Спосіб виготовлення литих короткозамкнених обмоток роторів двигунів
Номер патенту: 50706
Опубліковано: 25.06.2010
Автори: Железняков Андрій Володимирович, Чуванков Віктор Юрійович, Папазов Юрій Миколайович
Формула / Реферат
1. Спосіб виготовлення литої короткозамкненої обмотки ротора електродвигуна, який включає складання ливарної форми з двох півформ і шихтованого на оправці осердя, їх підігрівання і подавання в ливарну форму розплаву під статичним тиском, який відрізняється тим, що розплав металу не подається в ливарну форму, а утворюється усередині самої ливарної форми у формоутворюючих порожнинах півформ і пазах пакета ротора, і при нагріванні ливарної форми за рахунок того, що температура плавлення матеріалу короткозамкненої обмотки ротора нижча, ніж решти складових частин ливарної форми, відбувається рівномірне заповнення розплавленим металом формоутворюючих порожнин під дією сили тяжіння з формуванням при цьому виливка короткозамкненої обмотки ротора.
2. Спосіб за п. 1, який відрізняється тим, що нагрівання ливарної форми відбувається в середовищі інертного газу.
3. Спосіб за пп. 1, 2, який відрізняється тим, що при нагріванні ливарної форми її додатково періодично струшують.
Текст
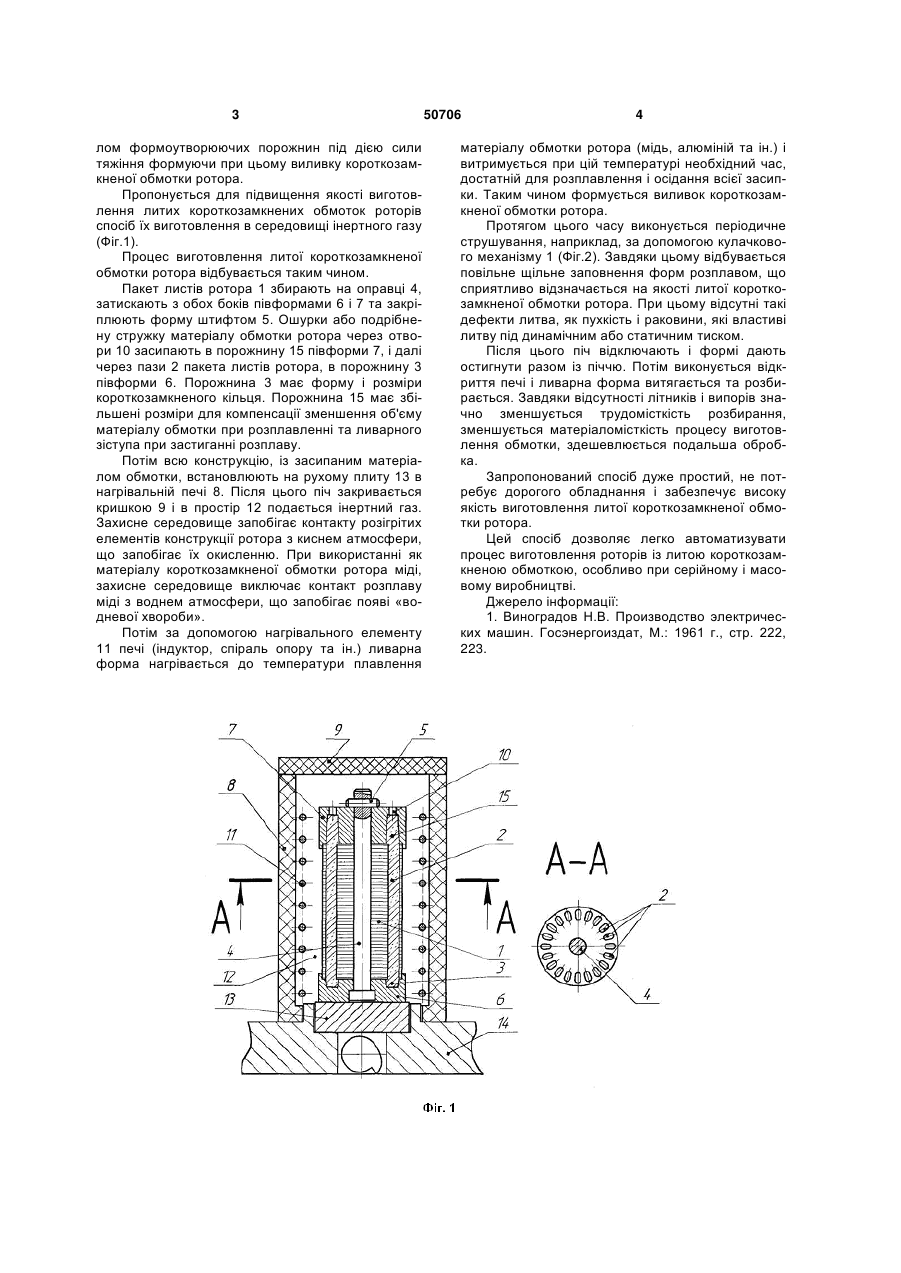
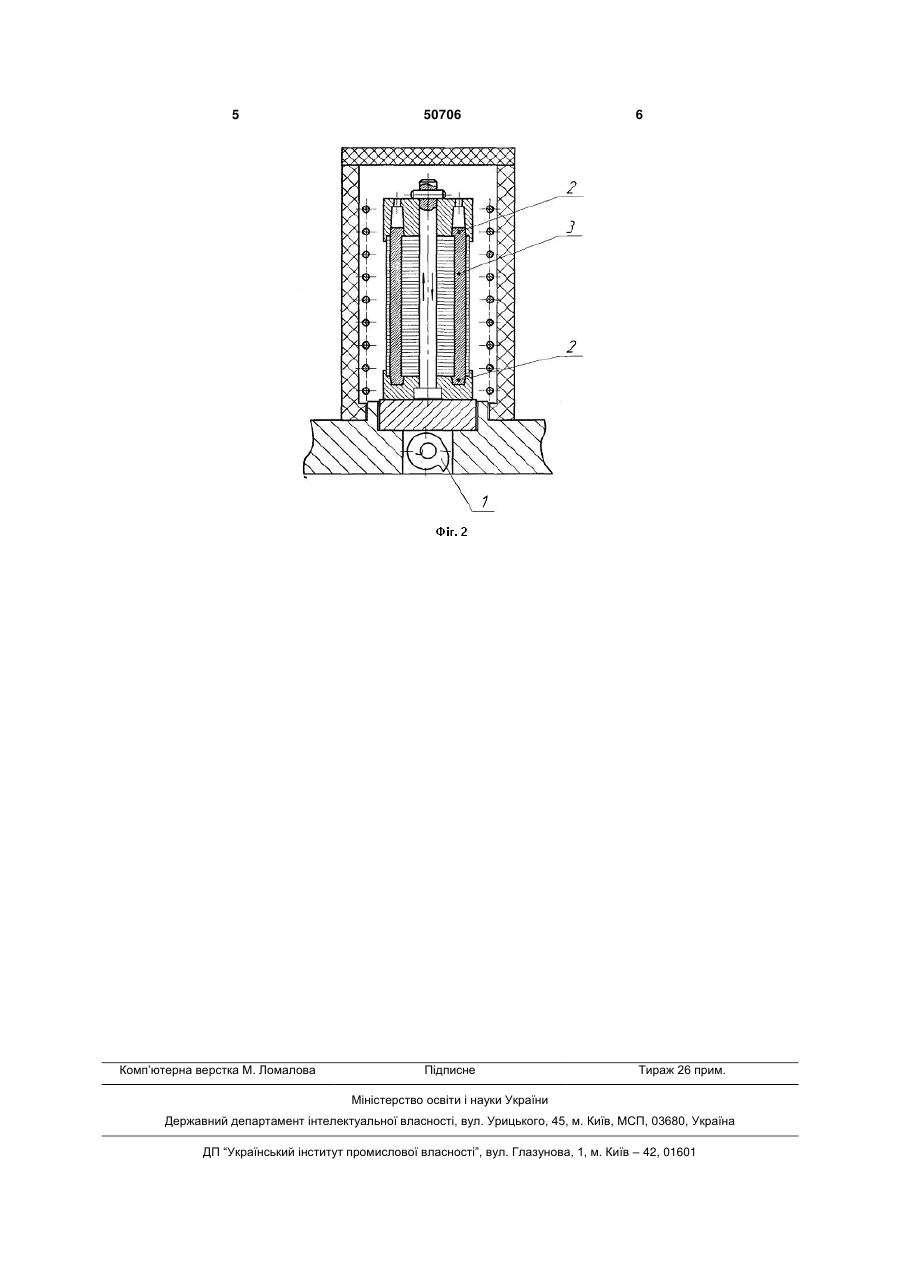
1. Спосіб виготовлення литої короткозамкненої обмотки ротора електродвигуна, який включає складання ливарної форми з двох півформ і шихтованого на оправці осердя, їх підігрівання і подавання в ливарну форму розплаву під статичним тиском, який відрізняється тим, що розплав металу не подається в ливарну форму, а утворюєть 3 лом формоутворюючих порожнин під дією сили тяжіння формуючи при цьому виливку короткозамкненої обмотки ротора. Пропонується для підвищення якості виготовлення литих короткозамкнених обмоток роторів спосіб їх виготовлення в середовищі інертного газу (Фіг.1). Процес виготовлення литої короткозамкненої обмотки ротора відбувається таким чином. Пакет листів ротора 1 збирають на оправці 4, затискають з обох боків півформами 6 і 7 та закріплюють форму штифтом 5. Ошурки або подрібнену стружку матеріалу обмотки ротора через отвори 10 засипають в порожнину 15 півформи 7, і далі через пази 2 пакета листів ротора, в порожнину 3 півформи 6. Порожнина 3 має форму і розміри короткозамкненого кільця. Порожнина 15 має збільшені розміри для компенсації зменшення об'єму матеріалу обмотки при розплавленні та ливарного зіступа при застиганні розплаву. Потім всю конструкцію, із засипаним матеріалом обмотки, встановлюють на рухому плиту 13 в нагрівальній печі 8. Після цього піч закривається кришкою 9 і в простір 12 подається інертний газ. Захисне середовище запобігає контакту розігрітих елементів конструкції ротора з киснем атмосфери, що запобігає їх окисленню. При використанні як матеріалу короткозамкненої обмотки ротора міді, захисне середовище виключає контакт розплаву міді з воднем атмосфери, що запобігає появі «водневої хвороби». Потім за допомогою нагрівального елементу 11 печі (індуктор, спіраль опору та ін.) ливарна форма нагрівається до температури плавлення 50706 4 матеріалу обмотки ротора (мідь, алюміній та ін.) і витримується при цій температурі необхідний час, достатній для розплавлення і осідання всієї засипки. Таким чином формується виливок короткозамкненої обмотки ротора. Протягом цього часу виконується періодичне струшування, наприклад, за допомогою кулачкового механізму 1 (Фіг.2). Завдяки цьому відбувається повільне щільне заповнення форм розплавом, що сприятливо відзначається на якості литої короткозамкненої обмотки ротора. При цьому відсутні такі дефекти литва, як пухкість і раковини, які властиві литву під динамічним або статичним тиском. Після цього піч відключають і формі дають остигнути разом із піччю. Потім виконується відкриття печі і ливарна форма витягається та розбирається. Завдяки відсутності літників і випорів значно зменшується трудомісткість розбирання, зменшується матеріаломісткість процесу виготовлення обмотки, здешевлюється подальша обробка. Запропонований спосіб дуже простий, не потребує дорогого обладнання і забезпечує високу якість виготовлення литої короткозамкненої обмотки ротора. Цей спосіб дозволяє легко автоматизувати процес виготовлення роторів із литою короткозамкненою обмоткою, особливо при серійному і масовому виробництві. Джерело інформації: 1. Виноградов Н.В. Производство электрических машин. Госэнергоиздат, М.: 1961 г., стр. 222, 223. 5 Комп’ютерна верстка М. Ломалова 50706 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing short-circuit motor rotor windings
Автори англійськоюChuvankov Viktor Yuriiovych, Zhelezniakov Andrii Volodymyrovych, Papazov Yurii Mykolaiovych
Назва патенту російськоюСпособ изготовления литых короткозамкнутых обмоток роторов двигателей
Автори російськоюЧуванков Виктор Юрьевич, Железняков Андрей Владимирович, Папазов Юрий Николаевич
МПК / Мітки
МПК: H02K 15/08, B22D 18/04
Мітки: обмоток, спосіб, виготовлення, короткозамкнених, литих, роторів, двигунів
Код посилання
<a href="https://ua.patents.su/3-50706-sposib-vigotovlennya-litikh-korotkozamknenikh-obmotok-rotoriv-dviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення литих короткозамкнених обмоток роторів двигунів</a>
Спосіб відновлення литих короткозамкнених обмоток роторів

Номер патенту: 77041
Опубліковано: 16.10.2006
Автори: Шадрін Сергій Володимирович, Заблодська Тетяна Петрівна, Заблодський Микола Миколайович
МПК: H02K 15/08, H02K 15/00
Мітки: відновлення, литих, короткозамкнених, роторів, спосіб, обмоток
Формула / Реферат:
Спосіб відновлення литих короткозамкнених обмоток роторів, який включає очищення від бруду, обезжирювання пошкоджених ділянок, механічне розширювання та обробку тріщин у формі ластівчиного хвоста, заварювання тріщин і надломів короткозамикаючих кілець, який відрізняється тим, що перед відновленням виконують діагностування обмотки, визначають та маркують дефектні стрижні, видаляють дефектні стрижні електрохімічним способом з використанням...
Спосіб відновлювання литих короткозамкнених роторів електричних машин
Номер патенту: 64312
Опубліковано: 16.02.2004
Автори: Зубков Сергій Степанович, Каїка Василь Васильович, Ткачук Микола Миколайович, Ткачук Олександр Миколайович
МПК: B22D 27/00
Мітки: відновлювання, литих, роторів, спосіб, машин, короткозамкнених, електричних
Формула / Реферат:
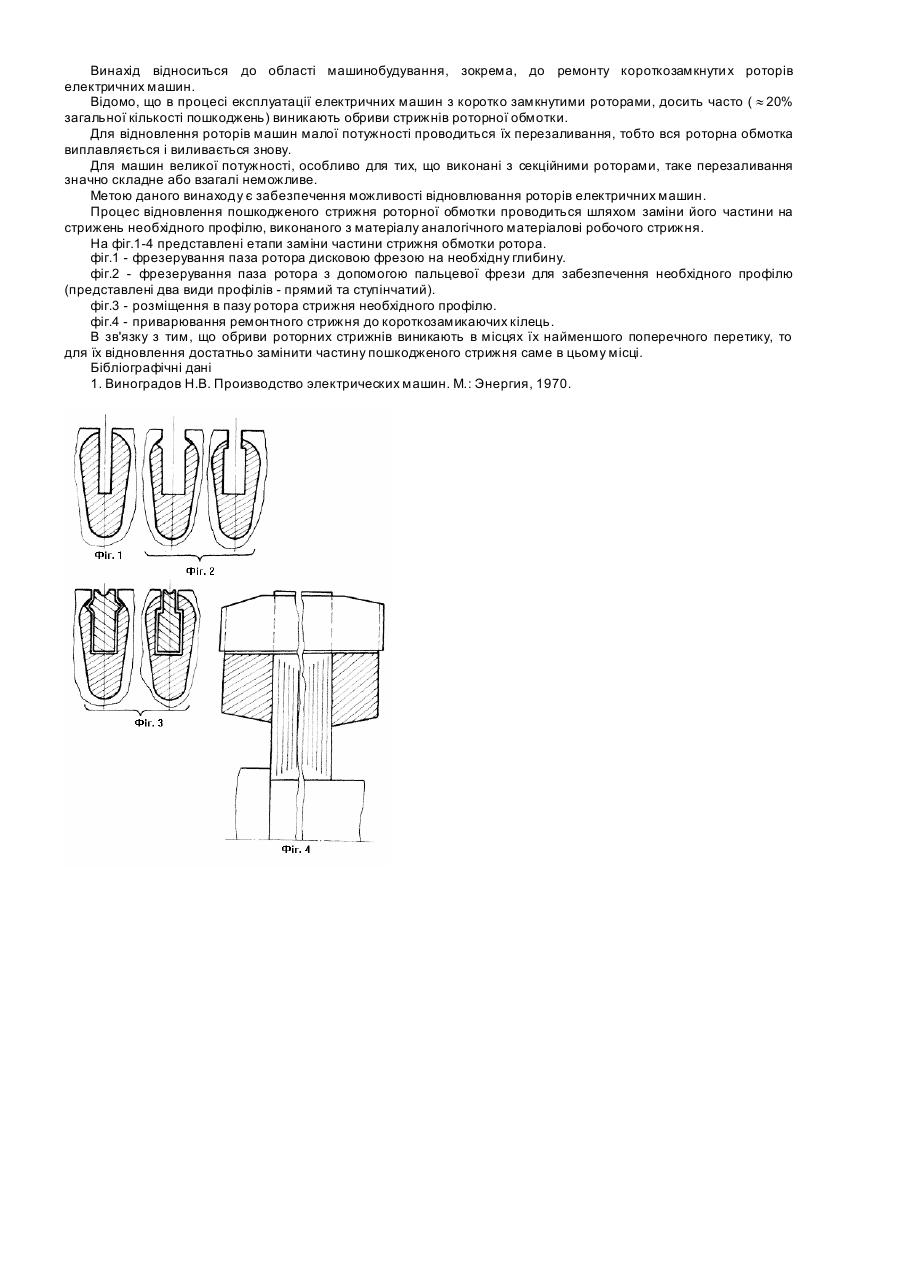
Спосіб відновлювання литих короткозамкнених роторів електричних машин, який відрізняється тим, що частина пошкодженого стрижня роторної обмотки замінюється на стрижень необхідного профілю, виконаний з матеріалу, аналогічного матеріалу робочого стрижня.
Спосіб виготовлення литих короткозамкнутих обмоток роторів електродвигунів
Номер патенту: 21968
Опубліковано: 30.04.1998
Автори: Гіндес Леонид Петрович, Чувашев Виктор Анатольович, Шірнін Іван Григорович, Костріця Вячеслав Григорович, Фіщенко Сергій Павлович, Діренко Віталій Григорович
МПК: B22D 19/00
Мітки: електродвигунів, виготовлення, обмоток, спосіб, литих, роторів, короткозамкнутих
Формула / Реферат:
1. Способ изготовления литых короткозамкнутых обмоток роторов электродвигателей, включающий сборку литейной формы с сердечником, их подогрев и заливку расплава меди, отличающийся тем, что, с целью повышения качества и надежности электродвигателей, на наружную поверхность сердечника наносят слой из теплоизоляционного материала, нагрев сердечника ведут до 910 -960°С, а расплав меди заливают при 1240-1300°С. 2. Способ по п. 1,...
Спосіб укладки одно-двушарових обмоток короткозамкнених асинхронних двигунів
Номер патенту: 25718
Опубліковано: 30.10.1998
Автор: Шкілько Григорій Яковлевич
МПК: H02K 15/04
Мітки: короткозамкнених, обмоток, асинхронних, укладки, двигунів, одно-двушарових, спосіб
Формула / Реферат:
Способ укладки одно-двухслойных обмоток короткозамкнутых асинхронных двигателей всыпанием через шлицы изолированных пазов поочередно каждого витка по укороченному шагу предварительно намотанных на шаблонах катушек, отличающийся тем, что без подъема шага на заключительной стадии укладки вразвалку катушечных групп, катушки распределяют по зубцовой зоне статора так, что в каждой фазе оказывается одинаковое количество больших и малых катушек, а...
Спосіб виготовлення узгоджених аерогідродинамічних поверхонь роторів
Номер патенту: 53755
Опубліковано: 17.02.2003
Автори: Мушаль Георг, Глессер Арндт, Штельцер Руперт, Хаймерль Реймунд, Метцінгер Петер
Мітки: спосіб, виготовлення, поверхонь, роторів, узгоджених, аерогідродинамічних
Формула / Реферат:
1. Спосіб виготовлення пригнаних аерогідродинамічних поверхонь роторів із інтегральною, бажано осьовою, конструкцією системи лопаток, із втулкою і принаймні одним лопатковим вінцем шляхом знімання матеріалу на верстаті після здійснення нерознімного з'єднання принаймні однієї лопатки і втулки і/або принаймні одного елемента лопатки і принаймні однієї лопатки і/або після здійснення локального наплавлення матеріалу, причому в кожному випадку...
Попередній патент: Пристрій для гомогенізації
Наступний патент: Спосіб швидкої гармонізації психоемоційного стану людини
Випадковий патент: Спосіб підвищення продуктивності молодняка овець та покращення якості баранини