Спосіб виробництва прокату методом нормалізуючої прокатки
Номер патенту: 56651
Опубліковано: 25.01.2011
Автори: Матросов Юрій Івановіч, Шахпазов Євгєній Хрістофоровіч, Койфман Олександр Анатолійович, Ганошенко Ігор Володимирович, Кумуржи Євген Володимирович, Гоман Сергій Володимирович, Володарський Володимир Васильович, Трет'яков Олександр Борисович, Лівшиц Дмітрій Арнольдовіч, Курпе Олександр Геннадійович, Чубань Андрій Михайлович
Формула / Реферат
1. Спосіб виробництва прокату методом нормалізуючої прокатки, що включає аустенізацію безперервнолитої заготовки, яка містить вуглець, марганець, кремній, алюміній, сірку, фосфор, хром, нікель, мідь і залізо, багатостадійну прокатку заготовки у реверсивному режимі при температурах аустенітної області і остаточне охолоджування отриманого прокату, який відрізняється тим, що безперервнолиту заготовку із сталі, що містить, мас. %:
вуглець
0,03-0,30
марганець
0,3-2,2
кремній
0,1-1,0
алюміній
0,01-0,06
сірка
0,0005-0,0400
фосфор
0,005-0,030
хром
0,01-1,50
нікель
0,01-2,20
мідь
0,01-1,20
азот
0,002-0,012
водень
0,0001-0,0008
залізо
решта,
при виконанні співвідношення Мn/С=(3...25), нагрівають під прокатку до температур АC3+(220...350) °С, прокатку безперервнолитої заготовки на першій стадії проводять в області температур на 200-350 °С вище АC3 і із загальним ступенем деформації 30-80 %, потім на другій стадії в області температур на 80-200 °С вище АC3 із загальним ступенем деформації 20-50 % і далі на третій стадії в області температур на 20-80 °С вище Аr3 із загальним ступенем деформації 40-75 %, після чого здійснюють остаточне охолоджування отриманого прокату, причому окремі обтискування при прокатці на першій і другій стадіях складають 10-18 %, а при прокатці на третій стадії - 1-15 %.
2. Спосіб за п. 1, який відрізняється тим, що сталь додатково містить ніобій в кількості 0,01-0,10 мас. % і/або ванадій в кількості 0,01-0,15 мас. %, і/або титан в кількості 0,005-0,30 мас. %, і/або кальцій в кількості 0,0005-0,0100 мас. % при співвідношенні (Nb+V+Ti)=0,008...0,160.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що листи після завершення прокатки охолоджують до температури 650-350 °С з швидкістю 0,5-5,0 °С/с, далі до температури 150-10 °С охолоджують з швидкістю 0,5-20 °С/год., після чого охолоджують з швидкістю 0,01-1,5 °С/с до температури навколишнього середовища.
Текст
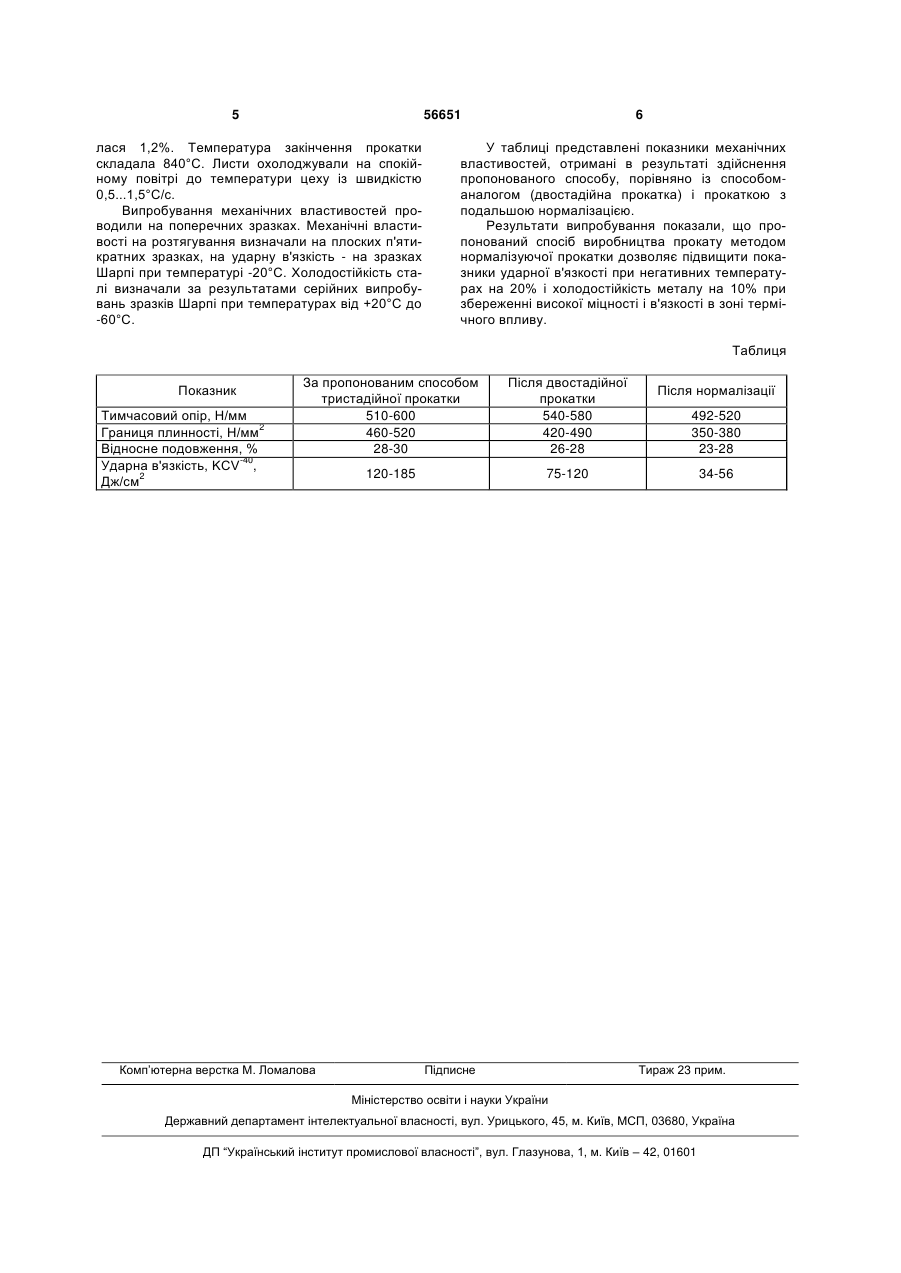
1. Спосіб виробництва прокату методом нормалізуючої прокатки, що включає аустенізацію безперервнолитої заготовки, яка містить вуглець, марганець, кремній, алюміній, сірку, фосфор, хром, нікель, мідь і залізо, багатостадійну прокатку заготовки у реверсивному режимі при температурах аустенітної області і остаточне охолоджування отриманого прокату, який відрізняється тим, що безперервнолиту заготовку із сталі, що містить, мас. %: вуглець 0,03-0,30 марганець 0,3-2,2 кремній 0,1-1,0 алюміній 0,01-0,06 сірка 0,0005-0,0400 фосфор 0,005-0,030 хром 0,01-1,50 U 2 (11) 1 3 прокатки [патент України на винахід №43370], що включає нагрівання заготовки до температури (1150...1270)°С, деформацію в аустенітній області у дві стадії і охолоджування, при якому сталь, що містить вуглець, марганець, кремній, алюміній, сірку, фосфор, хром, нікель, мідь і залізо в певному співвідношенні, прокатують на першій стадії в області температур на (200...420)°С вище Аг3 із швидкістю (2...5)м/с і загальним ступенем деформації (60...90)%, потім після охолоджування з швидкістю (2...10)°С/С на другій стадії в області температур вище Аг3 на (10...150)°С прокатують із швидкістю (2,5...8,0)м/с із загальним ступенем деформації (60...75)% і окремими обтискуванням (5...18)%. При цьому сталь може додатково містити титан і/або ніобій, і/або ванадій, і/або молібден, і/або кальцій, і/або РЗМ у певних співвідношеннях, а охолоджування після завершення деформації проводять з швидкістю (5...15)°С до температури (550...650)°С, а потім з швидкістю (1..3)°С/с. Крім того, можна виконувати охолоджування в інтервалі температур (500...100)°С з швидкістю (0,001...0,50)°С/с. Основними недоліками відомих способіваналогів є недостатньо високі показники пластичності, ударної в'язкості при низьких температурах, опору крихкому руйнуванню. У основу корисної моделі поставлена задача розробити спосіб, що дозволить підвищити комплекс механічних властивостей прокату відповідального призначення, особливо показників пластичності, ударної в'язкості при низьких температурах і опору крихкому руйнуванню до рівня не нижче, ніж після додаткової термічної обробки шляхом нормалізації. Поставлена задача досягається тим, що у способі виробництва прокату методом нормалізуючої прокатки, що включає аустенізацію безперервнолитої заготовки, яка містить вуглець, марганець, кремній, алюміній, сірку, фосфор, хром, нікель, мідь і залізо, багатостадійну прокатку заготовки у реверсивному режимі при температурах аустенітної області і остаточне охолоджування отриманого прокату, відповідно до корисної моделі, безперервнолиту заготовки із сталі, що містить, мас. %: вуглець -0,03...0,30; марганець - 0,3...2,2; кремній - 0,1...1,0; алюміній - 0,01...0,06; сірка 0,0005...0,0400; фосфор - 0,005...0,030; хром 0,01...1,50; нікель -0,01...2,20; мідь - 0,01...1,20; азот - 0,002...0,012; водень - 0,0001...0,0008; залізо решта, при виконанні співвідношення Мn/С=(3...25), нагрівають під прокатку до температур АC3+(220...350)°С, прокатку безперервнолитої заготовки на першій стадії проводять в області температур на (200...350)°С вище АC3 і із загальним ступенем деформації (30...80)%, потім на другій стадії в області температур на (80...200)°С вище АC3 із загальним ступенем деформації (20...50)% і далі на третій стадії в області температур на (20...80)°С вище Аг3 із загальним ступенем деформації (40...75)%, після чого здійснюють остаточне охолоджування отриманого прокату, причому окремі обтискування при прокатці на першій і другій стадіях складають (10...18)%, а при прокатці на третій стадії (1...15)%. 56651 4 При цьому сталь може додатково містити ніобій в кількості (0,01...0,10) мас.% і/або ванадій в кількості (0,01...0,15) мас.%, і/або титан в кількості (0,005...0,30) мас.%, і/або кальцій в кількості (0,0005...0,0100) мас. %, при співвідношенні (Nb+V+Ti)=0,008...0,160. Крім того, листи після завершення прокатки можуть охолоджувати до температури (650...350)°С з швидкістю (0,5...5,0)°С/с, далі до температури (150...100)°С охолоджувати з швидкістю (0,5...20)°С/год., після чого охолоджувати з швидкістю (0,01...1,5)°С/с до температури навколишнього середовища. Першу стадію прокатки здійснюють при температурах вище АC3 на (200...350) °С, а другу стадію - при температурах вище АC3 на (80...200)°С з метою подрібнення зерна аустеніту, що утворюється в результаті статичної рекристалізації після обтискань з сумарним ступенем деформації (20...50)%. Остаточну деформацію проводять в області відсутності рекристалізації при температурах Аг3+(20...80)°С, що необхідно для отримання дисперсної мікроструктури готового прокату, яка формується в результаті подальшого -перетворення при температурах нижче критичної точки Аг3. Використання пропонованих режимів прокатки у сукупності із заявленим хімічним складом сталі дозволяє досягти технічного результату - підвищити комплекс механічних властивостей прокату. При цьому додаткове застосування багатостадійного охолоджування отриманого прокату дозволить забезпечити видалення дифузійнорухомого водню і, за рахунок цього, додатково підвищити пластичність готових листів. Приклад реалізації способу. Дослідно-промислове випробування здійснювалося в умовах ВАТ «МК «Азовсталь». Сталь була виплавлена в 350-тонному конвертері і після позапічної обробки розлита на МБЛЗ. Сталь мала наступний хімічний склад, мас.%: вуглець - 0,15; марганець - 1,45; кремній - 0,35; алюміній - 0,029; сірка - 0,01; фосфор - 0,015; хром - 0,015; нікель 0,01; мідь - 0,01; азот - 0,006; водень - 0,0004; титан - 0,008; ванадій - 0,04; ніобій - 0,015; кальцій 0,0006; залізо - решта, співвідношення Мn/С=9,7, (Nb+V+Ti)=0,063. Після розливання на МБЛЗ і різання безперевнолитих зливків на сляби здійснювали їх охолоджування від 850°С до 100°С з середньою швидкістю близько 15,6°С/год. впродовж 48год. Нагрівання слябів під прокатку проводили в методичних нагрівальних печах при температурі 1190°С, далі прокатували на двоклітьовому реверсивному стані 3600. Першу стадію прокатки проводили при температурі 1160...1180°С з окремими обтисканнями за прохід 12... 16%. Після охолоджування підкату до 1050°С виконували другу стадію прокатки з окремими обтисканнями 12...15% із закінченням деформації на останньому проході при 980°С. Підкат перед деформацією на третій стадії охолоджували до температури 900°С, після чого прокатували з приватними обтисканнями 8...15%. На останньому проході деформація рівня 5 56651 лася 1,2%. Температура закінчення прокатки складала 840°С. Листи охолоджували на спокійному повітрі до температури цеху із швидкістю 0,5...1,5°С/с. Випробування механічних властивостей проводили на поперечних зразках. Механічні властивості на розтягування визначали на плоских п'ятикратних зразках, на ударну в'язкість - на зразках Шарпі при температурі -20°С. Холодостійкість сталі визначали за результатами серійних випробувань зразків Шарпі при температурах від +20°С до -60°С. 6 У таблиці представлені показники механічних властивостей, отримані в результаті здійснення пропонованого способу, порівняно із способоманалогом (двостадійна прокатка) і прокаткою з подальшою нормалізацією. Результати випробування показали, що пропонований спосіб виробництва прокату методом нормалізуючої прокатки дозволяє підвищити показники ударної в'язкості при негативних температурах на 20% і холодостійкість металу на 10% при збереженні високої міцності і в'язкості в зоні термічного впливу. Таблиця Показник Тимчасовий опір, Н/мм Границя плинності, Н/мм2 Відносне подовження, % Ударна в'язкість, KCV-40, Дж/см2 За пропонованим способом тристадійної прокатки 510-600 460-520 28-30 Після двостадійної прокатки 540-580 420-490 26-28 120-185 75-120 Комп’ютерна верстка М. Ломалова Підписне Після нормалізації 492-520 350-380 23-28 34-56 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolled metal production by normalizing rolling
Автори англійськоюLivshyts Dmitrii Arnoldovich, Tretiakov Oleksandr Borysovych, Shakhpazov Yevhienii Khristoforovich, Matrosov Yurii Ivanovich, Homan Serhii Volodymyrovych, Hanoshenko Ihor Volodymyrovych, Kumurzhy Yevhen Volodymyrovych, Volodarskyi Volodymyr Vasyliovych, Kurpe Oleksandr Hennadiiovych, Koifman Oleksandr Anatoliiovych, Chuban Andrii Mykhailovych
Назва патенту російськоюСпособ производства проката методом нормализующей прокатки
Автори російськоюЛившиц Дмитрий Арнольдович, Третьяков Александр Борисович, Шахпазов Евгений Христофорович, Матросов Юрий Иванович, Гоман Сергей Владимирович, Ганошенко Игорь Владимирович, Кумуржи Евгений Владимирович, Володарский Владимир Васильевич, Курпе Александр Геннадьевич, Койфман Александр Анатольевич, Чубань Андрей Михайлович
МПК / Мітки
МПК: C21D 8/00, B21B 1/22, C22C 38/00
Мітки: спосіб, методом, нормалізуючої, прокатки, виробництва, прокату
Код посилання
<a href="https://ua.patents.su/3-56651-sposib-virobnictva-prokatu-metodom-normalizuyucho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату методом нормалізуючої прокатки</a>
Спосіб виробництва прокату методом багатостадійної контрольованої прокатки
Номер патенту: 54343
Опубліковано: 10.11.2010
Автори: Кумуржи Євген Володимирович, Трет'яков Олександр Борисович, Шахпазов Євгєній Хрістофоровіч, Койфман Олександр Анатолійович, Матросов Юрій Івановіч, Ганошенко Ігор Володимирович, Гоман Сергій Володимирович, Володарський Володимир Васильович, Багмет Олег Олександрович, Лівшиц Дмітрій Арнольдовіч, Курпе Олександр Геннадійович
МПК: C22C 38/00, C21D 1/00, B21B 1/22
Мітки: прокату, багатостадійної, прокатки, спосіб, методом, виробництва, контрольованої
Формула / Реферат:
1. Спосіб виробництва прокату методом багатостадійної контрольованої прокатки, що включає нагрівання безперервнолитої заготовки під прокатку, прокатку на реверсивному стані, яка включає попередню прокатку і остаточну прокатку, і охолодження прокату, який відрізняється тим, що прокат виробляють із сталі такого хімічного складу, мас. %: вуглець 0,03÷0,16 марганець ...
Спосіб виробництва прокату методом нормалізаційної прокатки
Номер патенту: 43370
Опубліковано: 17.12.2001
Автори: Володарський Володимир Васильович, Харчевніков Валерій Павлович, Матросов Юрій Івановіч, Тихонюк Леонід Сергійович, Булянда Олексндр Олексійович, Чанаях Михайло Іванович, Курдюков Анатолій Андрійович, Носоченко Олег Василійович, Бітков Володимир Миколайович, Гоцуляк Анатолій Олександрович, Сагіров Іван Васильович, Ремпель Олександр Генріхович, Морозов Юрій Дімітровіч
Мітки: прокату, нормалізаційної, методом, спосіб, прокатки, виробництва
Формула / Реферат:
1. Способ производства проката методом нормализационной прокатки, включающий нагрев заготовки до температуры (1150...1270)°С, деформацию в аустенитной области в две стадии и охлаждение, отличающийся тем, что сталь, содержащую (% по массе): углерод 0,05...0,40 марганец 0,30...2,00 кремний 0,10...1,50 алюминий ...
Спосіб виробництва прокату методом багатостадійної термодифузної обробки
Номер патенту: 54506
Опубліковано: 10.11.2010
Автори: Гоман Сергій Володимирович, Матросов Юрій Івановіч, Койфман Олександр Анатолійович, Трет'яков Олександр Борисович, Ганошенко Ігор Володимирович, Кумуржи Євген Володимирович, Лівшиц Дмітрій Арнольдовіч, Володарський Володимир Васильович, Курпе Олександр Геннадійович, Очеретін Віктор Миколайович, Шахпазов Євгєній Хрістофоровіч
Мітки: обробки, термодифузної, методом, прокату, виробництва, спосіб, багатостадійної
Формула / Реферат:
1. Спосіб виробництва прокату методом багатостадійної термодифузної обробки, що включає безперервне розливання сталі, нагрівання безперервнолитих слябів під прокатку, прокатку на реверсивному стані і подальше багатостадійне охолоджування отриманого прокату, який відрізняється тим, що прокат виробляють із сталі наступного хімічного складу, мас. %: вуглець 0,04÷0,70 марганець ...
Спосіб виробництва прокату методом багатостадійної термодифузної обробки
Номер патенту: 54507
Опубліковано: 10.11.2010
Автори: Трет'яков Олександр Борисович, Володарський Володимир Васильович, Лівшиц Дмітрій Арнольдовіч, Очеретін Віктор Миколайович, Шахпазов Євгєній Хрістофоровіч, Ганошенко Ігор Володимирович, Койфман Олександр Анатолійович, Матросов Юрій Івановіч, Курпе Олександр Геннадійович, Кумуржи Євген Володимирович, Гоман Сергій Володимирович
Мітки: прокату, спосіб, термодифузної, виробництва, методом, обробки, багатостадійної
Формула / Реферат:
1. Спосіб виробництва прокату методом багатостадійної термодифузної обробки, що включає безперервне розливання сталі, нагрівання безперервнолитих слябів під прокатку, прокатку на реверсивному стані і подальше багатостадійне охолоджування отриманого прокату, який відрізняється тим, що прокат виробляють із сталі наступного хімічного складу, мас. %: вуглець 0,04¸0,70 марганець ...
Спосіб виробництва прокату
Номер патенту: 78964
Опубліковано: 25.04.2007
Автори: Білий Олексій Петрович, Носоченко Олег Васильович, Тихонюк Леонід Сергійович, Матросов Юрій Івановіч, Чанаях Михайло Іванович, Ганошенко Ігор Володимирович, Морозов Юрій Дмітрієвіч, Воробйов Олександр Васильович, Буга Ілля Дмитрович, Фоменко Олександр Олександрович
Мітки: виробництва, спосіб, прокату
Формула / Реферат:
1. Спосіб виробництва прокату, що включає виплавку сталі, безперервне її розливання в сляби, охолодження слябів, їх аустенізацію, попередню і остаточну деформації у реверсивному режимі з проміжним охолодженням між ними і остаточне охолодження одержаного прокату, який відрізняється тим, що виплавляють сталь такого хімічного складу при співвідношенні компонентів (мас. %): C 0,03 – 0,15 Mn...
Попередній патент: Багатоступеневий насос
Наступний патент: Пристрій “джерело” для отримання цілющої води в домашніх умовах
Випадковий патент: Спосіб фумігації продуктів фосфіном