Спосіб адаптивного управління
Номер патенту: 63466
Опубліковано: 10.10.2011
Автори: Стеценко Олексій Сергійович, Пестунов Володимир Михайлович
Формула / Реферат
Спосіб адаптивного управління, що включає контроль навантаження і за результатами здійснення регулювання подачі, який відрізняється тим, що навантаження виконавчого органу приводу подачі при заданих режимах обробки знижують до оптимального по точності рівня і на цьому рівні стабілізують, причому зниження навантаження здійснюють шляхом розділення потоку потужності кінематичного ланцюга подачі, для цього частину потужності передають з кінематичного ланцюга головного руху, а співвідношення потужностей приймають з таким розрахунком, щоб зберігалася визначеність базування виконавчого органу на напрямних, яка визначається співвідношенням моментів:
М1 > Мт,
де М1 - момент рушійної сили відносно можливої точки повороту виконавчого органу на напрямних,
Мт - момент технологічного навантаження відносно тієї ж точки можливого повороту виконавчого органу.
Текст
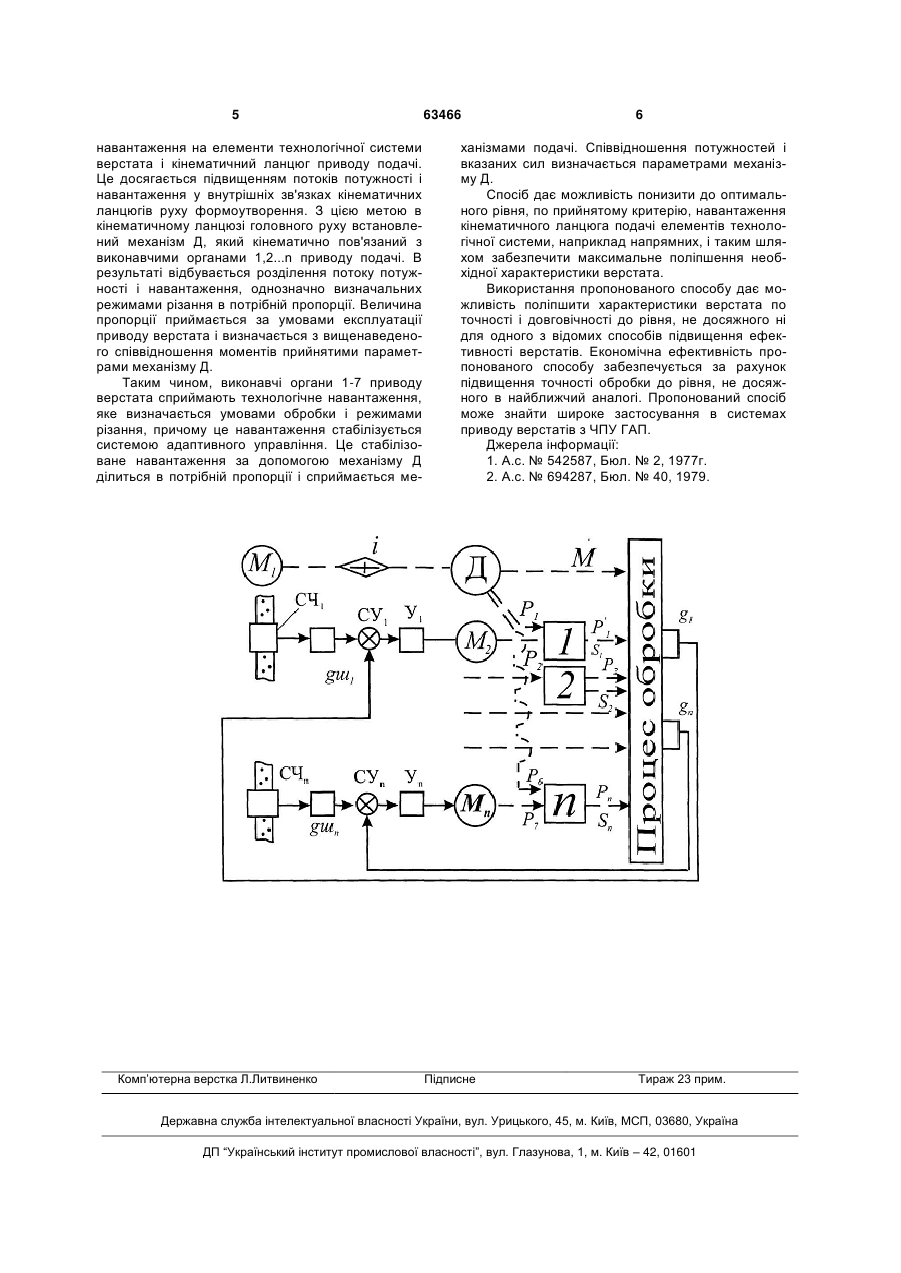
Спосіб адаптивного управління, що включає контроль навантаження і за результатами здійснення регулювання подачі, який відрізняється тим, що навантаження виконавчого органу приводу подачі при заданих режимах обробки знижують до оптимального по точності рівня і на цьому рівні стабілізують, причому зниження навантаження 3 63466 складно виконати. Рішення цієї задачі можливе на основні зміни потоку потужності в приводі, яке знижує навантаження напрямних і створює сприятливі умови експлуатації напрямних, але це так тільки для тих систем і приводів, де технологічне навантаження стабільне і мало змінюється у зв'язку із зміною припуска і механічних властивостей оброблюваного матеріалу. А оскільки таких випадків небагато, а технологічне навантаження через вказані причини змінюється в порівняно великому діапазоні (за даними школи Б.С.Балакшина до 60% від номінала), то використання системи зміни потоку потужності в таких випадках стає не ефективним, оскільки навантаження напрямних і інших виконавчих органів верстата можна понизити не більше, ніж на 40%, тому що інакше втрачається визначеність базування виконавчого органа приводу (наприклад, пінолі), і це відображається на точності обробки. З іншого боку, відомі адаптивні системи автономні і в будь-якому іншому поєднанні також не вирішують задач зниження навантаження в напрямних, що веде до зниження довговічності і точністної надійності. Технічна суть пропозиції полягає в тому, що навантаження виконавчого органа знижують до оптимального по точності рівня і на цьому рівні стабілізують, зниження навантаження здійснюють шляхом розділення потоку потужності кінематичного ланцюга подачі, а велику частину потужності передають по кінематичному ланцюгу головного руху, причому мінімальну частину потужності приймають з таким розрахунком, щоб зберігалася визначеність базування виконавчого органа на напрямних, яка визначається співвідношенням моментів М1>Мт де М1 - момент рушійної сили відносно можливої точки повороту виконавчого органа на напрямних, Мт - момент складової технологічного навантаження відносно тієї ж точки можливого повороту виконавчого органа. Запропоноване поєднання дає невідомий науці і техніці якісно новий результат. Він не може бути одержаний інакше, як в пропонованому поєднанні і полягає в тому, що навантаження напрямних і інших виконавчих органів верстата при заданих режимах різання можна понизити практично до нуля, і це зниження відбудеться без втрати базування виконавчого органа приводу верстата при дотриманні вище приведеного співвідношення моментів. Розглядаючи з цих позицій пропозицію, необхідно відзначити, що в загальному випадку залежність сил різання від подачі може бути виражена Р(М)=(S) (1) де Р і М - сила і момент різання, S - подача. У окремому випадку при свердлінні залежність (1) може бути записана так Р = СQ D S zp p (2), де Р - осьова сила різання, D - діаметр свердління, СQ - коефіцієнт, zQ і Q - показники степені. 4 Використання систем адаптивного управління доцільно в тих випадках, коли зміна припуска і механічних властивостей оброблюваного матеріалу змінює силу різання і її складові, і ця зміна робить істотний вплив на деформацію технологічної системи верстата. Звідси витікає, що для стабілізації сили різання і її складових необхідне управління подачею в певному діапазоні, причому із збільшення величини розкиду сили різання збільшується і діапазон зміни подачі. Це вступає в суперечність з технологією і якістю обробки. Для отримання лабільної якості подачу треба мати постійною для стабілізації навантаження і деформації системи верстата її треба істотно змінити. Як випливає з формули (2), подача визначається S=Q P CpD z p При зміні складової сили різання Р, в діапазоні D=2, оскільки Q 0,9, діапазон зміни подачі буде 1,85. Зміна подачі в такому діапазоні з метою стабілізації пружної деформації системи верстата не може не здійснити негативного впливу на якість обробки і умови експлуатації верстата. Це обмежує область можливого використання системи адаптивного управління. У пропонованому способі сила Р2, що навантажує привід подачі, визначається як Р2=Рк де к - коефіцієнт перерозподілу навантаження, який може змінюватись в діапозоні від 1 до скільки завгодно малої величини. Звідси слідує, що для стабілізації сили Р2 - подача можна змінюватись в діапозоні від 1 до скільки завгодно малої велечини. Істотні відмінності пропонованої системи полягають в придбанні нових властивостей в результаті функціональної взаємодії двох систем. Ці властивості полягають в тому, що підвищується якість регулювання і розширюються технологічні можливості системи адаптивного управління. Вона може забезпечити регулювання в порівняно великому діапазоні зміни навантаження з меншими наслідками. На кресленні зображена система адаптивного управління верстатних систем. Спосіб здійснюється таким чином. Процес обробки відбувається відповідно до заданих режимів. В ході здійснення процесу обробки система адаптивного управління яка вмикає датчик І навантаження g1, gn, порівнювальні СУ1 і СУn і зчитувальні СЧ1 і СЧn пристрої, виконавчий пристрій У1 і Уn здійснює регулювання швидкості руху подачі і тим самим стабілізує навантаження елементів технологічної системи і кінематичних ланцюгів. Проте вказана система не вирішує задач зниження до оптимального рівня по прийнятому критерію навантаження кінематичних ланцюгів, що істотно впливає на основні характеристики верстата. Рішення проблеми подальшого підвищення точності і довговічності здійснюється зниженням 5 навантаження на елементи технологічної системи верстата і кінематичний ланцюг приводу подачі. Це досягається підвищенням потоків потужності і навантаження у внутрішніх зв'язках кінематичних ланцюгів руху формоутворення. З цією метою в кінематичному ланцюзі головного руху встановлений механізм Д, який кінематично пов'язаний з виконавчими органами 1,2...n приводу подачі. В результаті відбувається розділення потоку потужності і навантаження, однозначно визначальних режимами різання в потрібній пропорції. Величина пропорції приймається за умовами експлуатації приводу верстата і визначається з вищенаведеного співвідношення моментів прийнятими параметрами механізму Д. Таким чином, виконавчі органи 1-7 приводу верстата сприймають технологічне навантаження, яке визначається умовами обробки і режимами різання, причому це навантаження стабілізується системою адаптивного управління. Це стабілізоване навантаження за допомогою механізму Д ділиться в потрібній пропорції і сприймається ме Комп’ютерна верстка Л.Литвиненко 63466 6 ханізмами подачі. Співвідношення потужностей і вказаних сил визначається параметрами механізму Д. Спосіб дає можливість понизити до оптимального рівня, по прийнятому критерію, навантаження кінематичного ланцюга подачі елементів технологічної системи, наприклад напрямних, і таким шляхом забезпечити максимальне поліпшення необхідної характеристики верстата. Використання пропонованого способу дає можливість поліпшити характеристики верстата по точності і довговічності до рівня, не досяжного ні для одного з відомих способів підвищення ефективності верстатів. Економічна ефективність пропонованого способу забезпечується за рахунок підвищення точності обробки до рівня, не досяжного в найближчий аналогі. Пропонований спосіб може знайти широке застосування в системах приводу верстатів з ЧПУ ГАП. Джерела інформації: 1. А.c. № 542587, Бюл. № 2, 1977г. 2. А.с. № 694287, Бюл. № 40, 1979. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adaptive control
Автори англійськоюPestunov Volodymyr Mykhailovych, Stetsenko Oleksii Serhiiovych
Назва патенту російськоюСпособ адаптивного управления
Автори російськоюПестунов Владимир Михайлович, Стеценко Алексей Сергеевич
МПК / Мітки
МПК: B23Q 5/00
Мітки: спосіб, управління, адаптивного
Код посилання
<a href="https://ua.patents.su/3-63466-sposib-adaptivnogo-upravlinnya.html" target="_blank" rel="follow" title="База патентів України">Спосіб адаптивного управління</a>
Спосіб адаптивного управління динамічним об’єктом в системах термінального управління
Номер патенту: 51941
Опубліковано: 10.08.2010
Автори: Мельник Олександр Дмитрович, Кучеров Дмитро Павлович, Копилова Зінаїда Миколаївна, Іванов Борис Павлович
МПК: G05B 11/00, G05B 13/00
Мітки: динамічним, адаптивного, спосіб, системах, управління, об'єктом, термінального
Формула / Реферат:
Спосіб адаптивного управління динамічним об'єктом в системах термінального управління, за яким в системі керування встановлюють вхідні дані, що включають бажану похибку відпрацювання завдання об'єктом керування, вхідні дані про кінцевий та початковий стан об'єкта керування, початкові значення вагових коефіцієнтів контролера, значення початкового керування в системі термінального управління, та в процесі руху вимірюють координати об'єкта...
Спосіб адаптивного управління процесом дистиляції у виробництві соди
Номер патенту: 48356
Опубліковано: 15.08.2002
Автори: Шкіндер Ігор Володимирович, Левченко Віктор Дорофейович, Зуєв Сергій Михайлович, Золотухін Олег Борисович, Беляк Петро Ілліч, Лесько В'ячеслав Антонович
МПК: C01D 7/18, G05D 27/00
Мітки: соди, управління, виробництві, спосіб, процесом, адаптивного, дистиляції
Формула / Реферат:
1. Спосіб адаптивного управління процесом дистиляції у виробництві соди шляхом подачі двох потоків вапна в змішувач і дистилер зі зміною подачі вапна в змішувач і дистилер по величині рН рідини змішувача і корегуванням подачі вапна в дистилер по концентрації СаО в рідині дистилера, який відрізняється тим, що подачу вапна в змішувач корегують у залежності від зміни тиску парогазового середовища у верхній частині дистилера.2. Спосіб по...
Пристрій для адаптивного керування процесом металообробки
Номер патенту: 35845
Опубліковано: 16.04.2001
Автор: Коцюбинський Віктор Семенович
МПК: G05B 13/02
Мітки: пристрій, металообробки, процесом, керування, адаптивного
Формула / Реферат:
Пристрій для адаптивного керування процесом металообробки, до складу якого входить блок завдання, вихід якого з'єднаний з першим входом суматора , вихід суматора з'єднаний зі входом електроприводу подачі, підключеного виходом зі входом датчика швидкості подачі, і зі входом редуктора приводу подачі, вихід редуктора з'єднаний із верстатом, який містить електродвигун приводе шпинделя верстати, який містить датчик потужності, вихід якого...
Спосіб адаптивного наведення антен ртс наземного автоматизованого комплексу управління космічними апаратами
Номер патенту: 52900
Опубліковано: 10.09.2010
Автори: Ломоносов Сергій Євгенійович, Пашков Дмитро Павлович, Домнін Сергій Володимирович, Рачинський Олександр Петрович
МПК: B64G 3/00
Мітки: ртс, адаптивного, спосіб, автоматизованого, комплексу, наземного, антен, наведення, космічними, апаратами, управління
Формула / Реферат:
Спосіб адаптивного наведення антен РТС наземного автоматизованого комплексу управління космічними апаратами, який полягає в використанні механізму адаптації по частоті при переході від режиму "виявлення" і "захоплення" до режиму "супроводження" КА по рівню вхідного сигналу, який відрізняється тим, що використовують двохетапну схему наведення з переключенням приймачів слідкуючої системи антени з широкої смуги...
Спосіб автоматичного управління пружними переміщеннями напрямних верстата
Номер патенту: 63465
Опубліковано: 10.10.2011
Автори: Стеценко Олексій Сергійович, Пестунов Володимир Михайлович
МПК: B23Q 1/00
Мітки: пружними, переміщеннями, верстата, управління, спосіб, напрямних, автоматичного
Формула / Реферат:
Спосіб автоматичного управління пружними переміщеннями напрямних верстата, при якому відносне положення напрямних технологічної системи верстата стабілізують шляхом додаткового навантаження вказаних напрямних, який відрізняється тим, що для підвищення точності, додаткове навантаження проводять в напрямі, що співпадає з напрямом дії технологічного навантаження, причому автоматично управляють навантаженням так, щоб сумарна деформація від...
Попередній патент: Спосіб автоматичного управління пружними переміщеннями напрямних верстата
Наступний патент: Спосіб контролю забрудненості поверхні ізоляторів під робочою напругою та замикань фази на землю
Випадковий патент: Протизсувний дренажний елемент бетонного протифільтраційного облицювання зрошувального каналу