Установка для зброджування виноградного сусла на меззі
Номер патенту: 69306
Опубліковано: 15.07.2005
Автори: Бобров Олег Георгійович, Виноградов Володимир Олександрович, Садлаєв Олег Османович
Формула / Реферат
Корисна модель належить до галузі виробництва прокату, а саме до виготовлення стрічок із сплавів на основі міді, що використовуються для виготовлення медалей.
Відомий спосіб виготовлення холоднокатаної стрічки із сплавів на основі міді, переважно марки Л68, що включає гарячу прокатку заготівки, холодну прокатку в дві стадії, проміжний і остаточний відпали, при цьому холодну прокатку до проміжного відпалу здійснюють з сумарним відносним обтиском 71-78%, а після проміжного відпалу - з сумарним відносним обтиском 36-46% [SU, № 1616730 A1, кл. В 21 В 3/00, опубл. 30.12.1990 р.].
При реалізації відомого способу не представляється можливим отримати стабільну дрібнозернисту структуру з розміром зерна менше 40мкм і низьку шорсткість поверхні. Це призводить до того, що холоднокатана стрічка, отримана відомим способом, характеризується нестабільними механічними і експлуатаційними властивостями, що несприятливо позначається на обробці карбуванням для нанесення рельєфу на поверхню стрічки при виготовленні медалей.
Найближчим аналогом пропонованої корисної моделі є спосіб виготовлення холоднокатаної стрічки з міді, нікелю або сплавів на основі міді та/або нікелю, що включає плавку металу, розливання в плоскі зливки, нагрів зливків в печі, гарячу прокатку зливка в смугу, холодну прокатку в декілька проходів і циклів, поздовжнє різання в проміжку між циклами, подальшу прокатку стрічок після поздовжнього різання одночасно в декілька ниток, проміжні між циклами і подальший, після холодної прокатки, відпали, змотування стрічки в рулон, при цьому холодну прокатку здійснюють з відносним обтиском від 45% до 13,6% за прохід [RU, № 2052914 С1, кл. В 21 В 1/46, 3/00, опубл. 20.01.1996 р.].
Ознаки відомого способу, що співпадають з суттєвими ознаками заявляємої корисної моделі: плавка металу; відливання зливків; нагрів зливків в печі; гаряча прокатка зливка в смугу; холодна прокатка в декілька проходів і циклів; проміжні відпали між циклами; остаточна холодна прокатка; поздовжнє різання; змотування стрічки в рулон.
Виготовлення холоднокатаної стрічки відомим способом приводить до отримання стрічки, яка має високу шорсткість Ra поверхні, що перевищує 0,63мкм і нестабільні механічні властивості, що обумовлене нестабільною структурою, яка характеризується наявністю дрібних і крупних зерен. У зв'язку з тим, що холодну прокатку ведуть з відносним обтиском від 45% до 13,6% за прохід спостерігається збільшення нестабільності механічних властивостей через падіння пластичності, що вимагає проведення рекристалізаційного відпалу після остаточної холодної прокатки, який не повністю усуває нестабільність структури і відповідно механічних властивостей. Крім того, нерегламентована шорсткість бочки валів, на яких здійснюють холодну прокатку, приводить до зміни шорсткості поверхні валів по мірі їх вироблення, змінюючи зусилля прокатки, що приводить до порушення стабільності процесу і, як наслідок, до отримання стрічки з нестабільними механічними властивостями і високою шорсткістю поверхні, що погіршує обробку карбуванням для нанесення рельєфу на поверхню стрічки при виготовленні медалей.
В основу корисної моделі поставлена задача удосконалення способу виготовлення холоднокатаної стрічки із сплавів на основі міді, в якому за рахунок зміни технологічних параметрів досягається формування стабільної дрібнозернистої структури, що приводить до отримання стрічки, яка характеризується стабільними механічними властивостями і низькою шорсткістю поверхні, забезпечуючи поліпшення обробки карбуванням.
Поставлена задача вирішується тим, що в способі виготовлення холоднокатаної стрічки із сплавів на основі міді, що включає плавку металу, відливання зливків, нагрівання зливків в печі, гарячу прокатку зливка в смугу, холодну прокатку в декілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, поздовжнє різання, змотування стрічки в рулон, згідно корисної моделі, в процесі відливання зливків здійснюють модифікацію металевого розплаву титаном, який подають в кількості 90-120 грамів на тонну металу, а остаточну холодну прокатку ведуть у валках з величиною шорсткості бочки, що не перевищує 0,63мкм з відносним обтиском 3-13% за прохід.
Модифікація металевого розплаву в процесі відливання зливків титаном, який подають в кількості 90-120 грамів на тонну металу приводить до утворення стійких інтерметалідних сполук Сu2Ті, СuТі, СuТі2, які рівномірно розподіляються в об'ємі металевого розплаву, забезпечуючи формування стабільної дрібнозернистої структури, що приводить до отримання стрічки зі стабільними механічними властивостями і низькою шорсткістю поверхні.
Проведення остаточногї холодної прокатки у валках з величиною шорсткості Ra бочки, що не перевищує 0,63мкм і відносним обтиском 3-13% за прохід забезпечують отримання стабільної шорсткості Ra поверхні готових стрічок, що не перевищує 0,63мкм, і збереження задовільної пластичності, що не вимагає подальшого відпалу після остаточної холодної прокатки.
Приклад.
Холоднокатану стрічку товщиною 2,0мм виготовляли таким чином.
Виплавку сплаву на основі міді марки Л68 здійснювали в індукційній печі типу ІЛК-1,6. В піч завантажували шихту: катодну мідь, цинк марки ЦО, оборотні відходи міді M1, оборотні відходи сплаву Л68 і Л70. Плавку металу проводили під покривом деревного вугілля і кріоліту і викачуванням шлаку у міру накопичення.
Розливання металевого розплаву здійснювали в кристалізатор. В процесі відливання зливків металевий розплав модифікували титаном в кількості 100г на тонну металу. Вміст титана в готовому зливку складав 0,005%.
Отримані зливки розміром 180х595х1300мм нагрівали в методичній газовій печі при температурі 850-950°С протягом 2,5 годин і піддавали гарячій прокатці на стані Дуо-800 до розмірів 18,0х630мм.
Фрезеровані смуги розміром 17,0х630мм піддавали холодній прокатці в три цикли: 1-й цикл здійснювали на стані Кварто-400 за 7 проходів до отримання смуги розміром 6,5х630мм, 2-й цикл - на стані Тандем-1000 за 3 проходи до отримання смуги розміром 3,5х630мм, 3-й цикл - на стані Кварто-250 за 2 проходи до отримання смуги розміром 2,29х630мм Після кожного з трьох циклів холодної прокатки здійснювали проміжний відпал в печі УКР-24: відпал після 1-го циклу при температурі 620-660°С протягом 6 годин з температурою видачі з печі 620°С, після 2-го циклу - при температурі 620°С протягом 5 годин, після 3-го циклу - при температурі 620°С протягом 5 годин.
Після травлення отриманих смуг здійснювали остаточну холодну прокатку на стані Кварто-250 у валках з величиною шорсткості Ra бочки, рівної 0,63мкм за один прохід з відносним обтиском 12,7% до отримання смуги розміром 2,0х630мм. Смуги піддавали різанню на стрічки шириною 69мм, отримані стрічки змотували в рулони.
Проводили маталографічні дослідження за визначенням бала зерна структури і випробування на визначення механічних властивостей на розривному пресі холоднокатаної стрічки із сплаву марки Л68, модифікованого титаном, виготовленої за пропонованим способом і стрічки із сплаву марки Л68, виготовленої за відомим способом.
Стрічка, яка отримана пропонованим способом характеризується наступними властивостями: (sв=370-450МПа, d=20-25%, шорсткість поверхні Ra=0,28-0,56мкм, бал зерна = 0,8-1,2.
Стрічка, яка отримана відомим способом характеризується наступними властивостями: sв=280-390МПа, d=42-52%, шорсткість поверхні Ra=0,5-0,75мкм, бал зерна = 1,0-8,0.
Пропонований спосіб виготовлення холоднокатаної стрічки дозволяє отримати стрічку, яка характеризується стабільною дрібнозернистою структурою, стабільними механічними властивостями і низькою шорсткістю поверхні в порівнянні з показниками стрічки, отриманої відомим способом.
Текст
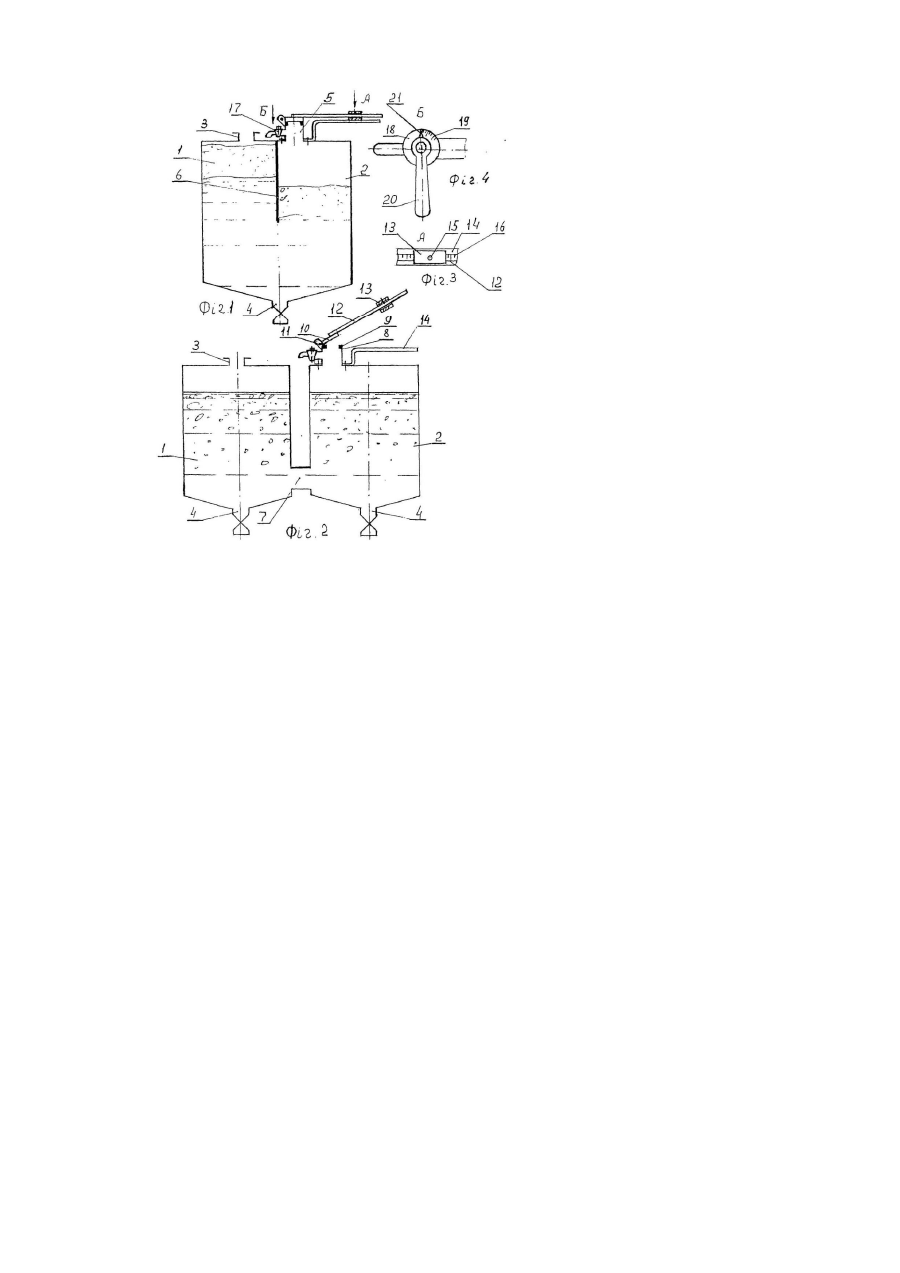
Винахід відноситься до мікровиноробства, а саме до установок для приготування червоних вин у невеликих обсягах. Відомий апарат для приготування червоних вин (ротовиніфікатор), який містить циліндричний резервуар із завантажувальним патрубком, розвантажувальним пристроєм і спіральною лопаткою, що нерухомо закріплено всередині резервуара, що горизонтально встановлено в підшипниках і зв'язано із приводом обертання (Г.Г.Валуйко. Современные способы производства виноградных вин. «Легкая промышленность», М.: 1984. с. 33). Загальні ознаки відомої установки та установки, яка заявляється: бродильна камера (резервуар), завантажувальний і розвантажувальний патрубки. Відомий апарат забезпечує гарне перемішування м'язги, однак він має складну конструкцію й споживає значну кількість електроенергії для перемішування м'язги. За конструктивним виконанням найбільш близькою до винаходу, що заявляється, є установка для зброджування середовищ, які містять цукри, із перетіканням їх під дією тиску газів бродіння з однієї частини установки в іншу, що містить сполучені між собою своїми нижніми частинами бродильні камери з трубами для перетікання, завантажувальний і розвантажувальний патрубки та пристрій комутації для почергового випуску газів бродіння з бродильних камер, що містить у собі розміщений в одній із бродильних камер поплавець із штоком, який оснащено двома упорами, та два встановлених у корпусі клапани, кожний із яких складається із сідла та органа для запирання, закріпленого на втулці, що встановлена з можливістю осьового переміщення на штоку поплавця між упорами та підпружинена щодо одного з них, при цьому кожний із клапанів з'єднано з верхньою частиною відповідної бродильної камери (пат. України № 5729, варіант, зображений на фігурі 1, С 12 G 1/02, 1991). Загальні ознаки відомої установки та установки, яка заявляється: дві сполучені між собою своїми нижніми частинами бродильні камери, завантажувальний і розвантажувальний патрубки та клапан для випуску газів бродіння, що включає в себе корпус, сідло й орган для запирання. Недоліком цієї й інших відомих установок із шапкою м'язги, що плаває та періодично затоплюється суслом, яке піднімається у трубах для перетікання, є повільне просочування сусла крізь шар м'язги в протитечії до пухирців газів бродіння, що піднімаються, які, зазнаючи значного опору, скупчуються всередині шапки, утворюючи великі порожнини, в яких може відбутися скисання м'язги й розвиток хвороботворних бактерій. Просочування сусла крізь шапку м'язги відбувається за шляхом найменшого опору, переважно біля стінок резервуара, тому сусло погано здобуває з твердої частини м'язги барвні, ароматичні та дубильні речовини, що негативно позначається на якості готового продукту. Сильно насичена газами шапка, володіючи великою плавучістю, унеможливлює найбільш просте й недороге розвантаження м'язги за допомогою насоса, що у цій установці після відкачування частини сусла забивається твердою частиною м'язги. В основу винаходу поставлено завдання удосконалити механізм здобування екстрактивних речовин із твердої фази м'язги шляхом швидкого занурення шапки м'язги в сусло в одній бродильній камері, та швидкого пропускання сусла крізь шапку м'язги в напрямку знизу вгору - в іншій камері, що дозволить поліпшити якість готового продукту та полегшить розвантаження м'язги. Для цього в установці зброджування виноградного сусла на меззі, що містить дві сполучені між собою своїми нижніми частинами бродильні камери, завантажувальний і розвантажувальний патрубки й клапан випуску газів бродіння, що включає в себе корпус, сідло й орган для запирання, відповідно до винаходу, одна з бродильних камер через завантажувальний патрубок безпосередньо сполучена з атмосферою, а інша - через клапан випуску газів бродіння, орган для запирання якого шарнірно закріплено на корпусі й обладнано важелем із установленою на ньому магнітним тягаром, що взаємодіє із пластиною з магнітного матеріалу, яка закріплена на корпусі. Крім того, відповідно до винаходу, магнітна вага встановлена на важелі з можливістю поздовжнього переміщення й фіксації, а на важелі нанесені поділки; на корпусі клапана нижче сідла встановлено регулюючий кран із поворотною рукояткою, на корпусі якого закріплена шкала, а на рукоятці - покажчик. Конструкція клапана дозволяє виробити сідло з досить великим прохідним перерізом, забезпечити з боку ваги велике зусилля, що діє на орган для запирання у закритому положенні клапана, та мале - у відкритому. При цьому створюються умови для досягнення досить великого перепаду рівнів м'язги в бродильних камерах і швидкого (протягом 1-2 с) скидання тиску в установці до атмосферного, що призводить до швидкого перетікання м'язги з однієї камери в іншу, зануренню шапки в одній з них і промиванню суслом - в інший, завдяки чому сусло інтенсивно збагачується екстрактивними речовинами твердої частини м'язги. З огляду на велику швидкість взаємодії сусла із шапкою, остання розламується на грудки, що супроводжується руйнуванням у ній великих порожнин, заповнених газом, завдяки чому виключається можливість скисання м'язги й розвитку в ній хвороботворних мікробів. В обох камерах сусло пронизує шапку за всім об'ємом (через швидкоплинність процесу), причому рух сусла спрямований знизу нагору, тобто в ту ж сторону, куди прагнуть рухатися газові пухирці, внаслідок чого в запропонованій установці відбувається більш повне видалення газу із шапки, чим у відомих установках, де згадані субстанції рухаються в протитечії. У результаті руйнування шапки на грудки й видалення з неї газів бродіння тверда фаза м'язги після чергового скидання тиску в установці проникає в середні та нижні шари сусла, збагачуючи його барвними, ароматичними, дубильними й іншими екстрактивними речовинами. Одночасно з цим зменшення здатності м'язги до розшаровування наприкінці бродіння дозволяє відразу ж після останнього скидання тиску в установці й гомогенізації м'язги здійснювати її розвантаження за допомогою насоса, без застосування спеціальних розвантажувальних пристроїв, що знижує собівартість готової продукції. Завдяки тому, що магнітна вага встановлена на важелі з можливістю поздовжнього переміщення й фіксації, а на важелі нанесені поділки, досягається можливість регулювати довжину плеча прикладання сили від ваги до клапана, а значить різницю рівнів м'язги в бродильних камерах. Регулювання убік зменшення цієї різниці рівнів необхідно, наприклад, при зброджуванні м'язги з високими властивостями утворювати піну, перелив якої через завантажувальний патрубок установки міг би призвести до втрат сусла. Установлення на корпусі клапана нижче сідла регулюючого пробкового крана, на корпусі якого закріплена шкала, а на поворотній рукоятці - покажчик, дозволяє регулювати частоту спрацьовування клапана шляхом випускання частини вуглекислого газу з-під клапана наприкінці бродіння, коли процес екстракції практично завершено, а часті перемішування м'язги збагачують сусло суспензіями. На фіг.1 схематично зображена запропонована установка в розрізі; на фіг.2 - варіант установки з двома резервуарами; на фіг.З - вид А на фіг.1, збільшено; на фіг.4 - вид Б на фіг.1, збільшено. Установка складається з двох сполучених між собою своїми нижніми частинами бродильних камері, 2, завантажувального 3 і розвантажувального 4 патрубків і клапана 5 для випуску газів бродіння. Бродильні камери 1, 2 утворені або двома частинами одного резервуара (фіг.1), відгородженими одна від одної вертикальною перегородкою 6, яка закріплена у верхній частині резервуара, або двома резервуарами (фіг.2). Камери 1, 2 сполучуються між собою або через нижній край перегородки 6 (фіг.1), або через короткий горизонтальний відрізок труби 7 (фіг.2), яка має великий діаметр. Завантажувальний патрубок 3 установлено на одній із бродильних камер і постійно сполучає її з атмосферою, а клапан 5 - на іншій. Клапан 5 складається з корпуса 8 (фіг.2) із сідлом 9 і органа для запирання 10, який закріплено на корпусі 8 за допомогою шарніра 11 і обладнано важелем 12 із установленою на ньому магнітною вагою 13, яка взаємодіє у закритому положенні клапана з пластиною 14 із магнітного матеріалу, що консольно закріплена на корпусі 8 паралельно важелеві 12. Магнітна вага 13 установлена на важелі 12 із можливістю поздовжнього переміщення й фіксації за допомогою стопорного гвинта 15 (фіг.3). На важелі 12 нанесені поділки 16. На корпусі клапана 5 нижче сідла 9 установлено регулюючий пробковий кран 17 (фіг.1, 2), на корпусі 18 якого (фіг.4) закріплена шкала 19, а на поворотній рукоятці 20 - покажчик 21. Установка працює таким чином. При відкритому крані 17 в установку через патрубок 3 завантажують м'язгу й дріжджовий розчин до заданого рівня та закривають кран 17. Після того як м'язга забродить, відбувається її розшарування: тверда фаза спливає на поверхню рідкої у вигляді шапки. З камери 1 вуглекислий газ, який виділяється при бродінні, через патрубок 3 видаляється в атмосферу. У камері 2 гази бродіння скупчуються у верхній частині, створюючи надлишковий тиск, під дією якого частина м'язги з камери 2 витісняється в камеру 1 (положення, зображене на фіг.1). При перевищенні в камері 2 тиску, обумовленого положенням ваги 13 на важелі 12, орган для запирання 10 піднімається над сідлом 9, відриваючи магнітну вагу 13 від феромагнітної пластини 14. При цьому сила, що діє на сідло 9 із боку ваги 13, у кілька разів послаблюється (сила взаємодії постійного магніту з феромагнітним тілом у багато разів більше маси магніту), й орган для запирання 10 повністю відкриває клапан 3, випускаючи з камери 2 вуглекислий газ. Прохідний переріз сідла 9 виконано досить великим, щоб тиск газу в камері 2 упав до атмосферного за 1-2 секунди. Одночасно під дією різниці рівнів м'язга в камері 1 швидко опускається, а в камері 2 - піднімається (положення, зображене на фіг.2), і клапан 5 закривається. Через наявність сил тертя шапки об стінки камер, її центральна частина рухається разом із суслом швидше, ніж периферійна. Шапка прогинається й розламується на грудки, переважно біля границь великих порожнин, заповнених газом. Під дією сил інерції шапка в камері 1 занурюється, а в камері 2 пронизується суслом. В обох камерах рух сусла крізь шар шапки спрямовано знизу нагору, завдяки чому з неї видаляється газ, шапка великою мірою втрачає плавучість, розмокає й опускається в середні й нижні зони сусла, збагачуючи його екстрактивними речовинами. Руйнування порожнин, які заповнені газами, у товщі шапки попереджає скисання в них м'язги й розвиток хвороботворних мікробів. У процесі наступного циклу підйому тиску в камері 2 тверда частина м'язги спливає в обох камерах, формуючи нову шапку. У випадку появи в патрубку 3 піни роблять переміщення ваги 13 уздовж важеля 12 на кілька поділок убік клапана 5, зменшуючи тим самим різницю рівнів м'язги в камерах 1, 2, при якій відбувається спрацьовування клапана. Спочатку цикли перемішування м'язги повторюються щогодини, а наприкінці бродіння, коли процес екстракції практично завершено, щоб уникнути збагачення сусла суспензіями, відкривають кран 17 на кілька поділок за шкалою 19. При цьому частина газів постійно випускається з камери 2, і цикли спрацьовування клапана 5 стають рідшими. Після закінченні бродіння розвантаження бродильних камер роблять за допомогою насоса через патрубок 4 відразу ж після скидання тиску в камері 2, поки не почалося розшарування м'язги.
ДивитисяДодаткова інформація
Назва патенту англійськоюA plant for the fermentation of must with pulp
Автори англійськоюSadlaiev Oleh Osmanovych, Vynohradov Volodymyr Oleksandrovych, Bobrov Oleh Heorhiiovych
Назва патенту російськоюУстановка для сбраживания виноградного сусла на мезге
Автори російськоюСадлаев Олег Османович, Виноградов Владимир Александрович, Бобров Олег Георгиевич
МПК / Мітки
МПК: C12G 1/02
Мітки: установка, зброджування, сусла, виноградного, меззі
Код посилання
<a href="https://ua.patents.su/3-69306-ustanovka-dlya-zbrodzhuvannya-vinogradnogo-susla-na-mezzi.html" target="_blank" rel="follow" title="База патентів України">Установка для зброджування виноградного сусла на меззі</a>
Апарат для зброджування сусла на меззі
Номер патенту: 48968
Опубліковано: 16.09.2002
Автор: Садлаєв Олег Османович
МПК: C12G 1/02
Мітки: апарат, зброджування, меззі, сусла
Формула / Реферат:
Апарат для зброджування сусла на меззі, який містить вертикально встановлений циліндричний резервуар з завантажувальним патрубком і розвантажувальним пристроєм і вертикальну перегородку, що встановлена у верхній частині резервуара з утворенням двох камер, з'єднаних з комутуючим пристроєм для почергового випускання з них газів бродіння, який відрізняється тим, що в камерах нахилено закріплені пластини, причому їх нижні краї розташовані за...
Установка для безперервного зброджування сусла
Номер патенту: 39297
Опубліковано: 15.06.2001
Автор: Садлаєв Олег Османович
МПК: C12G 1/02
Мітки: безперервного, сусла, зброджування, установка
Формула / Реферат:
Установка для безперервного зброджування сусла, що містить батарею бродильних резервуарів, з’єднаних між собою трубами перетоку сусла і газовими комунікаціями, установлений на головному резервуарі установки пристрій для періодичного випускання із газових комунікацій газів бродіння та керування насосом, який закачує крізь трубопровід порції свіжого сусла у головний резервуар установки, яка відрізняється тим, що на трубопроводі установлено...
Установка для спиртового зброджування сусла з вуглеводвмісної сировини
Номер патенту: 48785
Опубліковано: 15.08.2002
Автори: Воропай Петро Іванович, Олійнічук Сергій Тимофійович, Кудирко Петро Степанович, Левандовський Леонід Вікторович, Кривчун Олександр Миколайович
МПК: C12P 7/06
Мітки: зброджування, сировини, сусла, вуглеводвмісної, установка, спиртового
Формула / Реферат:
Установка для спиртового зброджування сусла з вуглеводвмісної сировини, що включає дріжджобродильні апарати, оснащені комунікаціями вводу в них сусла і відведення бражки, вертикальні комунікації відведення газів бродіння з кожного апарата в горизонтально розташований газовий колектор та запірну арматуру, яка відрізняється тим, що комунікація відведення газів бродіння з кожного апарата має горизонтальну ділянку із зворотним клапаном після...
Спосіб неперервного зброджування сусла
Номер патенту: 39592
Опубліковано: 15.06.2001
Автори: Тихонов Вячеслав Петрович, Кульов Сергій Васильович, Жуков Олександр Михайлович, Садлаєв Олег Османович
МПК: C12G 1/02
Мітки: зброджування, сусла, неперервного, спосіб
Формула / Реферат:
Спосіб неперервного зброджування сусла, шляхом циклічного перетікання частини сусла, що бродить, під дією тиску газів бродіння з однієї частини бродильної установки до іншої, відбирання порції виноматеріалу в кожному циклі з останнього резервуара установки й доливання порції свіжого сусла у перший резервуар, який відрізняється тим, що у перший період кожного циклу в непарних резервуарах підтримують, а в парних -скидають тиск газів...
Установка для неперервного зброджування сусла з вуглеводвмісної сировини
Номер патенту: 54050
Опубліковано: 17.02.2003
Автори: Демчук Василь Петрович, Олійнічук Сергій Тимофійович, Левандовський Леонід Вікторович, Шевченко Василь Іванович, Кудирко Петро Степанович
МПК: C12P 7/06
Мітки: зброджування, сировини, вуглеводвмісної, неперервного, сусла, установка
Формула / Реферат:
1. Установка для неперервного зброджування сусла з вуглеводвмісної сировини, що включає батарею бродильних апаратів, з'єднаних перетічними комунікаціями, оснащеними запірною арматурою, яка відрізняється тим, що бродильні апарати з'єднані перетічними комунікаціями виключно у верхній частині апаратів, при цьому на кожній комунікації встановлено два запірних пристрої з підводом пари між ними.2. Установка за п. 1, яка відрізняється тим, що...
Попередній патент: Установка для зброджування цукровмісних середовищ
Наступний патент: Насадка для іммобілізації мікроорганізмів при біологічному очищенні стічних вод і спосіб її виготовлення
Випадковий патент: Спосіб діагностики астенічної реакції зіниць