Пристрій для дугового зварювання

Текст
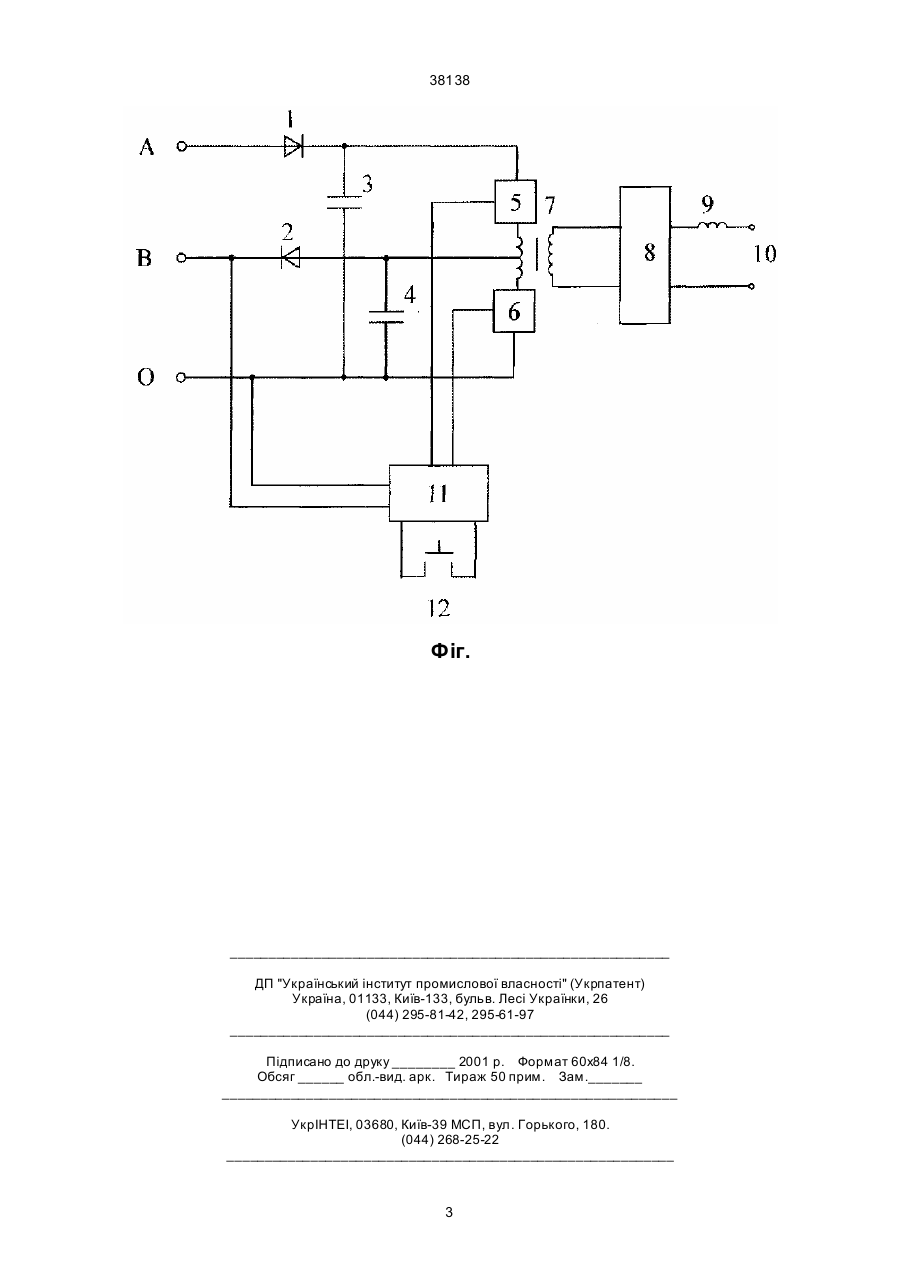
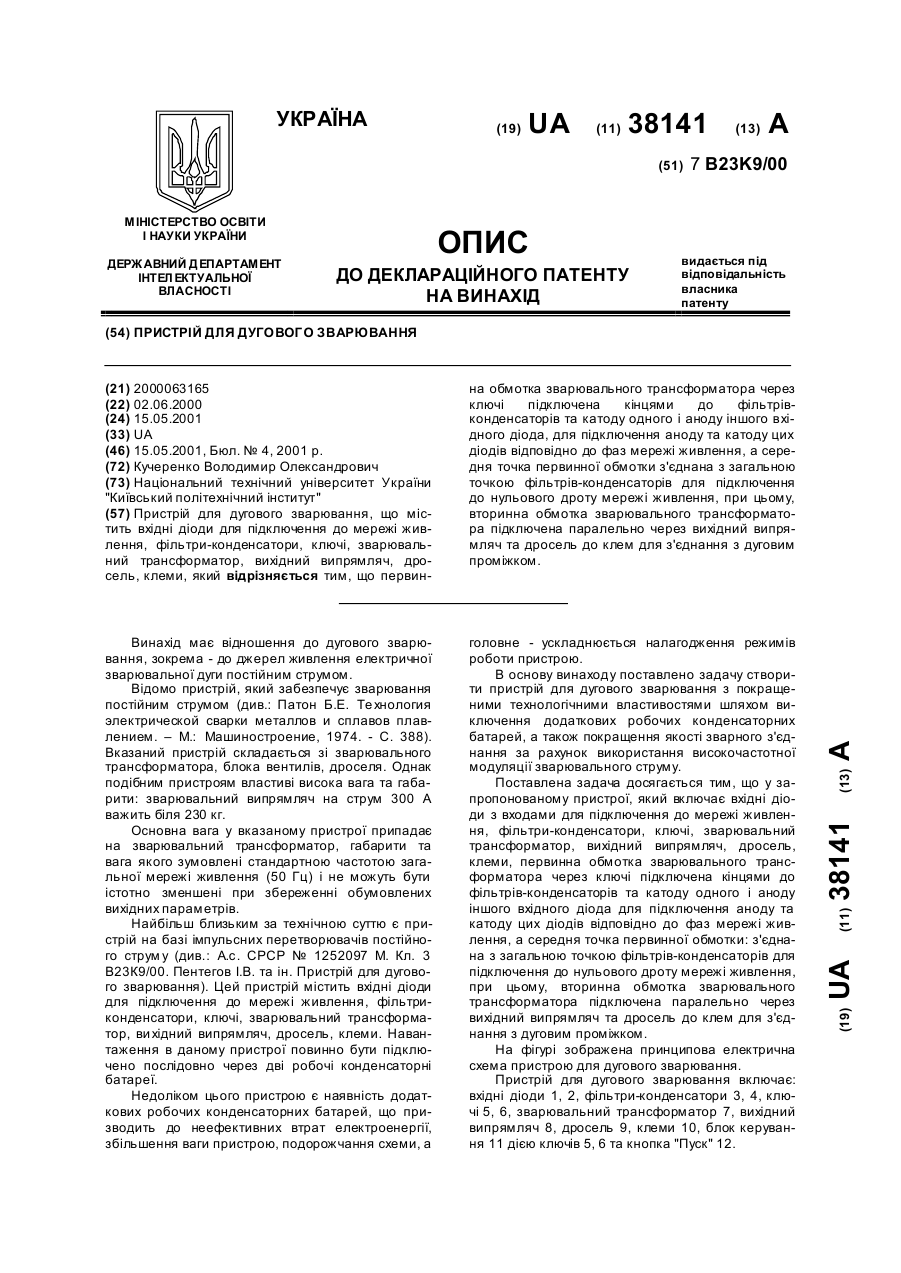
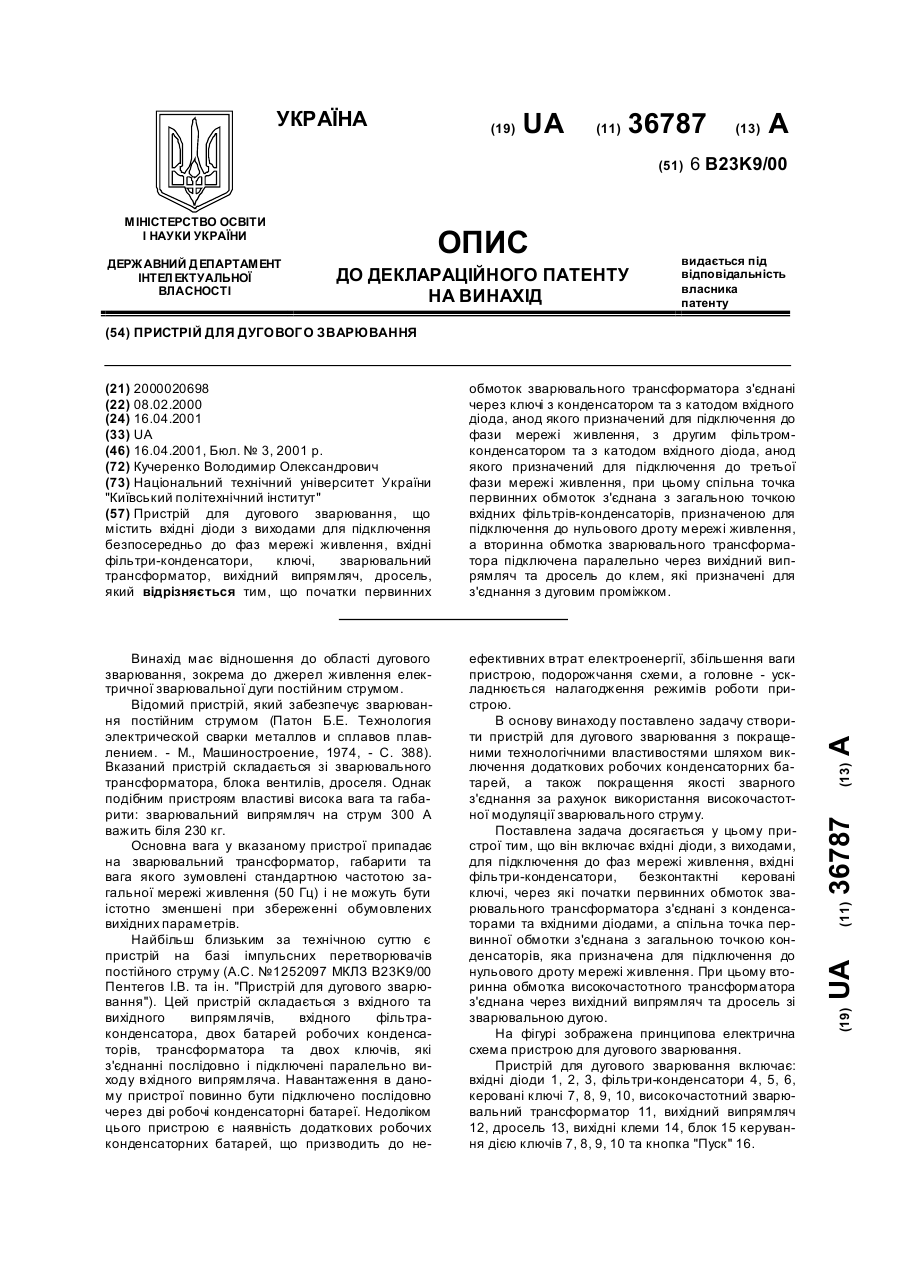
Пристрій для дугового зварювання, що містить вхідні діоди для підключення до мережі живлення, фільтри-конденсатори, ключі, зварювальний трансформатор, вихідний випрямляч, дросель, клеми, який відрізняється тим, що первинна обмотка зварювального трансформатора одним кінцем через ключ з'єднана з фільтром 38138 мляч та дросель до клем для з'єднання з дуговим проміжком. На фігурі зображена принципова електрична схема пристрою для дугового зварювання. Пристрій для дугового зварювання включає: вхідні діоди 1, 2, фільтри-конденсатори 3, 4, ключі 5, 6, зварювальний трансформатор 7, вихідний випрямляч 8, дросель 9, клеми 10, блок керування 11 дією ключів 5, 6 та кнопка "Пуск" 12. Зварювальний трансформатор 7 підключено кінцем первинної обмотки через ключ 5 до фільтра-конденсатора 3 та катоду вхідного діода 1, іншим кінцем цієї обмотки зварювальний трансформатор 7 підключений до фільтра-конденсатора 4 та аноду вхідного діода 2, анод вхідного діода 1 та катод вхідного діода 2, відповідно, мають виводи для підключення до мережі живлення, а середня точка первинної обмотки зварювального трансформатора 7 з'єднана з загальною точкою фільтрівконденсаторів 3, 4 для підключення до нульового дроту мережі живлення, при цьому, вторинна обмотка зварювального трансформатора 7 підключена паралельно через вихідний випрямляч 8 та дросель 9 на клеми 10. Блок керування 11 з'єднаний з ключами 5, 6, кнопкою 12 "Пуск" та мережею живлення. Пристрій, що розглядається, працює наступним чином. При натисканні кнопки 12 "Пуск" блок керування 11 починає генерувати керуючі імпульси, забезпечуючи періодичне та почергове вмикання та вимикання безконтактних керованих ключів 5 та 6. При цьому по первинній обмотці зварювального трансформатора 7 починають протікати високочастотні імпульси змінного струму, частота яких задається блоком керування 11, а амплітуда вихідною напругою вхідних діодів 1 та 2. При надходженні керуючого імпульсу на ключ 5 він відкривається і струм починає рух колом: катод діода 1, ключ 5, частина первинної обмотки зварювального трансформатора 7, анод діода 2. Фільтрконденсатор 3 розряджається тим же колом. Після цього блок керування 11 забезпечує закриття ключа 5 і вмикання ключа 6. При цьому струм в первинній обмотці зварювального трансформатора 7 змінює напрямок, перемагнічуючи магнітну систему і рухається колом: нульовий дріт мережі живлення, загальна точка фільтрів-конденсаторів 3 та 4, ключ 6, інша частина первинної обмотки зва рювального трансформатора 7, анода діода 2. Фільтр-конденсатор 4 розряджається тим же колом. Імпульси змінного зварювального струму у вторинній обмотці трансформатора 7 випрямляються вихідним випрямлячем 8 і подаються через дросель 9 та клеми 10 на дуговий проміжок. Розмір зварювального струму може регулюватись ступенево - зміною вихідної напруги вхідних діодів 1 та 2 і плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 11 та проміжком часу, на протязі якого кожний з ключів 5 та 6 знаходяться у відкритому стані. Завдяки такому з'єднанню зварювального трансформатора з ключами та вхідним випрямлячем досягається можливість плавно змінювати зварювальний струм у широкому діапазоні, що значно покращує якість зварного з'єднання за рахунок більш точного підбору режимів зварювання, а також, внаслідок практично безінерційного керування зварювальним струмом в разі корегування режиму під впливом збурюючих дій. Головною перевагою винаходу є те, що значно скорочується вага активних електротехнічних матеріалів, що використовують на його виготовлення (трансформаторна сталь, обмоткова мідь), знижується також загальна вага пристрою (в 5 разів). Винахід, що пропонується, дозволяє отримати значний економічний ефект за рахунок зниження витрат активних матеріалів при виготовленні джерела живлення за наведеною схемою. Так, вартість електротехнічних матеріалів знижується в 6 разів (порівняно з типовим зварювальним випрямлячем), економія матеріалів при виготовленні одного джерела живлення на 300 А складає 180 кг. Потреба таких джерел живлення в Україні на рік складає біля 1000 штук. Економія електротехнічних матеріалів на рік складає приблизно 180 т. Річний економічний ефект від запровадження одного джерела живлення даного типу у промисловість дорівнює 2600 грн. Економічний ефект від запровадження потрібної кількості джерел живлення складе 2600000 грн. Джерело живлення, що пропонується, може бути використано в усіх галузях виробництва, де використовується дугове зварювання плавким та неплавким електродом, особливо там, де за умовами роботи необхідно, щоб зварювальне джерело живлення було переносним. 2 38138 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for arc welding
Автори англійськоюKucherenko Volodymyr Oleksandrovych
Назва патенту російськоюУстройство для дуговой сварки
Автори російськоюКучеренко Владимир Александрович
МПК / Мітки
МПК: B23K 9/00
Мітки: дугового, зварювання, пристрій
Код посилання
<a href="https://ua.patents.su/3-38138-pristrijj-dlya-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для дугового зварювання</a>
Пристрій для дугового зварювання
Номер патенту: 36725
Опубліковано: 16.04.2001
Автори: Гончарук Дмитро Олександрович, Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: дугового, пристрій, зварювання
Текст:
...дріт трифазної ме режі живлення. Після цього блок керування 11 забезпечує закриття ключа 5 і вмикання ключа 6. При цьому струм в первинній обмотці трансформатора 7 змінює напрямок, перемагнічуючи магнітну систему, і р ухається за колом: катод діода 2, ключ 6, друга частина первинної обмотки трансформатора 7, нульовий дріт трифазної мережі живлення. Імпульси змінного зварювального струму у вторинній обмотці трансформатора 7 випрямляються...
Пристрій для дугового зварювання
Номер патенту: 37764
Опубліковано: 15.05.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: дугового, пристрій, зварювання
Текст:
...трансформатора 8 випрямляються вихідним випрямлячем 9 і подаються через дросель 10 та клеми 11 на дуговий проміжок. Розмір зварювального струму може регулюватись поступово - зміною вихідної напруги вхідних діодів 1, 2 і плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 12 та проміжком часу, на протязі якого кожний з ключів 6 і 7 знаходяться у відкритому стані. Завдяки такому з'єднанню високочастотного зварювального...
Пристрій для дугового зварювання
Номер патенту: 38141
Опубліковано: 15.05.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: зварювання, дугового, пристрій
Текст:
...тим же колом. Імпульси змінного зварювального струму у вторинній обмотці трансфо рматора 7 випрямляються вихідним випрямлячем 8 і подаються через дросель 9 та клеми 10 на дуговий проміжок. Розмір зварювального струму може регулюватись ступенево - зміною вихідної напруги вхідних діодів 1 та 2 і плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 11 та проміжком часу, на протязі якого кожний з ключів 5 та 6...
Пристрій для дугового зварювання
Номер патенту: 36787
Опубліковано: 16.04.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: пристрій, дугового, зварювання
Текст:
...11 змінює напрямок, перемагнічуючи магнітну систему та рухається за колом: нульовий дріт, первинна обмотка, ключ 9, анод діода 2 і вмикання ключа 8. При цьому конденсатор 5 заряджається за колом: нульовий дріт, анод діода 2, а струм у первинній обмотці трансформатора 11 змінює напрямок, перемагнічуючи магнітну систему та рухається за колом: нульовий дріт, друга частина первинної обмотки, ключ 8, анод діода 2. Конденсатор 5 розряджається за...
Пристрій для дугового зварювання

Номер патенту: 36846
Опубліковано: 16.04.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: пристрій, дугового, зварювання
Текст:
...10 випрямляються вихідним випрямлячем 11 і подаються на дуговий проміжок. Розмір зварювального струму може ре гулюватись плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 14 та проміжком часу, на протязі якого кожний з ключів 7, 8 і 9 знаходяться у відкритому стані. Завдяки такому з'єднанню зварювального трансформатора з ключами та вхідними діодами досягається можливість плавно змінювати зварювальний...
Попередній патент: Спосіб лікування гнійно-запальних уражень кисті в умовах поліклініки
Наступний патент: Система термостатування корпуса контейнера
Випадковий патент: Шина для відновлення функції кисті