Спосіб безконтактного виміру температури нагрівання ріжучих крайок свердла при свердлінні отвору
Номер патенту: 66081
Опубліковано: 26.12.2011
Автори: Якубов Чінгіз Февзійович, Абдулгазіс Умер Абдуллайович, Якубов Февзі, Абдулгазіс Ділявер Умерович, Шрон Леонід Борисович

Формула / Реферат
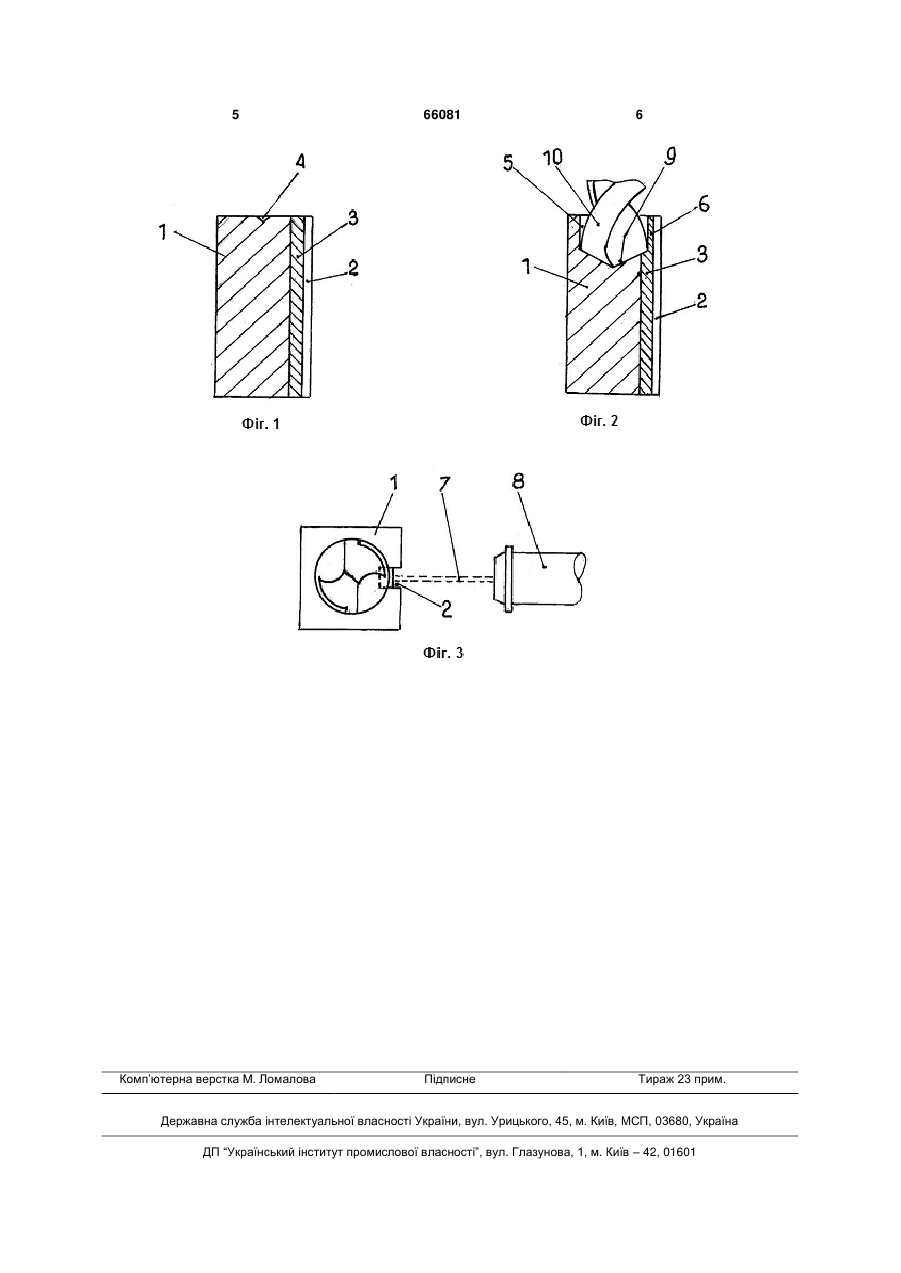
Спосіб безконтактного виміру температури ріжучих крайок свердла при свердлінні отвору, що включає направлення на оброблювану деталь променя інфрачервоного пірометра й зчитування його відбитого сигналу, перетвореного в значення температури, на дисплеї пірометра або комп'ютера, який відрізняється тим, що перед свердлінням отвору, на поверхні деталі в поздовжній площині його осі, прорізають паз, на дно якого по щільній посадці закріплюють смужку металу або частково його глибину заповнюють розплавом металу високої теплопровідності, наприклад міді або олова, отвір у деталі свердлять одночасно з поміщеним у паз металом із залишенням стінки, що знімає температуру, на яку направляють промінь інфрачервоного пірометра для знімання через неї температури нагрівання ріжучих крайок свердла.
Текст
Спосіб безконтактного виміру температури ріжучих крайок свердла при свердлінні отвору, що включає направлення на оброблювану деталь 3 прийнятий нами як прототип, а його загальними ознаками з технічним рішенням, що заявляється, є спосіб безконтактного виміру температури ріжучих крайок свердла при свердлінні отвору, який включає направлення на оброблювану деталь променя інфрачервоного пірометра й зчитування його відбитого сигналу, перетвореного в значення температури, на дисплеї пірометра або комп'ютера. Недолік відомого способу полягає в тому, що світловий промінь інфрачервоного пірометра, який направляється на зовнішню поверхню оброблюваної деталі, знімає температуру зі значним зменшенням дійсної температури на ріжучих крайках свердла. Для дослідження температурного процесу свердління цей недолік є істотним. Він неприйнятний для дослідницьких і виробничих цілей, тому що не дозволяє обґрунтовано підбирати марки інструментальної сталі при виготовленні свердлів для обробки різних металів, технологічних параметрів свердління й виду охолодної рідини. Технічна задача корисної моделі - розробка способу безконтактного виміру температури шляхом найбільшого наближення засобу відбору температури до ріжучих крайок свердла при свердлінні в деталях глухих отворів. Технічний результат - підвищення точності виміру температури нагрівання ріжучих крайок свердла й спрощення дослідження процесів наростання температури по глибині свердління. Технічна задача й результат вирішуються тим, що спосіб безконтактного виміру температури ріжучих крайок свердла при свердлінні отвору включає направлення на оброблювану деталь променя інфрачервоного пірометра й зчитування його відбитого сигналу, перетвореного в значення температури, на дисплеї пірометра або комп'ютера. Новим є те, що перед свердлінням отвору на поверхні деталі в поздовжній площині його осі, прорізають паз, на дно якого по щільній посадці закріплюють смужку металу або частково його глибину заповнюють розплавом металу високої теплопровідності, наприклад міді або олова, отвір у деталі свердлять одночасно з поміщеним у паз металом із залишенням стінки що знімає температуру, на яку направляють промінь інфрачервоного пірометра для знімання через неї температури ріжучих крайок свердла. Зазначені ознаки необхідні й достатні для здійснення способу й досягнення технічного результату. Причинно-наслідковий зв'язок нових ознак і досягнення технічного результату полягає в наступному. Виконання перед свердлінням отвору на поверхні деталі в поздовжній площині його осі паза, на 66081 4 дно якого по щільній посадці закріплюють смужку металу або частково його глибину заповнюють розплавом металу високої теплопровідності, наприклад міді або олова, й свердління отвору в деталі одночасно з поміщеним у паз металом із залишенням стінки, що знімає температуру, на яку направляють промінь інфрачервоного пірометра, дозволило з мінімальними втратами знімати через неї температуру ріжучих крайок свердла й за рахунок цього підвищити точність виміру їхньої температури. Спосіб пояснюється кресленнями, де на фіг. 1 показане виконання на деталі поздовжнього паза й поміщення в ньому частково по його глибині металу високої теплопровідності; фіг. 2 - розріз А-А на фіг. 1, показане одночасне свердління деталі й заповненого в пазу металу, з залишенням стінки, що знімає температуру; фіг. 3 - те ж, вид зверху фіг. 2, показано направлення на стінку, що знімає температуру, променя інфрачервоного пірометра. Спосіб здійснюють таким чином. У деталі 1 на її поверхні в поздовжній площині осі свердління прорізають поздовжній паз 2 шириною 3 й глибиною 7 мм. На дно паза 2 по всій його довжині на щільній посадці закріплюють мідну пластинку 3 товщиною 4 мм, або на таку ж глибину заповнюють розплав олова. На деталь 1 наносять керн 4 і свердлять у деталі 1 отвір 5 з одночасним свердлінням пластинки 3 або розплави олова із залишенням у пазу 2 стінки 6, що знімає температуру, товщиною 1,5 мм. Потім у паз 2 на пластинку 3 або розплави олова направляють промінь 7 інфрачервоного пірометра 8. При свердлінні деталі 1 ріжучі крайки 9 свердла 10 нагріваються, утворена теплота передається в метал зазначеної деталі й на термознімну стінку 6, що знімає температуру пластинки 3 або олова. Оскільки пластинка 3 або олово в пазу 2 мають більшу теплопровідність, а обсяг стінки 6 значно менше обсягу деталі 1, яку свердлять, то теплота надходить у неї й знімається променем 7 інфрачервоного пірометра 8 з незначними втратами. У результаті цього підвищується точність виміру температури ріжучих крайок 9 свердла 10 при свердлінні й результатів дослідження теплового процесу свердління. Застосування зазначеного способу дозволяє з достатньої для дослідницьких і практичних цілей точністю одержувати вихідні дані про температурний процес свердління отворів у металі. Отримані дані дозволяють розраховувати конструкції свердл і параметри технологічних процесів для агрегатів автоматичної обробки деталей. 5 Комп’ютерна верстка М. Ломалова 66081 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for contact-less measurement of heating temperature of bit cutting edges at drilling a hole
Автори англійськоюAbdulhazis Diliaver Umerovych, Yakubov Fevzi, Abdulhazis Umer Abdyllaiovych, Yakubov Chinhiz Fevziiovych, Shron Leonid Borysovych
Назва патенту російськоюСпособ бесконтактного измерения температуры нагревания режущих кромок сверла при сверлении отверстия
Автори російськоюАбдулгазис Дилявер Умерович, Якубов Февзи, Абдулгазис Умер Абдуллаевич, Якубов Чингиз Февзиевич, Шрон Леонид Борисович
МПК / Мітки
МПК: G01J 5/08, G01K 13/08
Мітки: отвору, свердла, нагрівання, температури, свердлінні, крайок, виміру, спосіб, ріжучих, безконтактного
Код посилання
<a href="https://ua.patents.su/3-66081-sposib-bezkontaktnogo-vimiru-temperaturi-nagrivannya-rizhuchikh-krajjok-sverdla-pri-sverdlinni-otvoru.html" target="_blank" rel="follow" title="База патентів України">Спосіб безконтактного виміру температури нагрівання ріжучих крайок свердла при свердлінні отвору</a>
Пристрій для виміру температури в зоні обробки виробу, головним чином на ріжучих лезах свердла
Номер патенту: 52847
Опубліковано: 10.09.2010
Автори: Абдулгазіс Ділявер Умерович, Абдулгазіс Умер Абдуллайович
Мітки: обробки, свердла, зони, головним, чином, виміру, температури, пристрій, ріжучих, лезах, виробу
Формула / Реферат:
Пристрій для виміру температури в зоні обробки виробу, головним чином на ріжучих лезах свердла, що містить датчик температури, виконаний у вигляді термопари із з'єднаних одними кінцями дротиків металів, що мають різний опір електричному струму, що контактують із досліджуваним місцем нагрівання, вивідні кінці яких з'єднані з апаратурою, що реєструє, який відрізняється тим, що з'єднані кінці дротиків термопари пропущені через поздовжній канал...
Спосіб безконтактного виміру температури циліндричних провідних немагнітних виробів
Номер патенту: 56800
Опубліковано: 15.05.2003
Автори: Телепнев Андрій Вікторович, Себко Вадим Пантелійович, Горкунов Борис Митрофанович
МПК: G01R 33/12
Мітки: температури, провідних, виміру, спосіб, немагнітних, циліндричних, безконтактного, виробів
Формула / Реферат:
Спосіб безконтактного виміру температури циліндричних провідних немагнітних виробів, що включає збудження у виробі вихрових струмів змінним магнітним полем і полягає в тому, що виріб поміщають у змінне магнітне поле, спрямоване поперечно до виробу, яке збуджує поздовжні вихрові струми, вимірюють внесену електрорушійну силу (е.р.с.) Евн і визначають амплітуду нормованої е.р.с К перетворювача, по якій за допомогою встановленої універсальної...
Система подачі мастильно-охолоджувальної рідини на ріжучі кромки свердла
Номер патенту: 53046
Опубліковано: 27.09.2010
Автори: Абдулгазіс Умер Абдулайович, Шрон Леонід Борисович, Абдулгазіс Ділявер Умерович
МПК: B23Q 11/10
Мітки: ріжучі, рідини, система, мастильно-охолоджувальної, кромки, свердла, подачі
Формула / Реферат:
Система подачі мастильно-охолоджувальної рідини на ріжучі кромки свердла, що містить насадок, з'єднаний із засобом її подачі й з каналом, з'єднаним із зоною розсвердлювання отвору, яка відрізняється тим, що насадок виконаний у вигляді стакана з гумовим ущільнювальним кільцем на його отворі, що закріплений на верстаті з можливістю установки на ньому оброблюваної деталі зі збігом його осі з віссю розсвердлюваного отвору, при цьому гумове...
Система подачі аерозольно-емульсійної суміші на ріжучі крайки свердла
Номер патенту: 56806
Опубліковано: 25.01.2011
Автори: Якубов Чінгіз Февзійович, Якубов Февзі, Абдулгазіс Делявер Умерович, Абдулгазіс Умер Абдуллайович
МПК: B23B 41/00, B23B 51/06
Мітки: ріжучі, крайки, система, свердла, подачі, аерозольно-емульсійної, суміші
Формула / Реферат:
1. Система подачі аерозольно-емульсійної суміші на ріжучі крайки свердла, що містить аерозольний генератор, з'єднаний впускними патрубками з резервуаром подачі охолоджувача і магістраллю подачі стисненого повітря, а випускним патрубком - із внутрішніми каналами свердла, яка відрізняється тим, що оснащена вихровим млином, з'єднаним з бункером подачі кристалогідрату, наприклад кальцинованої соди, і магістраллю подачі стисненого повітря, а...
Спосіб виміру площі стравохідного отвору діафрагми у пацієнтів із грижами стравохідного отвору діафрагми
Номер патенту: 62024
Опубліковано: 10.08.2011
Автори: Михальчевський Валентин Петрович, Нікішаєв Володимир Іванович, Міхальчевський Петро Семенович
МПК: A61B 5/107, A61B 1/273, A61B 17/00
Мітки: діафрагми, спосіб, отвору, виміру, стравохідного, пацієнтів, площі, грижами
Формула / Реферат:
Спосіб виміру площі стравохідного отвору діафрагми у пацієнтів із грижами стравохідного отвору діафрагми, що базується на вимірюванні сагітального (R) та поперечного (s) розмірів стравохідного отвору, який відрізняється тим, що поперечний розмір визначається після розведення ніжок діафрагми шляхом відведення правої ніжки діафрагми за рахунок тракції останньої за допомогою ендоскопічної лінійки вправо, а лівої ніжки - затискачем вліво; після...
Попередній патент: Кисломолочний продукт “молочний ажур” для діабетичного харчування
Наступний патент: Мітчик
Випадковий патент: Свердлильний робочий орган