Спосіб обробки розплавів порошковим дротом
Номер патенту: 51038
Опубліковано: 15.11.2002
Автори: Ваньчик Ігор Львович, Потрух Олександр Григорович, Раздобарін Іван Григорович, Шуміхін Володимир Сергійович
Формула / Реферат
Спосіб обробки розплавів порошковим дротом, який включає введення порошкового дроту на глибину розплаву, його розчинення для досягнення рафінування та модифікування, який відрізняється тим, що введення порошкового дроту проводять по спіралі Архімеда з кроком 1/6 діаметра металоємності за рахунок обертання її зі швидкістю 20![]() 30 об\хв. і одночасного зворотно-поступального руху обойми з порошковим дротом від центру металоємності до її периферії зі швидкістю 80
30 об\хв. і одночасного зворотно-поступального руху обойми з порошковим дротом від центру металоємності до її периферії зі швидкістю 80![]() 120 см/с.
120 см/с.
Текст
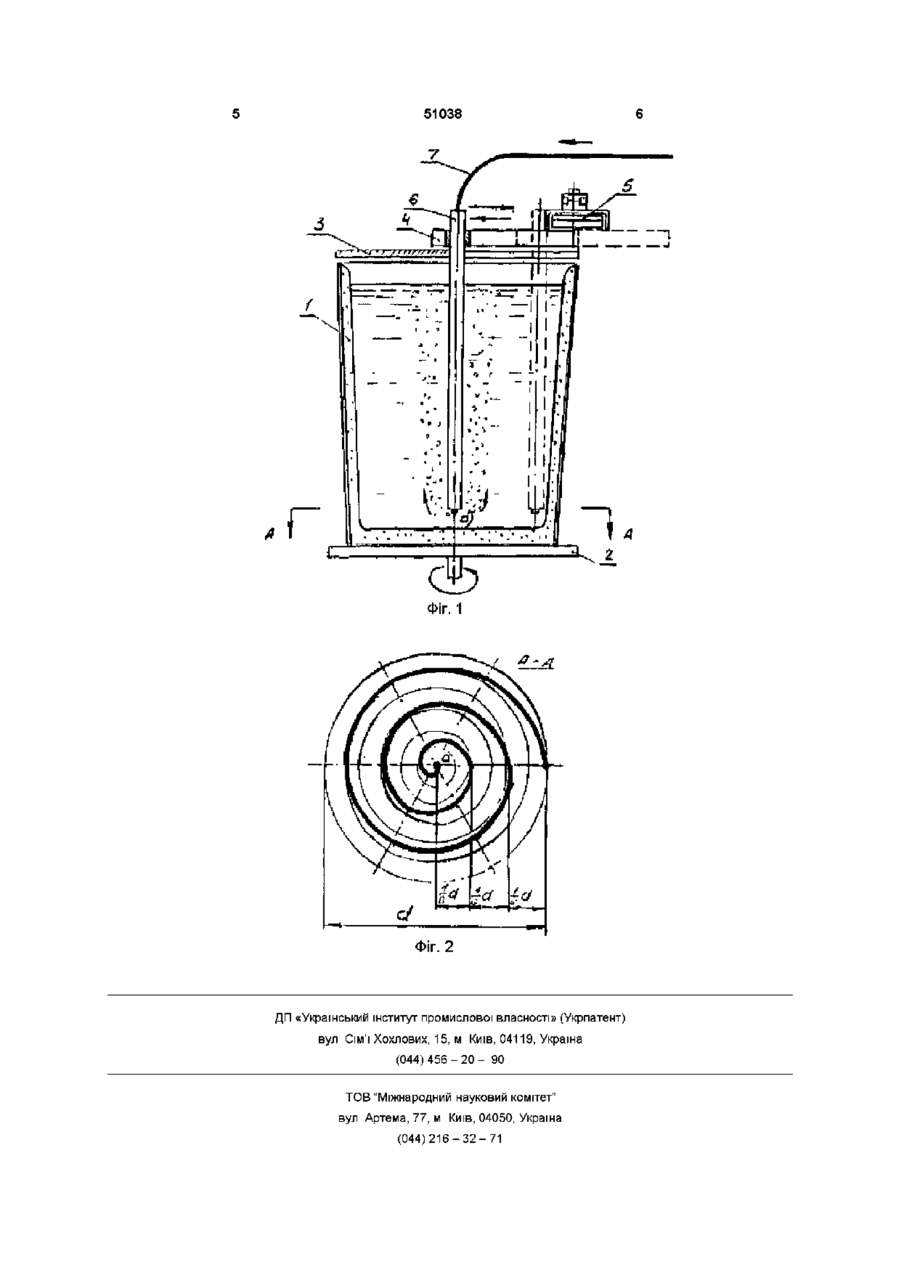
Спосіб обробки розплавів порошковим дротом, який включає введення порошкового дроту на глибину розплаву, його розчинення для досягнення рафінування та модифікування, який відрізняється тим, що введення порошкового дроту проводять по спіралі Архімеда з кроком 1/6 діаметра металоємності за рахунок обертання и зі швидкістю 20 - - ЗО об\хв і одночасного зворотно= поступального руху обойми з порошковим дротом від центру металоємності до її периферії зі швидкістю 80 ч- 120 см/с Винахід відноситься до області ливарного виробництва та металургії і може бути використаний для обробки розплавів з метою їх рафінування та модифікування, а також збільшення ефективності цих процесів Відомий спосіб обробки в ковші рідкого чавуну з використанням магнієвого дроту в металічному обплетенні (Патент США № 420598) Магнієвий дріт в обплетенні вводять в ківш під поверхню розплавленого чорного металу зі швидкістю > 18хв В результаті цього, розплавлений і випаровування магнію відбувається під поверхнею розплавленого чорного металу Відносно малий діаметр дроту в порівнянні з діаметром ковша (приблизно 1 100) і значно низька питома вага парів магнію приводить до пересичення парами магнію і активному бурлінню стовпа металу над зоною взаємодії дроту з розплавленим металом, де і відбувається рафінування і модифікування чавуну, тоді як більша частина рідкого металу залишається не обробленою парами магнію В результаті ефективність рафінуючої і модифікуючої обробки розплаву залишається недостатньою В вибраному прототипі цей недопік частково усувається при найбільш прийнятному МІСЦІ введення порошкового дроту і продувкою обробленого чавуну нейтральним газом (ДА Дюдкин, В П Онищук, С Е Гринберг, С Н Маринцев Десульфурация чугуна порошковой проволокой с магнийсодержащим наполнителем "Металл и литье Ук раины", 1 - 2, 2000, С 11) Згідно З ЦИМ способом встановлено, що на ефективність процесу десульфурацм великий вплив має місце введення порошкового дроту По цьому способу дріт повинен подаватися вертикально до дзеркала металу на відстані 1/2 радіуса від стінки ковша для того, щоб реагент попадав в конвективний потік, який сходить униз металу А для забезпечення умов спливання дрібних магнезійних включень, бажано після обробки чавуну порошковим дротом проводить продувку нейтральним газом Продувка обробленого порошковим дротом чавуну нейтральним газом буде сприяти утягненню в процес десульфурацм розчиненого в чавуні магнію При цьому кінцевий вміст сірки може бути додатково знижено на 0,001 0,006% Недолік цього способу полягає в тому, що введення порошкового дроту по вказаній схемі буде мати позитивний результат тільки в зоні, яка знаходиться в одній половині ковша, тобто в зоні дії конвективних потоків Друга половина ковша буде практично не оброблена Пари магнію, які утворюються в результаті взаємодії магнію з розплавленим металом в вигляді пухирців магнію піл дією виштовхуючих сил, що відповідає закону Стокса, будуть підніматися вгору з великою швидкістю 3 другої сторони, ті самі пухирці магнію під дією конвективних потоків будуть затягуватися вниз Але сили виштовхування в порівнянні з силами, які діють за рахунок конвективних потоків, набагато більші Тому вірогідність розповсюдження продуктів взаємодії магнію з металом вниз і по 00 со о ю 51038 боках, що дозволило б збільшити ефективність рафінуючої і модифікуючої обробки, невелика Продувка обробленого порошковим дротом чавуну нейтральним газом буде позитивною тільки в зоні найбільшої концентрації продуктів взаємодії магнію з розплавом Тому додаткове зниження сірки всього на 0,001 0,006% є недостатнім для отримання високоміцного чавуну В результаті цих недоліків неможливо досягти рівномірного розподілення продуктів взаємодії магнію з розплавом по всьому об'єму металу Це приводить до зниження степені десульфурацм і збільшення питомих витрат магнію для досягнення позитивного ефекту рафінуючої та модифікуючої обробки Для усунення вказаних недоліків пропонується новий спосіб обробки розплавів порошковим дротом введенням його на глибину розплаву, його розчинення для досягнення рафінування або модифікування Поставлена задача спрямована на зниження витрат порошкового дроту, одержання розплаву з рівномірним розподілом ДОМІШКІВ і збільшення ефективності рафінуючої обробки Ця ціль досягається тим, що в запропонованому способі обробки розплавів порошковим дротом за рахунок введення його на глибину розплаву і розчинення для досягнення рафінування та модифікування, згідно винаходу, введення порошкового дроту проводять по спіралі Архімеда з кроком 1/6 діаметра металоємності за рахунок обертання її зі швидкістю 20 + 30об/хв і зворотно-поступального руху обойми з порошковим дротом від центру металоємності до и периферії зі швидкістю 80-ь 120см/с На фіг 1 приведена схема способу обробки розплавів порошковим дротом По цій схемі обробку розплаву проводять в наступній ПОСЛІДОВНОСТІ КІВШ З розплавом 1 встановлюють па платформу 2, яка може обертатися На ківш з розплавом встановлюється кришка 3 з пазом, в якому може переміщатися траверса 4 за рахунок приводу рейкового типу 5 На траверсі монтується труба 6, через яку подається порошковий дріт 7 Магній, або інша суміш для рафінування, які знаходяться в порошковому дроті взаємодіють з розплавом тільки в нижній частині металоємності при виході його з труби 6 Обертання металоємності з одночасним рівномірним рухом траверси з трубою в якій знаходиться порошковий дріт приводить до того, що точка а, або торець порошкового дроту, рухається по спіралі Архімеда (фіг 2, розріз А-А) При оптимальних швидкостях металоємності в границях 20 -ь 30об/хв і траверси з трубою в границях 80 -ь 120см/с при використанні металоємності діаметром біля 1м крок спіралі Архімеда буде 1/6d При такому оптимальному кроку спіралі Архімеда і взаємодії дроту з магнієм в даній зоні ковша досягнута повна рівномірно обробка всієї маси розплаву При збільшенні кроку спіралі можливі зони неповної обробки розплаву магнієм, або другою рафінуючою сумішшю При зменшенні кроку спіралі збільшується час рафінування, що в свою чергу приводить до падіння температури розплаву і зниження його рідкоплинності, що недопустимо при отриманні відливок з малим модулем Крім того, збільшення часу рафінування приводить до пересичення розплаву магнієм, його додатковими витратами, що економічно не вигідно Приклад реалізації запропонованого способу пов'язаний з рафінуючою або модифікуючою обробкою чавуну в ковші порошковим дротом з магнієм, або з сумішшю в складі якої присутні магній, кремній, залізо і ІНШІ елементи При цьому оцінювалась ефективність рафінування та модифікування розплаву в порівнянні з традиційними методами обробки розплаву порошковим дротом При вибраних режимах рафінування по запропонованому способу досягається висока ступінь десульфурацм (до 80%) та модифікування (90% кулястого графіту Гф 13), які обумовлені тим, що весь об'єм розплаву із дна рівномірно обробляється парами магнію, при цьому відсутні зони пересичення, або зони недостатньої обробки розплаву За рахунок такої схеми обробки розплаву досягається також висока ступінь використання магнію Так, при обробці розплаву з початковим вмістом сірки 0,03% і кінцевим менше, чим 0,01% ступінь використання магнію збільшується з ЗО -ь 35% при традиційній схемі обробки до 60 -ь 70% по запропонованому способу обробки чавуну Для перевірки ефективності обробки розплавів порошковим дротом за рахунок його введення по спіралі Архімеда проводили експериментальні плавки в індукційній печі з подальшою рафінуючою обробкою його в ковші Використання запропонованого способу обробки розплавів порошковим дротом дозволяє інтенсифікувати процес рафінування та, при необхідності, модифікування і отримання високоміцного чавуну з кулястою формою графіту За рахунок рівномірного розчинення магнію, або суміші, які подаються и вигляді дроту па глибину розплаву, досягається можливість зниження КІЛЬКОСТІ магнію і отримання розплаву з мінімальним вмістом сірки В результаті є можливість стабільно отримувати високоміцний чавун з кулястою формою при використанні нерафінованих марок чушкових чавунів і значно підвищити економічні показники технологи, що реалізуються за допомогою запропонованого способу 51038 ФІГ. 1 ФІГ. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treating melts with powder wire
Автори англійськоюPotrukh Oleksandr Hryhorovych, Shumikhin Volodymyr Serhiiovych, Razdobarin Ivan Hryhorovych, Vanchyk Ihor Lvovych
Назва патенту російськоюСпособ обработки расплавов порошковой проволокой
Автори російськоюПотрух Александр Григорьевич, Шумихин Владимир Сергеевич, Раздобарин Иван Григорьевич, Ваньчик Игорь Львович
МПК / Мітки
Мітки: дротом, порошковим, обробки, спосіб, розплавів
Код посилання
<a href="https://ua.patents.su/3-51038-sposib-obrobki-rozplaviv-poroshkovim-drotom.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплавів порошковим дротом</a>
Спосіб позапічної обробки переробного чавуну порошковим дротом з феромарганцем
Номер патенту: 34002
Опубліковано: 15.02.2001
Автори: Овчінніков Микола Олексійович, Могильний Олександр Петрович, Остапчук Миколай Петрович, Якін Михайло Миколайович, Кармазін Василь Федорович, Розумний Павло Кузьмич, Стець Павло Денисович, Коваль Сергій Олексійович, Стець Володимир Павлович, Харитоненко Олександр Іванович, Аріх Сергій Георгійович, Олійник Віктор Васильович, Бойко Володимир Семенович
МПК: C21C 7/06
Мітки: дротом, феромарганцем, порошковим, позапічної, обробки, чавуну, переробного, спосіб
Текст:
...порошкового дроту, завдяки вмісту водню, сприяє турбулізації обробки чавуну, завдяки чому і відбуваються рівномірні його перемішування. Реакції взаємодії і насичення чавуну, коагуляції неметалевих частинок і газів, їх виведення із чавуну разом зі звитковим заевтектичним графітом. Одною з переваг обробки чавуну порошковим дротом з марганецьутримуючими феросплавами с виведення збиткового заевтетичного вуглецю у вигляді графіту, який іншими...
Дріт для позапічної обробки металургійних розплавів
Номер патенту: 34341
Опубліковано: 15.02.2001
Автори: Бать Сергій Юрійович, Кисіленко Володимир Васильйович, Оніщук Віталій Прохорович, Дюдкін Дмитро Олександрович, Тітієвський Володимир Маркович
МПК: C21C 7/00
Мітки: розплавів, дріт, металургійних, позапічної, обробки
Текст:
...алюмокальцієвий сплав, а потім АІ і Са розчиняються в металі, забезпечуючи повну глобуляризацію неметалевих включень. При цьому товщина сталевої оболонки повинна вибиратися в залежності від кількості порошкового заповнювача, тому що в іншому випадку розплавлення оболонки буде відбуватися або ще до утворення міцного Альмо кальцієвого сполучення, або вже коли кальцій буде знаходитися у середині дроту у вигляді пари, що призведе до підвищеного...
Пристрій для обробки розплавів
Номер патенту: 49408
Опубліковано: 16.09.2002
Автори: Дорофєєв Володимир Миколайович, Должиков Валерій Васильович, Куберський Сергій Володимирович, Семірягін Сергій Володимирович, Ессельбах Сергій Борисович
МПК: C21C 7/00
Мітки: обробки, розплавів, пристрій
Формула / Реферат:
Пристрій для обробки розплавів, що містить газопроникну оболонку, електродну систему, витратну частину з оксидів лужноземельних металів та відновлювача і пристрій для піддуву інертного газу, який відрізняється тим, що газопроникна оболонка виконана у вигляді вогнетривкого стакана з невитрачуваним електродом та пористою вставкою у нижній частині, витратна частина з витратним електродом виконана з можливістю переміщення в середині вогнетривкого...
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 23570
Опубліковано: 15.11.2001
Автори: Остапчук Микола Петрович, Царицин Євген Олександрович, Дюдкін Дмитро Олександрович, Оніщук Віталій Прохорович, Овсяніков Олександр Матвійович, Кисіленко Володимир Васильович
МПК: C21C 1/00
Мітки: спосіб, чавуну, обробки, магнієм, позапічноі
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в суміші зі ставролитовим концентратом в співвідношенні 1:(0,5-2,2) і інтенсивністю подавання магнію 40-89 г/с.
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Кассов Валерій Дмитрович, Чигарьов Валерій Васильович, Кадава Віктор Володимирович, Гавриш Павло Анатолійович
Мітки: дугового, зварювання, порошковим, установка, наплавлення, електродом
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Попередній патент: Спосіб приготування харчового продукту
Наступний патент: Електробур
Випадковий патент: Спосіб лікування ішемічної хвороби серця