напрямку, й за рахунок деформації стиснення зближають крайні нитки із центральною, створюючи концентратори напруг у місцях майбутнього розділяння, а розділяння розкату проводять в поділяючому калібрі, що має форму центрального рівчака, яка гомотетична формі центрального рівчака формуючого калібру з коефіцієнтом гомотетії 0,99 - 0,975, і по площі становить 95 % - 98 % від площі центрального струмка формуючого калібру.
Текст
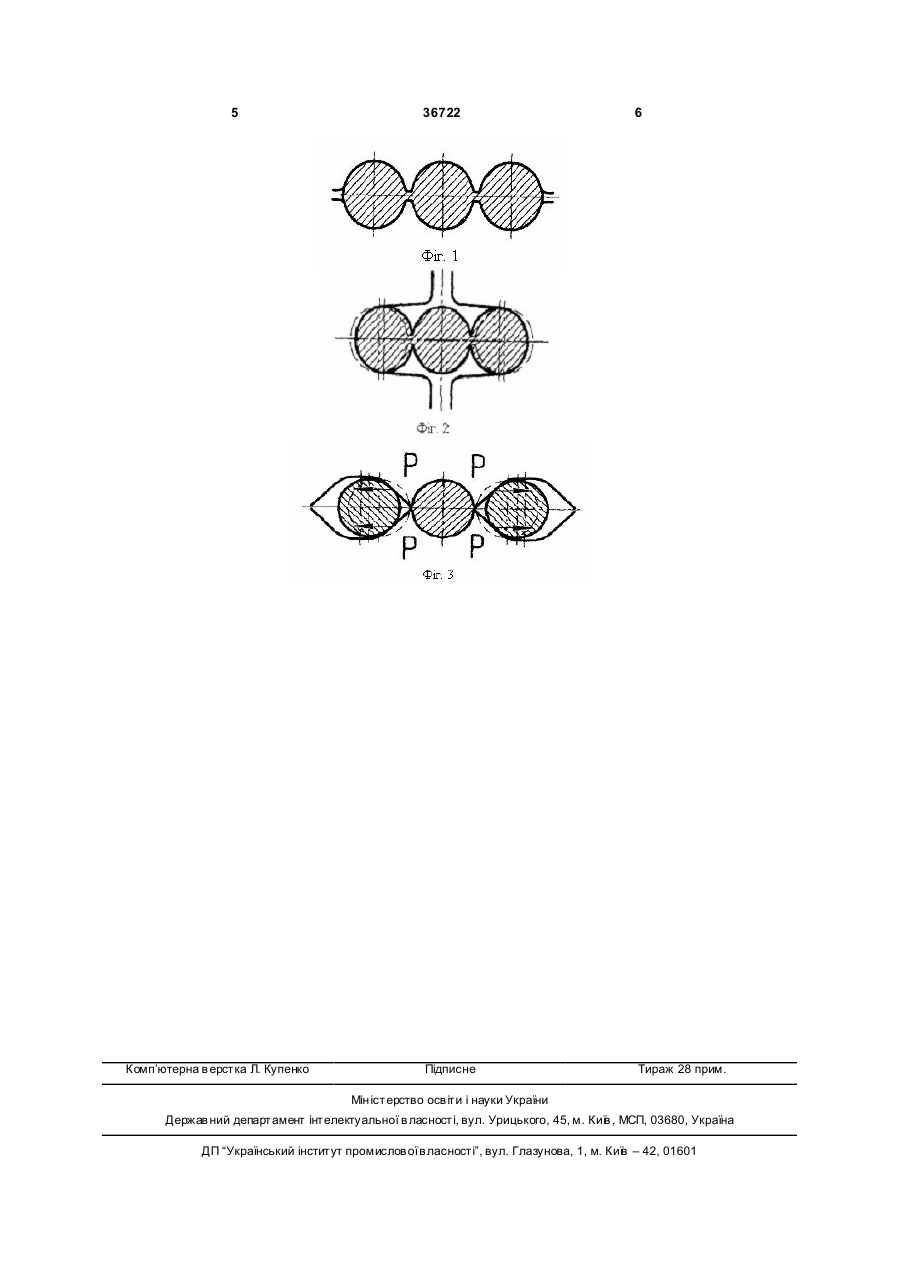
Спосіб прокатування-розділяння сортових заготівок, відповідно до якого формують тринитковий розкат із зонами майбутнього розділяння, проводять локальне деформування зон майбутнього розділяння перед прокаткою розкату в поділяючому калібрі й відокремлюють крайні нитки від 3 36722 раторів напруг у зонах майбутнього відділення ниток прокату, ліквідувати простої прокатного стана, пов'язані із частою заміною роликів, що зношуються швидко, пристрою для створення концентраторів напруг і, тим самим, підвищити продуктивність прокатного стана. Сутність способу прокатки-розділяння сортових заготівок полягає в наступному. - у валках кліті формують багатониточний розкат із зонами майбутнього поділу, при цьому висота сполучних перемичок може бути рівною 0,1 - 0,2 від висоти ниток розкату; - у калібрі, що передує поділяючий, проводять деформацію багатониточного розкату в поперечному напрямку з відносним обтисненням 5 - 15%, завдяки чому похилі поверхні ниток, що примикають до сполучних перемичок, зближаються аж до зіткнення сусідніх опуклих поверхонь і утворення між нитками щілин, які й стають концентраторами напруг у наступному поділяючому калібрі; - у поділяючому калібрі пропускають центральну нитку розкату через центральний рівчак валків, форма якого гомотетична формі центральної нитки формуючого калібру з коефіцієнтом гомотетії 0,99 - 0,975 і по площі становить 95% - 98% від площі центрального струмка формуючого калібру, і відокремлюють крайні нитки за допомогою поперечних сил, що розтягують, створюваних на внутрішніх поверхнях крайніх ниток конусними поверхнями гребенів поділяючого калібру, при цьому опуклі внутрішні поверхні крайніх ниток деформуються зовнішніми конусними поверхнями гребенів поділяючого калібру, завдяки чому й створюються сили, які й діють розклинюючи на крайні нитки розкату. Умова, що площа центрального рівчака поділяючого калібру повинна становити 95% - 98% від площі центрального рівчака формуючого калібру, дозволяє одержати після розділяння в поділяючому калібрі однакові площі розділених ниток, що важливо для здійснення технології безперервної прокатки профілів у три нитки. Процес відділення крайніх ниток полегшується за рахунок того, що в зонах розділяння створені концентратори напруг, а також за рахунок зміни напрямку деформації на протилежний: стиснення переміняється на розтягування. А при прокатці на безперервному стані, при швидкості прокатки в кліті, що передує поділяючої, рівної 6-8м/сек і відстані між клітями 4 - 4,5м, час, за який розкат пройде цей міжклітьовий проміжок - 0,5 - 0,8сек. Наклеп, що виникає в зонах перемичок, не встигає за такий короткий проміжок часу рекристалізуватися, і, тому руйнування перемичок у поділяючому калібрі буде частково ламким, що також поліпшує умови розділяння. 4 Істотною перевагою даного способу прокатки-розділяння в порівнянні із найближчим аналогом є те, що для створення концентраторів напруг у зонах майбутнього розділяння не потрібно ніякого спеціального устаткування (немає необхідності у використанні пристрою з холостими роликами), калібр для поперечної деформації триниткового прокату має просту форму й виконується в звичайних валках, що використовуються на даному прокатному стані. Кліть, у якій проводять поперечну деформацію, повинна бути вертикальною, але при відсутності вертикальних клітей у складі встаткування даного стана, може використовуватися й горизонтальна кліть, але перед подаванням у неї розкат кантують на 90°. На Фіг.1 показаний поперечний переріз триниткового розкату після формуючого калібру (1 - зона майбутнього розділяння, 2 - центральна нитка, 3 - крайні нитки). На Фіг.2 - деформування триниткового розкату в поперечному напрямку зі створенням у зонах майбутнього поділу концентраторів напруг. На Фіг.3 - схема прокатки триниткового розкату в поділяючому калібрі (Р - поперечні сили. які створюються на внутрішніх поверхнях крайніх ниток). Приклад: на безперервному стані 300 у чистовій групі клітей у кліті №20 у формуючому калібрі одержали тринитковий розкат висотою 11,2мм, шириною 38мм, висота перемичок - 2.5мм. У ребровому калібрі вертикальної кліті №21 розкат був обтиснутий у поперечному напрямку й ширина стала - 36мм, при цьому ширина перемичок зменшилася до 0.3мм. тобто в місцях майбутнього поділу з'явилися концентратори напруг. При обтисненні в поперечному напрямку деформуються в основному перемички (тому що вони мають найменшу площу) і невеликі ділянки, що примикають до них. похили х поверхонь ниток. У поділяючому калібрі кліті №22 відбувається відділення крайніх ниток від центральної й далі кожна нитка направляється у свій овальний калібр кліті №23. у якій прокатка ведеться вже в три нитки, потім овальні розкати направляються кожний у свій арматурний калібр кліті №24. у якій одержують готовий арматурний профіль №10 (прокатка ведеться також в 3 нитки). Запропонований спосіб дозволить підвищити ефективність процесу прокатки-розділяння - відмовитися від додаткового обладнання для створення концентраторів напруг у зонах майбутнього відділення ниток прокату, ліквідувати простої прокатного стана, пов'язані із частою заміною роликів, що зношуються швидко, пристрою для створення концентраторів напруг і, тим самим, підвищити продуктивність прокатного стана. 5 Комп’ютерна в ерстка Л. Купенко 36722 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-separating of billets
Автори англійськоюNecheporenko Volodymyr Andriiovych, Babenko Mykhailo Antonovych, Niefiediev Oleksandr Serhiiovych, Niefiediev Serhii Pavlovych
Назва патенту російськоюСпособ прокатки-разделения сортовых заготовок
Автори російськоюНечепоренко Владимир Андреевич, Бабенко Михаил Антонович, Нефедьев Александр Сергеевич, Нефедьев Сергей Павлович
МПК / Мітки
МПК: B21B 1/00
Мітки: заготівок, сортових, прокатування-розділяння, спосіб
Код посилання
<a href="https://ua.patents.su/3-36722-sposib-prokatuvannya-rozdilyannya-sortovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування-розділяння сортових заготівок</a>
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Бенецький Олексій Геннадійович, Солод Володимир Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Сергій Павлович, Нєфєдьєв Олександр Сергійович
Мітки: прокатування-розділяння, заготівок, сортових, спосіб
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб прокатки-поділу сортових заготівок
Номер патенту: 26922
Опубліковано: 10.10.2007
Автори: Нєфєдьєв Олександр Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Сергій Павлович
Мітки: сортових, заготівок, спосіб, прокатки-поділу
Формула / Реферат:
1. Спосіб прокатки-поділу сортових заготівок, що включає формування багатониткового розкату, у якому окремі нитки мають квадратний або інший профіль (круглий, овальний, ромбічний і т.д.), руйнування сполучних перемичок, який відрізняється тим, що формування багатониткового розкату й руйнування сполучних перемичок здійснюють за один прохід у чотиривалковій кліті з валками східчастої форми.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб прокатування-розділяння
Номер патенту: 68933
Опубліковано: 15.12.2005
Автори: Кукуй Давид Пенхусович, Бенецький Олексій Геннадійович, Нєфєдьєв Сергій Павлович, Солод Володимир Сергійович, Нєфєдьєв Олександр Сергійович
МПК: B21B 1/02
Мітки: прокатування-розділяння, спосіб
Формула / Реферат:
1. Аксіальний шнековий очисник коренеплодів, що містить поздовжньо встановлені на рамі, з можливістю обертання, шнекові очисні вали з протилежно направленою навивкою і напрямком обертання, який відрізняється тим, що між суміжними шнековими очисними валами паралельно до їх осі, з можливістю регулювання технологічних зазорів, встановлений утримувач вороху.2. Аксіальний шнековий очисник коренеплодів за п. 1, який відрізняється тим, що...
Спосіб прокатки-поділу сортових заготовок
Номер патенту: 29072
Опубліковано: 10.01.2008
Автори: Нєфєдьєв Сергій Павлович, Теряєв Олександр Митрофанович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович
МПК: B21B 1/00
Мітки: спосіб, заготовок, сортових, прокатки-поділу
Формула / Реферат:
1. Спосіб прокатки-поділу сортових заготовок, що включає прокатку сляба або розкату прямокутного перерізу в з'єднані між собою нитки і наступне відділення ниток у поділяючому калібрі, у якому площа поперечного перерізу центрального рівчака дорівнює або більше площі поперечного перерізу центральних ниток, який відрізняється тим, що в чотиринитковому розкаті центральні нитки 2 і 3 з'єднані між собою перемичкою, у якій співвідношення ширини і...
Спосіб прокатування на двониткових сортових станах
Номер патенту: 42239
Опубліковано: 15.01.2004
Автори: Костюченко Михайло Іванович, Дубина Олег Вікторович
МПК: B21B 1/00
Мітки: станах, спосіб, двониткових, прокатування, сортових
Формула / Реферат:
1. Спосіб прокатування на двониткових сортових станах, за яким прокатування двох заготовок у чорновій і проміжній групах клітей ведуть у дві нитки до одержання розкатів з однаковим поперечним перерізом, здійснюють передачу обох розкатів у чистові групи клітей, роблять дворівчакове прокатування-розділення розкату в першій чистовій групі клітей і, одночасно з ним, однорівчакове прокатування в другій чистовій групі клітей, який відрізняється...
Попередній патент: Спосіб зняття мідного покриття з діелектрика
Наступний патент: Дробарка
Випадковий патент: Спосіб лікування або профілактики клінічних розладів, виліковних прогестероном, у пацієнтів жіночої статі