Валок прокатної кліті
Номер патенту: 62725
Опубліковано: 12.09.2011
Автори: Васильєв Олександр Геннадійович, Панченко Вячеслав Станіславович, Кривцов Андрій Іванович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович

Формула / Реферат
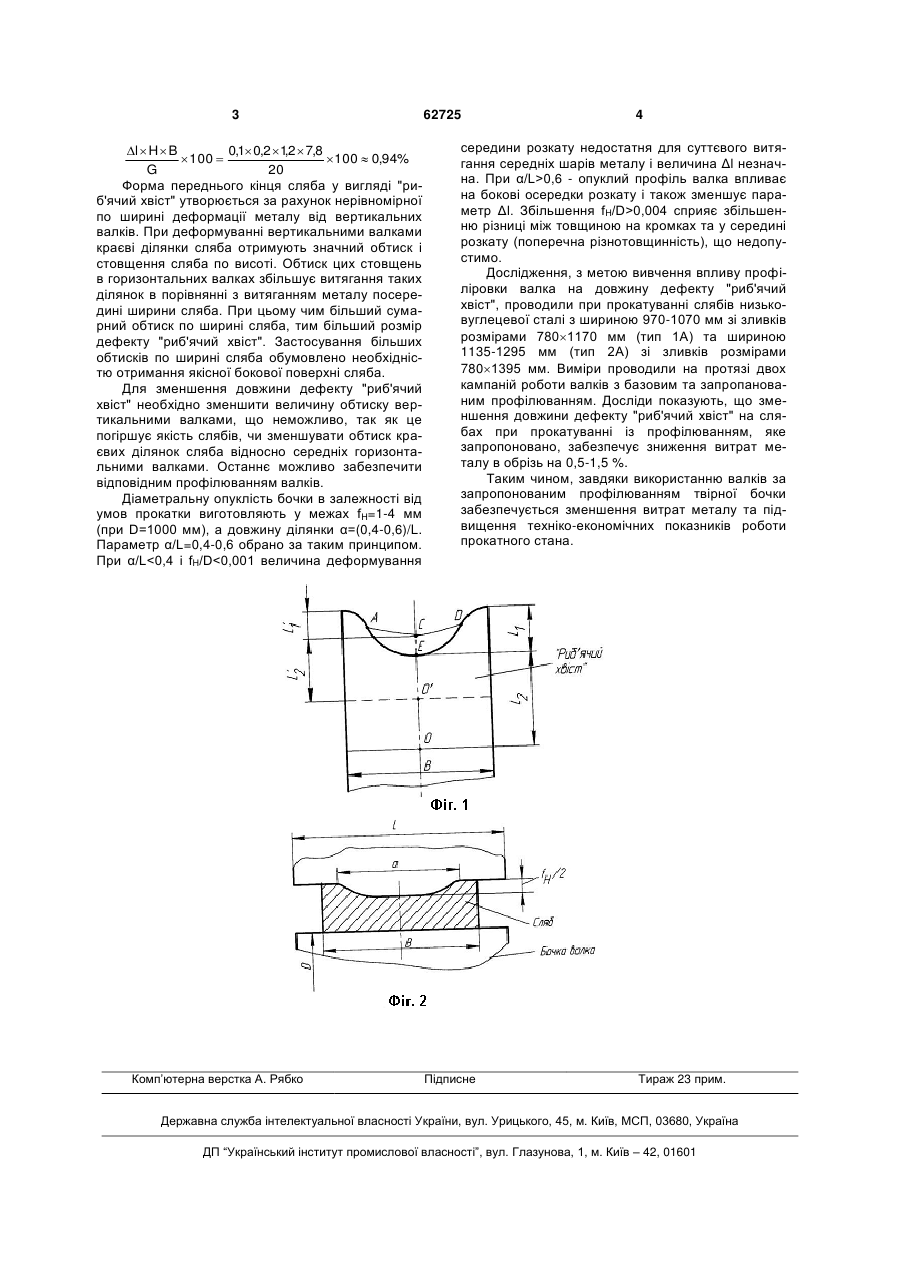
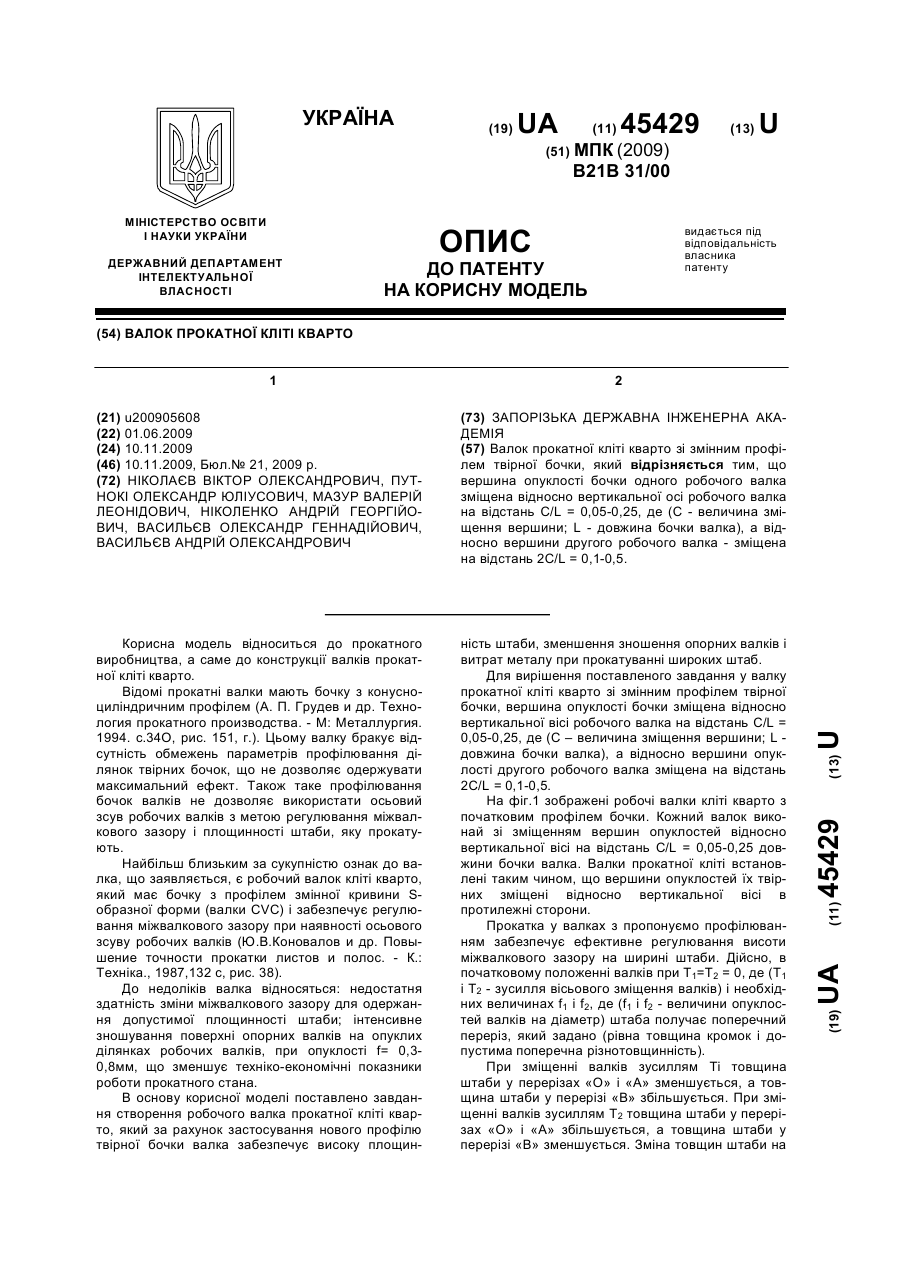
Валок прокатної кліті з конусно-опуклим профілем твірної бочки, який відрізняється тим, що середня ділянка бочки довжиною, рівною α/L = 0,4-0,6 виконана опуклою з параболічною формою, з величиною опуклості fH/D = 0,001-0, 004.
Текст
Валок прокатної кліті з конусно-опуклим профілем твірної бочки, який відрізняється тим, що середня ділянка бочки довжиною, рівною α/L=0,40,6 виконана опуклою з параболічною формою, з величиною опуклості fH/D=0,001-0, 004. (19) (21) u201102054 (22) 21.02.2011 (24) 12.09.2011 (46) 12.09.2011, Бюл.№ 17, 2011 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ПУТНОКІ ОЛЕКСАНДР ЮЛІУСОВИЧ, КРИВЦОВ АНДРІЙ ІВАНОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, ПАНЧЕНКО ВЯЧЕСЛАВ СТАНІСЛАВОВИЧ 3 l H B 0,1 0,2 1 2 7,8 , 100 100 0,94% G 20 Форма переднього кінця сляба у вигляді "риб'ячий хвіст" утворюється за рахунок нерівномірної по ширині деформації металу від вертикальних валків. При деформуванні вертикальними валками краєві ділянки сляба отримують значний обтиск і стовщення сляба по висоті. Обтиск цих стовщень в горизонтальних валках збільшує витягання таких ділянок в порівнянні з витяганням металу посередині ширини сляба. При цьому чим більший сумарний обтиск по ширині сляба, тим більший розмір дефекту "риб'ячий хвіст". Застосування більших обтисків по ширині сляба обумовлено необхідністю отримання якісної бокової поверхні сляба. Для зменшення довжини дефекту "риб'ячий хвіст" необхідно зменшити величину обтиску вертикальними валками, що неможливо, так як це погіршує якість слябів, чи зменшувати обтиск краєвих ділянок сляба відносно середніх горизонтальними валками. Останнє можливо забезпечити відповідним профілюванням валків. Діаметральну опуклість бочки в залежності від умов прокатки виготовляють у межах fH=1-4 мм (при D=1000 мм), а довжину ділянки α=(0,4-0,6)/L. Параметр α/L=0,4-0,6 обрано за таким принципом. При α/L0,004 сприяє збільшенню різниці між товщиною на кромках та у середині розкату (поперечна різнотовщинність), що недопустимо. Дослідження, з метою вивчення впливу профіліровки валка на довжину дефекту "риб'ячий хвіст", проводили при прокатуванні слябів низьковуглецевої сталі з шириною 970-1070 мм зі зливків розмірами 7801170 мм (тип 1А) та шириною 1135-1295 мм (тип 2А) зі зливків розмірами 7801395 мм. Виміри проводили на протязі двох кампаній роботи валків з базовим та запропанованим профілюванням. Досліди показують, що зменшення довжини дефекту "риб'ячий хвіст" на слябах при прокатуванні із профілюванням, яке запропоновано, забезпечує зниження витрат металу в обрізь на 0,5-1,5 %. Таким чином, завдяки використанню валків за запропонованим профілюванням твірної бочки забезпечується зменшення витрат металу та підвищення техніко-економічних показників роботи прокатного стана. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll of rolling mill
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Kryvtsov Andrii Ivanovych, Vasyliev Oleksandr Hennadiiovych, Panchenko Viacheslav Stanislavovych
Назва патенту російськоюВалок прокатной клети
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Кривцов Андрей Иванович, Васильев Александр Геннадьевич, Панченко Вячеслав Станиславович
МПК / Мітки
МПК: B21B 31/02
Мітки: прокатної, кліті, валок
Код посилання
<a href="https://ua.patents.su/2-62725-valok-prokatno-kliti.html" target="_blank" rel="follow" title="База патентів України">Валок прокатної кліті</a>
Валок прокатної кліті кварто
Номер патенту: 45429
Опубліковано: 10.11.2009
Автори: Васильєв Андрій Олександрович, Ніколенко Андрій Георгійович, Путнокі Олександр Юліусович, Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/00
Мітки: кліті, кварто, валок, прокатної
Формула / Реферат:
Валок прокатної кліті кварто зі змінним профілем твірної бочки, який відрізняється тим, що вершина опуклості бочки одного робочого валка зміщена відносно вертикальної осі робочого валка на відстань C/L = 0,05-0,25, де (С - величина зміщення вершини; L - довжина бочки валка), а відносно вершини другого робочого валка - зміщена на відстань 2C/L = 0,1-0,5.
Прокатний стан, валок для прокатної кліті та спосіб оптимізації стратегій зміщення валків залежно від ширини штаби
Номер патенту: 90255
Опубліковано: 26.04.2010
Автори: Хольц Рюдігер, Ріттер Андреас
МПК: B21B 37/28, B21B 13/14, B21B 27/02
Мітки: валок, зміщення, стан, прокатної, валків, спосіб, оптимізації, стратегій, прокатній, кліті, штаби, залежно, ширини
Формула / Реферат:
1. Спосіб оптимізації стратегій зміщення валків в залежності від ширини штаби для використання переваг СVС/СVСplus-технології у процесі орієнтованого за кромками штаби зміщення у чотири- або шестивалкових клітях, що містять відповідно по одній парі робочих валків (10) та опорних валків (12) і додатково пару проміжних валків (11) у шестивалкових клітях, причому щонайменше робочі валки (10) у чотиривалкових клітях, а у шестивалкових клітях...
Спосіб визначення зміни технічного стану зчленування робочий валок-шпиндель лінії головного приводу прокатної кліті
Номер патенту: 87827
Опубліковано: 25.08.2009
Автори: Телюк Денис Вікторович, Мацко Сергій Володимирович, Вереньов Валентин Володимирович, Подобедов Микола Іванович, Путнокі Олександр Юліусович, Єрмоленко Анатолій Олександрович
МПК: G01M 15/00, G01M 7/00
Мітки: валок-шпиндель, кліті, стану, визначення, прокатної, робочий, зміни, лінії, головного, зчленування, технічного, приводу, спосіб
Формула / Реферат:
Спосіб визначення зміни технічного стану зчленування робочий валок - шпиндель головної лінії приводу прокатної кліті, що включає періодичний вимір під час захоплення заготівки валками, принаймні у двох точках, значущого вібропараметра, зв'язаного з технічним станом лінії приводу, і визначення часу запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками, який...
Опорний валок кліті кварто

Номер патенту: 8643
Опубліковано: 15.08.2005
Автори: Богатирьов Леонід Петрович, Шум Валентин Борисович, Петров Володимир Миколайович, Борискін Валентин Валентинович, Олексенко Микола Ілліч
МПК: B21B 27/00
Мітки: валок, кварто, опорний, кліті
Формула / Реферат:
Опорний валок кліті кварто, що складається з бочки з виконаними по її краях на зовнішній поверхні компенсуючими частинами і шийок з обох торців бочки, який відрізняється тим, що компенсуючі частини виконані у вигляді пояса з більш пластичної, щодо тіла валка, марки сталі, які монолітно зв'язані з бочкою зовнішнім діаметром, рівним діаметрові бочки, шириною, обумовленою виразом: bп=0,3-0,5(lб-bcp), і товщиною, обумовленою виразом:...
Валковий вузол прокатної кліті листового стана
Номер патенту: 62724
Опубліковано: 12.09.2011
Автори: Касьян Сергій Васильович, Ніколенко Андрій Георгійович, Руденко Володимир Вікторович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович, Васильєв Олександр Геннадійович
МПК: B21B 27/00
Мітки: прокатної, стана, валковий, кліті, листового, вузол
Формула / Реферат:
Валковий вузол прокатної кліті листового стана, що включає робочі і опорні валки, бочки яких виконані з чергуванням різновисоких і різноспрямованих ділянок, утвореними виступами і западинами, розташованими під кутом 10... 56° до вертикальної осі валків, який відрізняється тим, що западини виконані з глибиною , із кроком западин
Попередній патент: Валковий вузол прокатної кліті листового стана
Наступний патент: Ножі ножиць для поперечного різання штаб (розкатів)
Випадковий патент: Застосування пилоподібної фракції обпаленої перлітової породи як компонента будівельних сумішей