Секція для обробки рідкого металу газом
Номер патенту: 42876
Опубліковано: 27.07.2009
Автори: Живченко Володимир Семенович, Лабінцев Олексій Миколайович, Антонов Віктор Васильович, Махлаев Геннадій Петрович


Формула / Реферат
1. Секція для обробки рідкого металу газами, яка має колектор, отвір для підводу газу, рядкові капіляри, яка відрізняється тим, що колектор виконано в вигляді щілиноподібної порожнини, довжина колектора дорівнює розміру рядка капіляра, а ширина - міжрядковій відстані, і площа поперечного перерізу достатня для проходу необхідної кількості газу, отвір для підводу газу знаходиться знизу, посеред нижньої площини секції, донна частина колектора має газонепроникний шар, а колектор знаходиться між робочим та арматурним шарами, але обов'язково нижче максимального зносу робочого шару.
2. Секція за п. 1, яка відрізняється тим, що порожнина може бути заповнена гранульованим вогнетривким матеріалом з газопроникним опором нижче за опір капілярів.
Текст
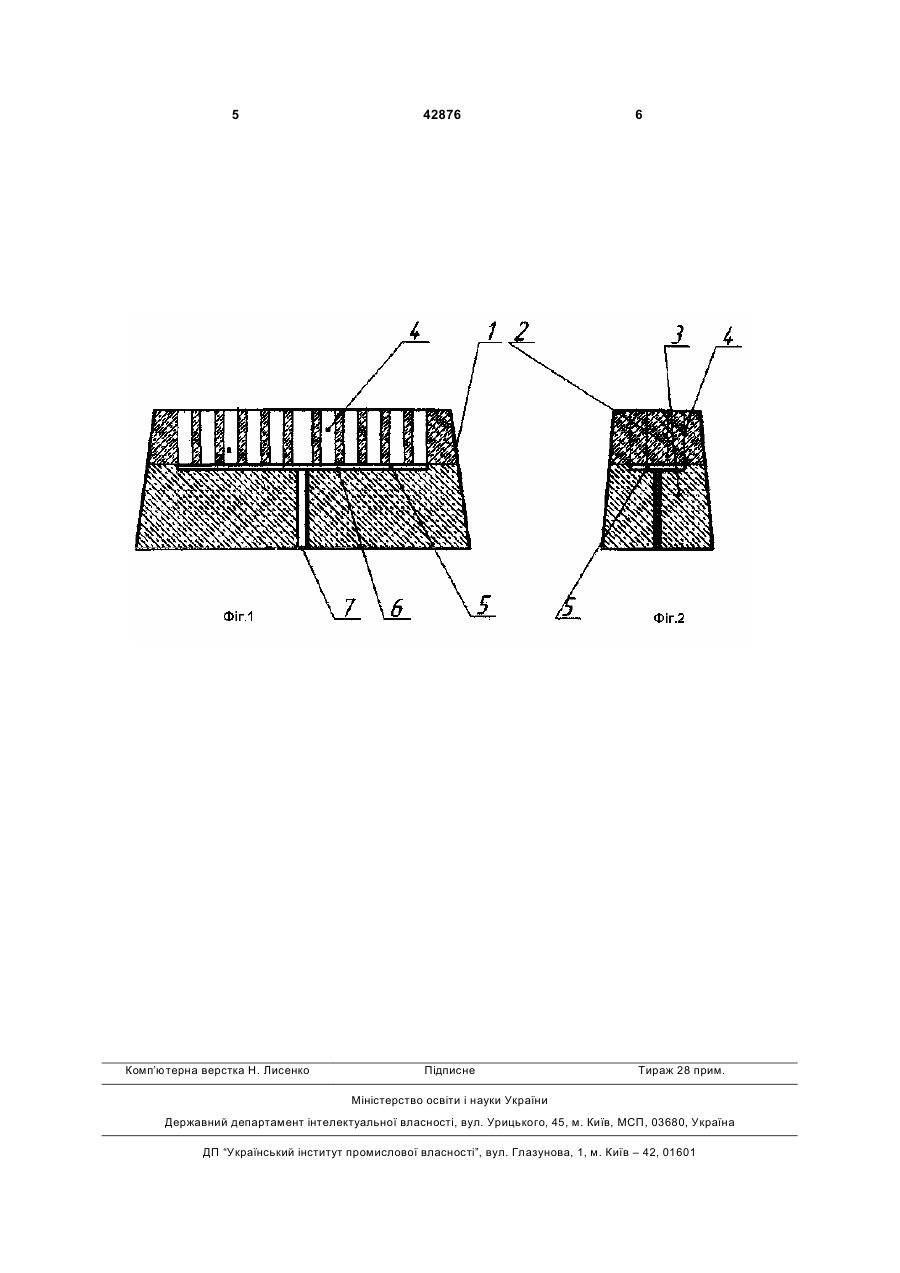
УКРАЇНА (19) UA (11) 42876 (13) U (51) МПК (2009) C21C 7/00 B22D 41/02 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС видається під відповідальність власника патенту ДО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ (54) СЕКЦІЯ ДЛЯ ОБРОБКИ РІДКОГО МЕТАЛУ ГАЗОМ 1 2 (13) 42876 (11) площі блоку і виготовлений із однорідного вогнетривкого матеріалу. При всій привабливості ідеї такого рішення конструктивного виконання продувного блоку, він має декілька суттєвих недоліків. При приготуванні такого блоку виявилося, що монтаж елементів для формування колекторних та розподільчих каналів неможливий тому, що на цьому місці проходять капілярні елементи. Тобто в одній площині повинні знаходитись більш двох закладних елементів. Виготовлення продувного блоку в тому вигляді було надзвичайно складно і дорого бо необхідно виготовлення закладних деталей, які можливо зробити на спеціальному обладнанні і матеріалі (в даному випадку, з пінопласту в спеціальній металевий формі).Така закладна деталь коштує на рівні вогнетривкого бетону, тобто себе вартість виробу значно збільшується. Крім того, при випробувані такого блоку на газопроникливість поза капілярів, виявлено, що нижня частина пристрою пропускає газ, бо товщина її не достатня для надійної герметизації. Подача газу в блок здійснюється з бокової сторони, тому штуцер газовідводу були вимушені зігнути під прямим кутом, а товщина шару футерівки повинна бути виконана надзвичайно точно, бо коли він тонше, то штуцер знаходився високо і блок не опирався на поверхні шару футерівки. При виконанні шару футерівки товщею, бодай на декі UA Корисна модель відноситься до чорної металургії, а саме конкретне до обробки рідкого металу газами. Відомий пристрій [1] для введення інертного газу в металевий розплав в якому продувні елементи установлені в колекторній ящик і спираються на маяки, простір між стінками заповнено вогнетривким бетоном, а висота стінок колекторного ящика дорівнюється залишку продувного елементу перед його зміною. Недоліком такого пристрою є те, що для подання газу в продувний пристрій необхідно використання металевого колекторного ящика, який необхідно монтувати на арматурному шару футерівки днища ковша, необхідна засипка гранулу, установлення ребер жорсткості. Крім того, необхідно використання вогнетривкого бетону, та робіт по його укладки та ущільнення* Відомий блок [2] для продувки металу газами, що виготовлений з вогнетривкого матеріалу і містить лінійні газопроникні зони товщиною не більш 2мм, діаметром капілярів 0,2-0,3мм і відстанями між ними, відповідно, 1,0-2,0мм та між зонами 2040мм. Крім того, блок додатково має профільовані розподільчі канали, розташовані під кожній газопроникній зоні, і колекторні канали по розміру умовного діаметра дорівнюють не менш 0,5см і не більш 2,0см сумарної площі колекторних каналів і не менш площі розподільчих каналів в нижній U жина колектора дорівнює розміру рядка капіляра, а ширина - міжрядковій відстані, і площа поперечного перерізу достатня для проходу необхідної кількості газу, отвір для підводу газу знаходиться знизу, посеред нижньої площини секції, донна частина колектора має газонепроникний шар, а колектор знаходиться між робочим та арматурним шарами, але обов'язково нижче максимального зносу робочого шару. 2. Секція за п. 1, яка відрізняється тим, що порожнина може бути заповнена гранульованим вогнетривким матеріалом з газопроникним опором нижче за опір капілярів. (19) (21) u200901688 (22) 26.02.2009 (24) 27.07.2009 (46) 27.07.2009, Бюл.№ 14, 2009 р. (72) ЖИВЧЕНКО ВОЛОДИМИР СЕМЕНОВИЧ, ЛАБІНЦЕВ ОЛЕКСІЙ МИКОЛАЙОВИЧ, АНТОНОВ ВІКТОР ВАСИЛЬОВИЧ, МАХЛАЕВ ГЕННАДІЙ ПЕТРОВИЧ (73) ЖИВЧЕНКО ВОЛОДИМИР СЕМЕНОВИЧ (57) 1. Секція для обробки рідкого металу газами, яка має колектор, отвір для підводу газу, рядкові капіляри, яка відрізняється тим, що колектор виконано в вигляді щілиноподібної порожнини, дов 3 лька міліметрів, з'єднати блок з штуцером неможливо. Цеховими фахівцями були виказані ще декілька, з нашій точки зору, несуттєвих зауважень, але які значно погіршують умови монтажу блоку, наприклад, блок необхідно здвигати для того, щоб з'єднати його зі штуцером, були труднощі герметизації міста з'єднання штуцера та блоку, та інше. У основу корисної моделі поставлена технічна задача: удосконалити секцію для обробки рідкого металу газом шляхом зміни її конструкції з метою підвищення технологічності виготовлення секції в цілому, зниження її собівартості та газопроникності поза капілярів, полегшення монтажу, підвищення безпеки і надійності при експлуатації. Поставлена задача розв'язується завдяки тому, що секція для обробки рідкого металу газом містить внутрішній колектор в вигляді щілиноподібній порожнини з площею поперечного перетину, достатньо для проходу необхідній кількості газу. Колектор знаходиться під робочим шаром напроти низу капілярів. Довжина колектору дорівнює розміру стрічки капіляра, а ширина - між стрічковій відстані. Порожнина може бути заповнена гранульованим вогнетривким матеріалом з газопроникним опором нижче за опір капілярів. Отвір для підводу газу знаходиться знизу, посеред нижній площині секції. Донна частина колектору має газонепроникний шар. Колектор знаходиться між робочим та арматурним шарами, але обов'язково нижче максимального зносу робочого шару. Загальним з прототипом суттєвою ознакою корисної моделі є наявність у секції для обробки рідкого металу газами колектора, отвору для підводу газу, рядкових капілярів. Відмітними від прототипу суттєвими ознаками корисної моделі є те, що колектор виконано в вигляді щілиноподібній порожнини. Довжина колектору дорівнює розміру рядка капіляра, а ширина міжрядковій відстані, і площа поперечного перетину достатня для проходу необхідній кількості газу. Отвір для підводу газу знаходиться знизу, посеред нижній площині секції. Донна частина колектору має газонепроникний шар. Колектор знаходиться між робочим та арматурним шарами, але обов'язково нижче максимального зносу робочого шару. Допоміжною ознакою корисної моделі є те, що порожнина може бути заповнена гранульованим вогнетривким матеріалом з газопроникним опором нижче за опір капілярів. Наявність приведених суттєвих ознак корисної моделі є необхідною і достатньою на всі випадки, на які поширюються область використання корисної моделі. Між суттєвими ознаками корисної моделі і технічнім результатом, - удосконалити секцію для обробки рідкого металу газом шляхом зміни конструкції секції, щоб підвищити технологічність виготовлення секції в цілому, знизити собівартість її та 42876 4 газопроникність поза капілярів, полегшити монтаж, підвищити безпеку і надійність при експлуатації, існує причинно-наслідковий зв’язок, який пояснюється наступними доказами. Виконання колектору в вигляді щілиноподібній порожнини значно поліпшує гідродинамічні умови руху газу під капілярами. Відсутність окремих тупикових газорозподільних проходів, як у прототипу, дає змогу рівномірно розподілити газ під капілярами. При отворі для підводу газу, що знаходиться знизу, посеред нижній площині секції, значно спрощується ЇЇ установка при монтажі в блок, тому що секція вертикально опускається на штуцер, при цьому горизонтальні зсуви відсутні. Герметизація з'єднання штуцера та колектору значно надійніша, тому що ущільнююча маса, завдяки своєї осадки, надійно герметизує стик. Коли колектор знаходиться між робочим та арматурним шарами, але обов'язково нижче максимального зносу робочого шару, значно підвищується газо непроникливість доній частині колектору, а покриття Її газонепроникним шаром значно підвищує цю ознаку. Так, перевірка цього показника на приборі на газонепроникливість дала повну відсутність витікання газу крізь такий композитний шар. Знаходження колектору між арматурнім та робочим шарами суттєво скорочує довжину капілярів, що знижує опір проходження газу в секції в цілому, тобто в колекторі при нижчому тиску подається потрібний об'єм газу. Цей показник дуже важливий, с точки зору безпечній і надійний експлуатації продувного пристрою, а також економії електричної енергії, що потребує компресор при нагнітанні тиску в газопроводі. Корисна модель пояснюється кресленням, на якому зображено секцію для обробки рідкого металу газом - поперечний та повздовжній розрізи. Секція 1 має робочий 2 з капілярами 4, та арматурний 3 шари. Безпосередньо під робочим шаром знаходиться колекторна порожнина 5. В донній частині 6 знаходиться отвір 7 для підводу газу. Робочий шар виконано з високоякісного вогнетривкого бетону, а арматурний - за якістю та ціною нижче. Таким чином, завдяки зміни конструкції секції для обробки рідкого металу газом, технічна задача, що до підвищення технологічності виготовлення секції в цілому, зниження її собівартості та газопроникності поза капілярів, полегшення монтажу, підвищення безпеки і надійності при експлуатації, повністю вирішена. Джерела інформації 1. Патент на корисну модель № 24063 пристрій для продувадвд рідкого металу газами 11.06.2007, Бюл. №8. 2. Деклараційний патент на корисну модель № 8970 15.08.2005, Бюл. №8. 5 Комп’ютерна верстка Н. Лиcенко 42876 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSection for gas processing of liquid metal
Автори англійськоюZhyvchenko Volodymyr Semenovych, Labintsev Oleksii Mykolaiovych, Antonov Viktor Vasyliovych, Makhlaev Hennadii Petrovych
Назва патенту російськоюСекция для обработки жидкого металла газом
Автори російськоюЖивченко Владимир Семенович, Лабинцев Алексей Николаевич, Антонов Виктор Васильевич, Махлаев Геннадий Петрович
МПК / Мітки
МПК: B22D 41/02, C21C 7/00
Мітки: секція, металу, газом, обробки, рідкого
Код посилання
<a href="https://ua.patents.su/3-42876-sekciya-dlya-obrobki-ridkogo-metalu-gazom.html" target="_blank" rel="follow" title="База патентів України">Секція для обробки рідкого металу газом</a>
Секція для обробки рідкого металу газами
Номер патенту: 35357
Опубліковано: 10.09.2008
Автори: Живченко Володимир Семенович, Лабінцев Олексій Миколайович
МПК: C21C 7/00, B22D 41/00
Мітки: секція, металу, обробки, рідкого, газами
Формула / Реферат:
1. Секція для обробки рідкого металу газами, яка має щілиноподібні капілярні отвори, розташовані рядками, яка відрізняється тим, що щілиноподібні капілярні отвори виконані вздовж секції.2. Секція за п. 1, яка відрізняється тим, що загальна довжина стрічки дорівнює довжини секції, а довжина щілини - не більше 70 мм.
Збірна секція для обробки рідкого металу газами

Номер патенту: 35356
Опубліковано: 10.09.2008
Автори: Лабінцев Олексій Миколайович, Живченко Володимир Семенович
МПК: B22D 41/00
Мітки: рідкого, газами, обробки, збірна, металу, секція
Формула / Реферат:
1. Збірна секція для обробки рідкого металу газами, яка має крізні капілярні отвори, розташовані рядками, яка відрізняється тим, що крізні щілиноподібні капілярні отвори утворені зазором між елементами, з яких складається секція, а самі елементи мають на одній з площин виступи, які утворюють капілярні отвори.2. Секція за п. 1, яка відрізняється тим, що висота виступів дорівнює
Пристрій для продування рідкого металу газом
Номер патенту: 24063
Опубліковано: 11.06.2007
Автори: Мерцалов Володимир Вікторович, Щурик Олександр Володимирович, Кондратенко Сергій Васильович, Живченко Володимир Семенович, Рябушенко Олександр Сергійович, Зубков Михайло Иосипович
МПК: C21C 7/00
Мітки: рідкого, металу, пристрій, продування, газом
Формула / Реферат:
Пристрій для продування рідкого металу газом, що містить колекторний ящик, маяки, розташовані усередині ящика, газорозподільний шар, газорозподільні елементи, робочий і арматурний шари, який відрізняється тим, що колекторний ящик розташований на арматурному шарі футерівки днища ковша, продувні елементи встановлені в колекторний ящик і спираються на маяки, простір між продувними елементами і стінками ящика замонолічено газонепроникним...
Блок для обробки рідкого металу газами

Номер патенту: 24045
Опубліковано: 11.06.2007
Автори: Кондратенко Сергій Васильович, Щурик Олександр Володимирович, Зубков Михайло Иосипович, Рябушенко Олександр Сергійович, Живченко Володимир Семенович, Мерцалов Володимир Вікторович
МПК: B22D 41/02, C21C 7/00
Мітки: блок, обробки, рідкого, газами, металу
Формула / Реферат:
1. Блок для обробки рідкого металу газами, який має крізні капілярні отвори, розташовані рядками, який відрізняється тим, що крізні капілярні отвори виконані щілиноподібними.2. Блок за п. 1, який відрізняється тим, що загальна довжина отворів в одному рядку складає ширини блока.
Спосіб обробки газом розплаву металу
Номер патенту: 34510
Опубліковано: 15.03.2001
Автори: Зазулін Микола Єгорович, Олійник Юрій Володимирович, Живченко Володимир Семенович
МПК: B22D 41/50, B22D 41/02
Мітки: розплаву, обробки, газом, спосіб, металу
Текст:
...зопроникнiстю при виконаннi умов: 1. Змiна розмiрiв пузирчикiв вiд 1–4 мм до 5– 8 мм. Розмiри пузирчикiв зумовленi необхiднiстю одночасного ви конання рафi нування розплаву метала за допомогою пузирчикiв дiаметром 1–4 мм, та гомогенiзацiї розплаву метала, що провадять пузирчиками дiаметром 5–8 мм. Зменшення дiаметру пузирчикiв менше 1 мм недоцiльне, оскiльки швидкостi їхн ього пiдйому в об'ємi розплаву метала будуть дуже низькими, рафi нуюча...
Попередній патент: Спосіб індукції овуляції за гіперандрогенної неплідності
Наступний патент: Процес профілактики неспроможності кишкового анастомозу
Випадковий патент: Спосіб діагностики підшипникових опор головної лінії приводу прокатного стана