Лінія для заготівлі та зміцнення арматурних стержнів
Номер патенту: 6959
Опубліковано: 31.03.1995
Автори: Овечко Віталій Герасимович, Івченко Олександр Васильович, Василенко Володимир Миколайович, Гуль Юрій Петрович, Тріфонов Віктор Іванович, Крітов Віталій Олексійович, Хавалджи Веніамін Олександрович
Формула / Реферат
1. Линия для заготовки и упрочнения арматурных стержней, содержащая установленные на основании в технологической последовательности размоточное устройство, приводной правильноподающий станок, установку для деформации обрабатываемого материала, включающую механизм скручивания, устройство для мерной резки, приемно-сбрасывающее устройство и накопитель мерных отрезков стержней, отличающаяся тем, что установка для деформации обрабатываемого материала выполнена в виде опорной планки, смонтированной с возможностью вращения относительно оси подачи, и размещенного на планке обводного ролика, установленного с возможностью вращения вокруг оси, жестко закрепленной на планке перпендикулярно ее плоскости, при этом упомянутая установка размещена на участке между размоточным устройством и правильноподающим станком.
2. Линия по п.1, отличающаяся тем, что она дополнительно содержит сформированные в группы опорные прижимные ролики.
3. Линия по пп.1 и 2, отличающаяся тем, что она содержит одну группу опорных роликов, расположенных между размоточным устройством и установкой для деформации обрабатываемого материала.
4. Линия по пп.1 и 2, отличающаяся тем, что она содержит две группы опорных роликов, одна из которых расположена перед, а другая — после установки для деформации обрабатываемого материала.
Текст
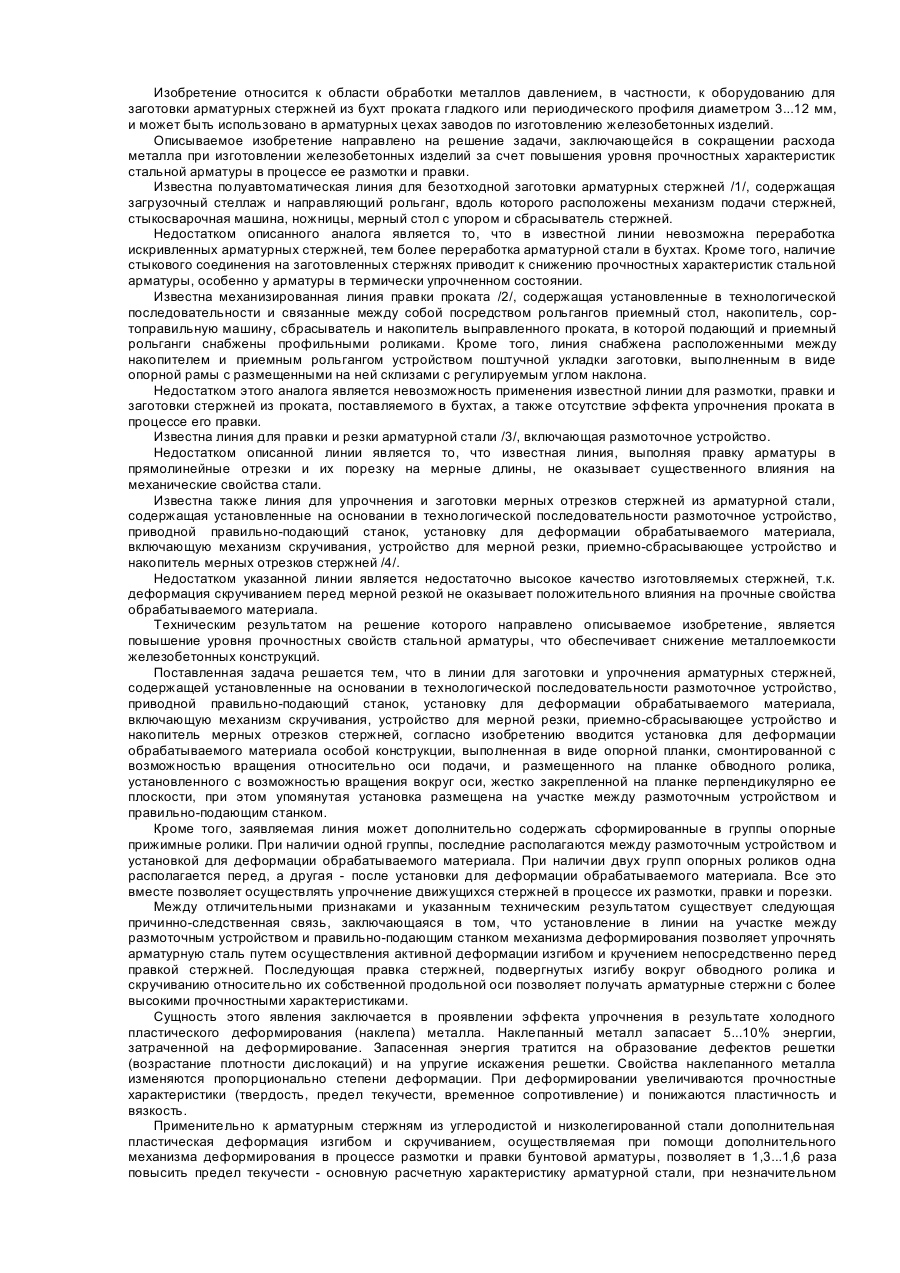
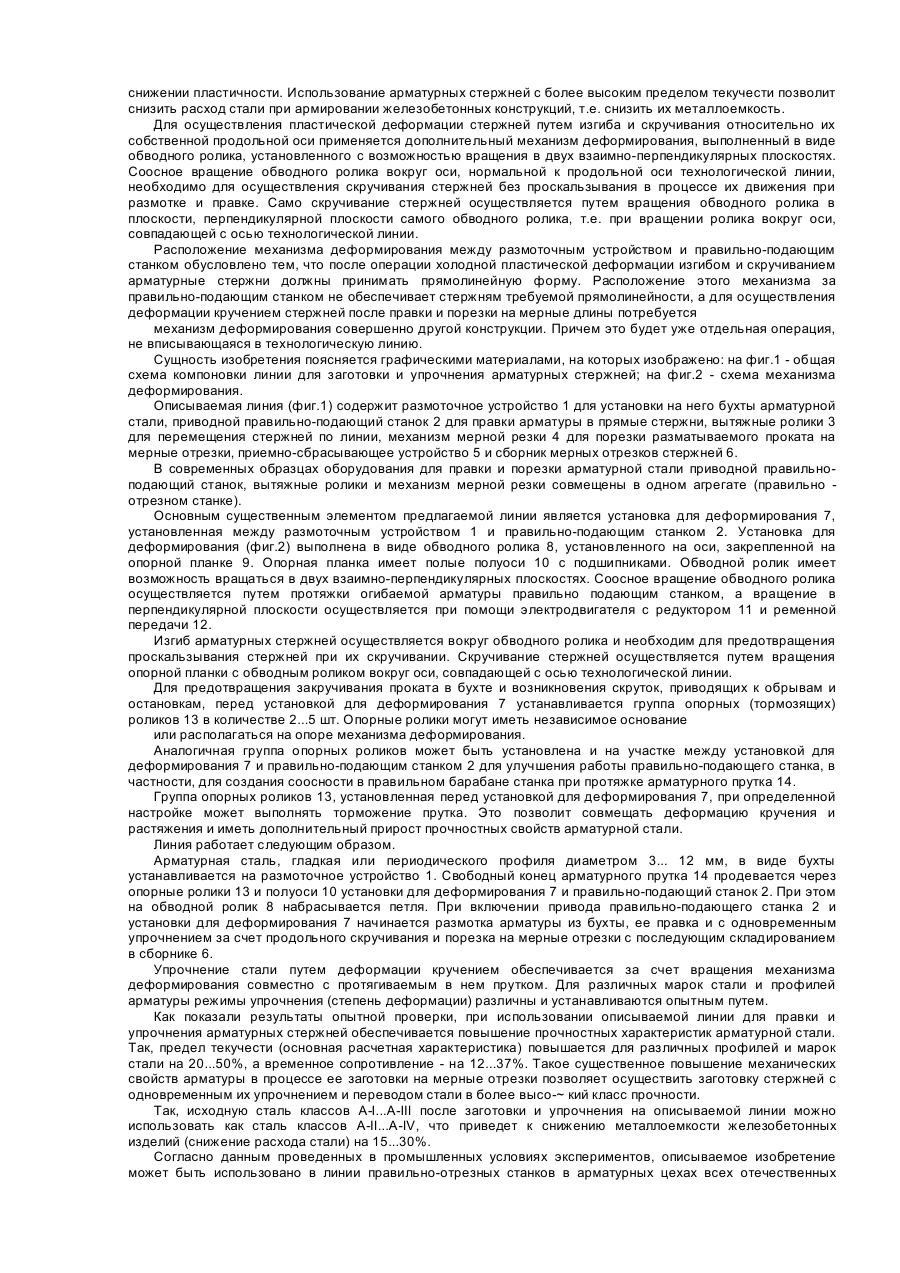
Изобретение относится к области обработки металлов давлением, в частности, к оборудованию для заготовки арматурных стержней из бухт проката гладкого или периодического профиля диаметром 3...12 мм, и может быть использовано в арматурных цехах заводов по изготовлению железобетонных изделий. Описываемое изобретение направлено на решение задачи, заключающейся в сокращении расхода металла при изготовлении железобетонных изделий за счет повышения уровня прочностных характеристик стальной арматуры в процессе ее размотки и правки. Известна полуавтоматическая линия для безотходной заготовки арматурных стержней /1/, содержащая загрузочный стеллаж и направляющий рольганг, вдоль которого расположены механизм подачи стержней, стыкосварочная машина, ножницы, мерный стол с упором и сбрасыватель стержней. Недостатком описанного аналога является то, что в известной линии невозможна переработка искривленных арматурных стержней, тем более переработка арматурной стали в бухтах. Кроме того, наличие стыкового соединения на заготовленных стержнях приводит к снижению прочностных характеристик стальной арматуры, особенно у арматуры в термически упрочненном состоянии. Известна механизированная линия правки проката /2/, содержащая установленные в технологической последовательности и связанные между собой посредством рольгангов приемный стол, накопитель, сортоправильную машину, сбрасыватель и накопитель выправленного проката, в которой подающий и приемный рольганги снабжены профильными роликами. Кроме того, линия снабжена расположенными между накопителем и приемным рольгангом устройством поштучной укладки заготовки, выполненным в виде опорной рамы с размещенными на ней склизами с регулируемым углом наклона. Недостатком этого аналога является невозможность применения известной линии для размотки, правки и заготовки стержней из проката, поставляемого в бухтах, а также отсутствие эффекта упрочнения проката в процессе его правки. Известна линия для правки и резки арматурной стали /3/, включающая размоточное устройство. Недостатком описанной линии является то, что известная линия, выполняя правку арматуры в прямолинейные отрезки и их порезку на мерные длины, не оказывает существенного влияния на механические свойства стали. Известна также линия для упрочнения и заготовки мерных отрезков стержней из арматурной стали, содержащая установленные на основании в технологической последовательности размоточное устройство, приводной правильно-подающий станок, установку для деформации обрабатываемого материала, включающую механизм скручивания, устройство для мерной резки, приемно-сбрасывающее устройство и накопитель мерных отрезков стержней /4/. Недостатком указанной линии является недостаточно высокое качество изготовляемых стержней, т.к. деформация скручиванием перед мерной резкой не оказывает положительного влияния на прочные свойства обрабатываемого материала. Техническим результатом на решение которого направлено описываемое изобретение, является повышение уровня прочностных свойств стальной арматуры, что обеспечивает снижение металлоемкости железобетонных конструкций. Поставленная задача решается тем, что в линии для заготовки и упрочнения арматурных стержней, содержащей установленные на основании в технологической последовательности размоточное устройство, приводной правильно-подающий станок, установку для деформации обрабатываемого материала, включающую механизм скручивания, устройство для мерной резки, приемно-сбрасывающее устройство и накопитель мерных отрезков стержней, согласно изобретению вводится установка для деформации обрабатываемого материала особой конструкции, выполненная в виде опорной планки, смонтированной с возможностью вращения относительно оси подачи, и размещенного на планке обводного ролика, установленного с возможностью вращения вокруг оси, жестко закрепленной на планке перпендикулярно ее плоскости, при этом упомянутая установка размещена на участке между размоточным устройством и правильно-подающим станком. Кроме того, заявляемая линия может дополнительно содержать сформированные в группы опорные прижимные ролики. При наличии одной группы, последние располагаются между размоточным устройством и установкой для деформации обрабатываемого материала. При наличии двух групп опорных роликов одна располагается перед, а другая - после установки для деформации обрабатываемого материала. Все это вместе позволяет осуществлять упрочнение движущихся стержней в процессе их размотки, правки и порезки. Между отличительными признаками и указанным техническим результатом существует следующая причинно-следственная связь, заключающаяся в том, что установление в линии на участке между размоточным устройством и правильно-подающим станком механизма деформирования позволяет упрочнять арматурную сталь путем осуществления активной деформации изгибом и кручением непосредственно перед правкой стержней. Последующая правка стержней, подвергнутых изгибу вокруг обводного ролика и скручиванию относительно их собственной продольной оси позволяет получать арматурные стержни с более высокими прочностными характеристиками. Сущность этого явления заключается в проявлении эффекта упрочнения в результате холодного пластического деформирования (наклепа) металла. Наклепанный металл запасает 5...10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (возрастание плотности дислокаций) и на упругие искажения решетки. Свойства наклепанного металла изменяются пропорционально степени деформации. При деформировании увеличиваются прочностные характеристики (твердость, предел текучести, временное сопротивление) и понижаются пластичность и вязкость. Применительно к арматурным стержням из углеродистой и низколегированной стали дополнительная пластическая деформация изгибом и скручиванием, осуществляемая при помощи дополнительного механизма деформирования в процессе размотки и правки бунтовой арматуры, позволяет в 1,3...1,6 раза повысить предел текучести - основную расчетную характеристику арматурной стали, при незначительном снижении пластичности. Использование арматурных стержней с более высоким пределом текучести позволит снизить расход стали при армировании железобетонных конструкций, т.е. снизить их металлоемкость. Для осуществления пластической деформации стержней путем изгиба и скручивания относительно их собственной продольной оси применяется дополнительный механизм деформирования, выполненный в виде обводного ролика, установленного с возможностью вращения в двух взаимно-перпендикулярных плоскостях. Соосное вращение обводного ролика вокруг оси, нормальной к продольной оси технологической линии, необходимо для осуществления скручивания стержней без проскальзывания в процессе их движения при размотке и правке. Само скручивание стержней осуществляется путем вращения обводного ролика в плоскости, перпендикулярной плоскости самого обводного ролика, т.е. при вращении ролика вокруг оси, совпадающей с осью технологической линии. Расположение механизма деформирования между размоточным устройством и правильно-подающим станком обусловлено тем, что после операции холодной пластической деформации изгибом и скручиванием арматурные стержни должны принимать прямолинейную форму. Расположение этого механизма за правильно-подающим станком не обеспечивает стержням требуемой прямолинейности, а для осуществления деформации кручением стержней после правки и порезки на мерные длины потребуется механизм деформирования совершенно другой конструкции. Причем это будет уже отдельная операция, не вписывающаяся в технологическую линию. Сущность изобретения поясняется графическими материалами, на которых изображено: на фиг.1 - общая схема компоновки линии для заготовки и упрочнения арматурных стержней; на фиг.2 - схема механизма деформирования. Описываемая линия (фиг.1) содержит размоточное устройство 1 для установки на него бухты арматурной стали, приводной правильно-подающий станок 2 для правки арматуры в прямые стержни, вытяжные ролики 3 для перемещения стержней по линии, механизм мерной резки 4 для порезки разматываемого проката на мерные отрезки, приемно-сбрасывающее устройство 5 и сборник мерных отрезков стержней 6. В современных образцах оборудования для правки и порезки арматурной стали приводной правильноподающий станок, вытяжные ролики и механизм мерной резки совмещены в одном агрегате (правильно отрезном станке). Основным существенным элементом предлагаемой линии является установка для деформирования 7, установленная между размоточным устройством 1 и правильно-подающим станком 2. Установка для деформирования (фиг.2) выполнена в виде обводного ролика 8, установленного на оси, закрепленной на опорной планке 9. Опорная планка имеет полые полуоси 10 с подшипниками. Обводной ролик имеет возможность вращаться в двух взаимно-перпендикулярных плоскостях. Соосное вращение обводного ролика осуществляется путем протяжки огибаемой арматуры правильно подающим станком, а вращение в перпендикулярной плоскости осуществляется при помощи электродвигателя с редуктором 11 и ременной передачи 12. Изгиб арматурных стержней осуществляется вокруг обводного ролика и необходим для предотвращения проскальзывания стержней при их скручивании. Скручивание стержней осуществляется путем вращения опорной планки с обводным роликом вокруг оси, совпадающей с осью технологической линии. Для предотвращения закручивания проката в бухте и возникновения скруток, приводящих к обрывам и остановкам, перед установкой для деформирования 7 устанавливается группа опорных (тормозящих) роликов 13 в количестве 2...5 шт. Опорные ролики могут иметь независимое основание или располагаться на опоре механизма деформирования. Аналогичная группа опорных роликов может быть установлена и на участке между установкой для деформирования 7 и правильно-подающим станком 2 для улучшения работы правильно-подающего станка, в частности, для создания соосности в правильном барабане станка при протяжке арматурного прутка 14. Группа опорных роликов 13, установленная перед установкой для деформирования 7, при определенной настройке может выполнять торможение прутка. Это позволит совмещать деформацию кручения и растяжения и иметь дополнительный прирост прочностных свойств арматурной стали. Линия работает следующим образом. Арматурная сталь, гладкая или периодического профиля диаметром 3... 12 мм, в виде бухты устанавливается на размоточное устройство 1. Свободный конец арматурного прутка 14 продевается через опорные ролики 13 и полуоси 10 установки для деформирования 7 и правильно-подающий станок 2. При этом на обводной ролик 8 набрасывается петля. При включении привода правильно-подающего станка 2 и установки для деформирования 7 начинается размотка арматуры из бухты, ее правка и с одновременным упрочнением за счет продольного скручивания и порезка на мерные отрезки с последующим складированием в сборнике 6. Упрочнение стали путем деформации кручением обеспечивается за счет вращения механизма деформирования совместно с протягиваемым в нем прутком. Для различных марок стали и профилей арматуры режимы упрочнения (степень деформации) различны и устанавливаются опытным путем. Как показали результаты опытной проверки, при использовании описываемой линии для правки и упрочнения арматурных стержней обеспечивается повышение прочностных характеристик арматурной стали. Так, предел текучести (основная расчетная характеристика) повышается для различных профилей и марок стали на 20...50%, а временное сопротивление - на 12...37%. Такое существенное повышение механических свойств арматуры в процессе ее заготовки на мерные отрезки позволяет осуществить заготовку стержней с одновременным их упрочнением и переводом стали в более высо-~ кий класс прочности. Так, исходную сталь классов A-I...A-III после заготовки и упрочнения на описываемой линии можно использовать как сталь классов A-II...A-IV, что приведет к снижению металлоемкости железобетонных изделий (снижение расхода стали) на 15...30%. Согласно данным проведенных в промышленных условиях экспериментов, описываемое изобретение может быть использовано в линии правильно-отрезных станков в арматурных цехах всех отечественных предприятий по изготовлению железобетонных изделий.
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for preparation and reinforcing rods
Автори англійськоюIvchenko Oleksandr Vasyliovych, Hul Yurii Petrovych, Khavaldzhy Veniamin Oleksandrovych, Ovechko Vitalii Herasymovych, Kritov Vitalii Oleksiiovych, Trifonov Viktor Ivanovych, Vasylenko Volodymyr Mykolaiovych
Назва патенту російськоюЛиния для заготовки и упрочнения арматурных стержней
Автори російськоюИвченко Александр Васильевич, Гуль Юрий Петрович, Хавалджи Вениамин Александрович, Овечко Виталий Герасимович, Критов Виталий Алексеевич, Трифонов Виктор Иванович, Василенко Владимир Николаевич
МПК / Мітки
МПК: B21D 3/00, B21D 11/15, B24B 39/00
Мітки: зміцнення, стержнів, арматурних, лінія, заготівлі
Код посилання
<a href="https://ua.patents.su/3-6959-liniya-dlya-zagotivli-ta-zmicnennya-armaturnikh-sterzhniv.html" target="_blank" rel="follow" title="База патентів України">Лінія для заготівлі та зміцнення арматурних стержнів</a>
Автоматична лінія для виготовлення стержнів
Номер патенту: 1681
Опубліковано: 25.10.1994
Автори: Реуцький Станіслав Петрович, Юткало Раїса Афанасіївна, Воронін Юрій Федорович, Ільїн Вячеслав Олексійович, Кривохіжин Микола Федорович, Гончаров Олександр Терентійович, Наугольний Анатолій Трохимович, Кошелев Віктор Іванович
МПК: B22D 47/00
Мітки: лінія, автоматична, виготовлення, стержнів
Формула / Реферат:
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней, механизма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения...
Спосіб прокатки профілів для арматурних стержнів
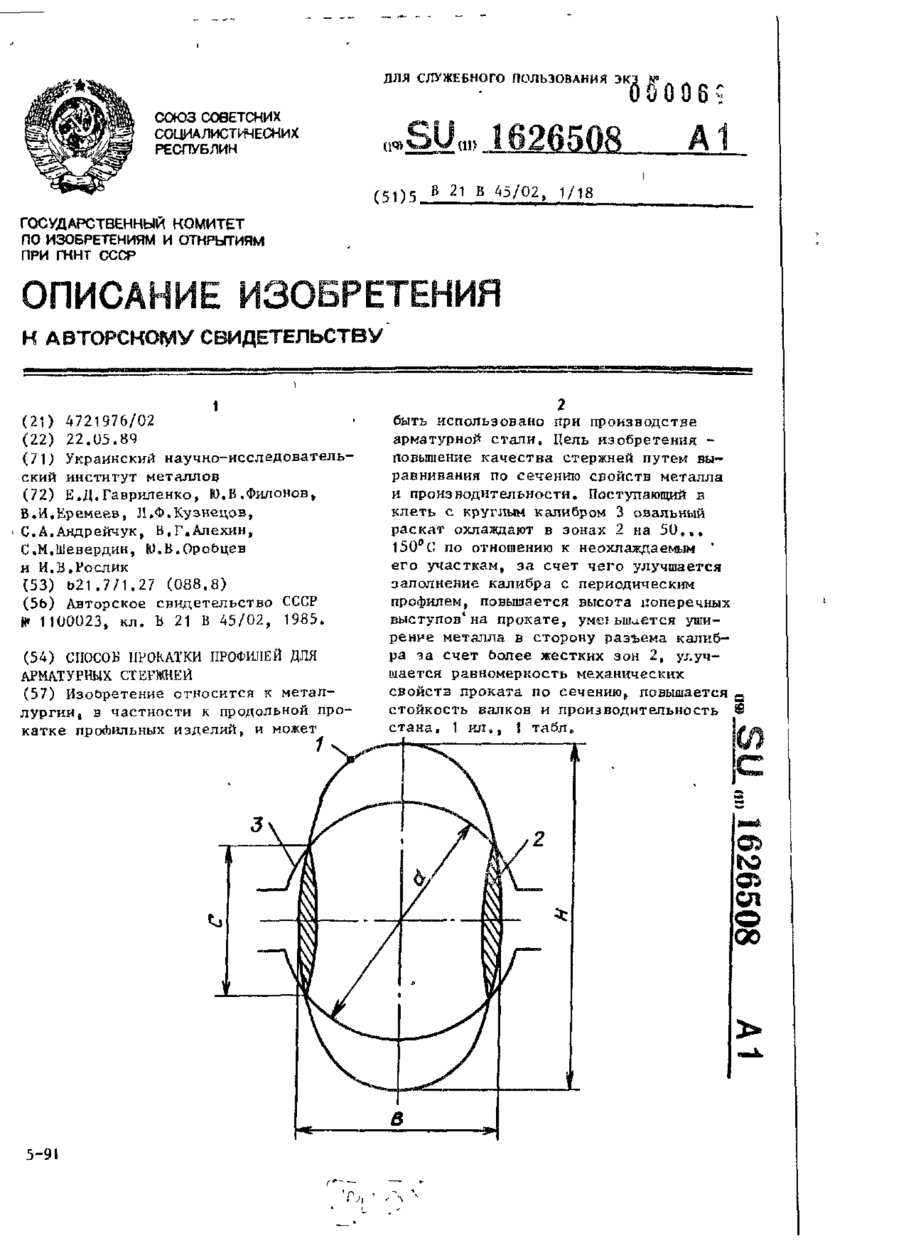
Номер патенту: 2396
Опубліковано: 26.12.1994
Автори: Шевердін Сергій Митрофанович, Гавриленко Євген Дмитрович, Оробцев Юрій Вікторович, Филонов Юрій Всеволодович, Рослік Ігор Вітальєвич, Єрємєєв Віктор Іванович, Андрійчук Сергій Андрійович, Альохін Вячеслав Григорович, Кузнєцов Лев Федорович
МПК: B21B 1/16, B21B 45/02
Мітки: спосіб, профілів, стержнів, прокатки, арматурних
Формула / Реферат:
Способ прокатки профилей для арматурных стержней, включающий прокатку в круглом чистовом калибре предчистового овального раската, подвергнутого регулируемому охлаждению локальных участков его поверхности, отличающийся тем, что, с целью повышения качества стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа валков, охлаждение предчистового овального раската осуществляют в зонах его боковых...
Кабельна лінія зв’язку
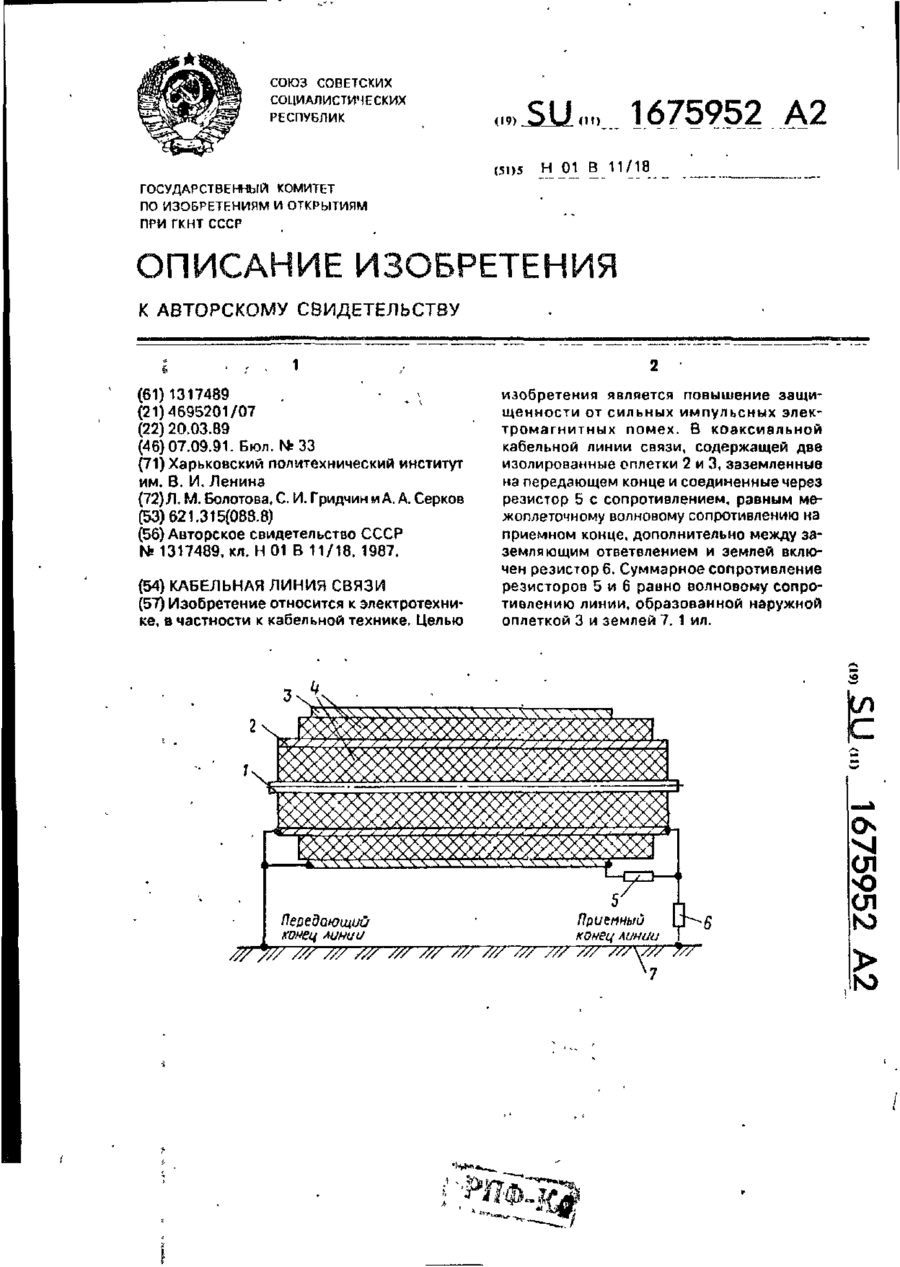
Номер патенту: 56
Опубліковано: 30.04.1993
Автори: Грідчин Сергій Іванович, Болотова Людмила Михайлівна, Серков Олександр Анатолійович
МПК: H01B 11/18
Мітки: лінія, кабельна, зв'язку
Формула / Реферат:
Формула изобретенияКабельная линия связи по авт. св. №1317489, отличающаяся тем, что с целью увеличения помехозащищенности импульсных помех, возникающих вблизи передающего конца линии, она дополнительно содержит второй резистор, включенный в заземляющую цепь на приемном конце линии, величина которого в сумме с первым резистором равна волновому сопротивлению линии, образованной наружной оплеткой и землей.
Лінія для виготовлення з’єднувальних елементів з внутрішньою гвинтовою канавкою
Номер патенту: 3286
Опубліковано: 27.12.1994
Автори: Натапов Аркадій Соломонович, Сова Василь Гаврилович, Ткач Михайло Борисович, Івченко Олександр Васильович
МПК: B21D 43/00
Мітки: гвинтовою, внутрішньою, елементів, з'єднувальних, лінія, виготовлення, канавкою
Формула / Реферат:
1. Линия для изготовления соединительных элементов с внутренней винтовой канавкой, содержащая установленные в технологической последовательности стеллаж для приема трубных заготовок, станок для предварительной технологической обработки заготовок, индукционный нагреватель с загрузочным устройством, транспортный конвейер, связывающий станок для предварительной обработки с загрузочным устройством нагревателя, станок для формирования упомянутой...
Спосіб термічного зміцнення прокату
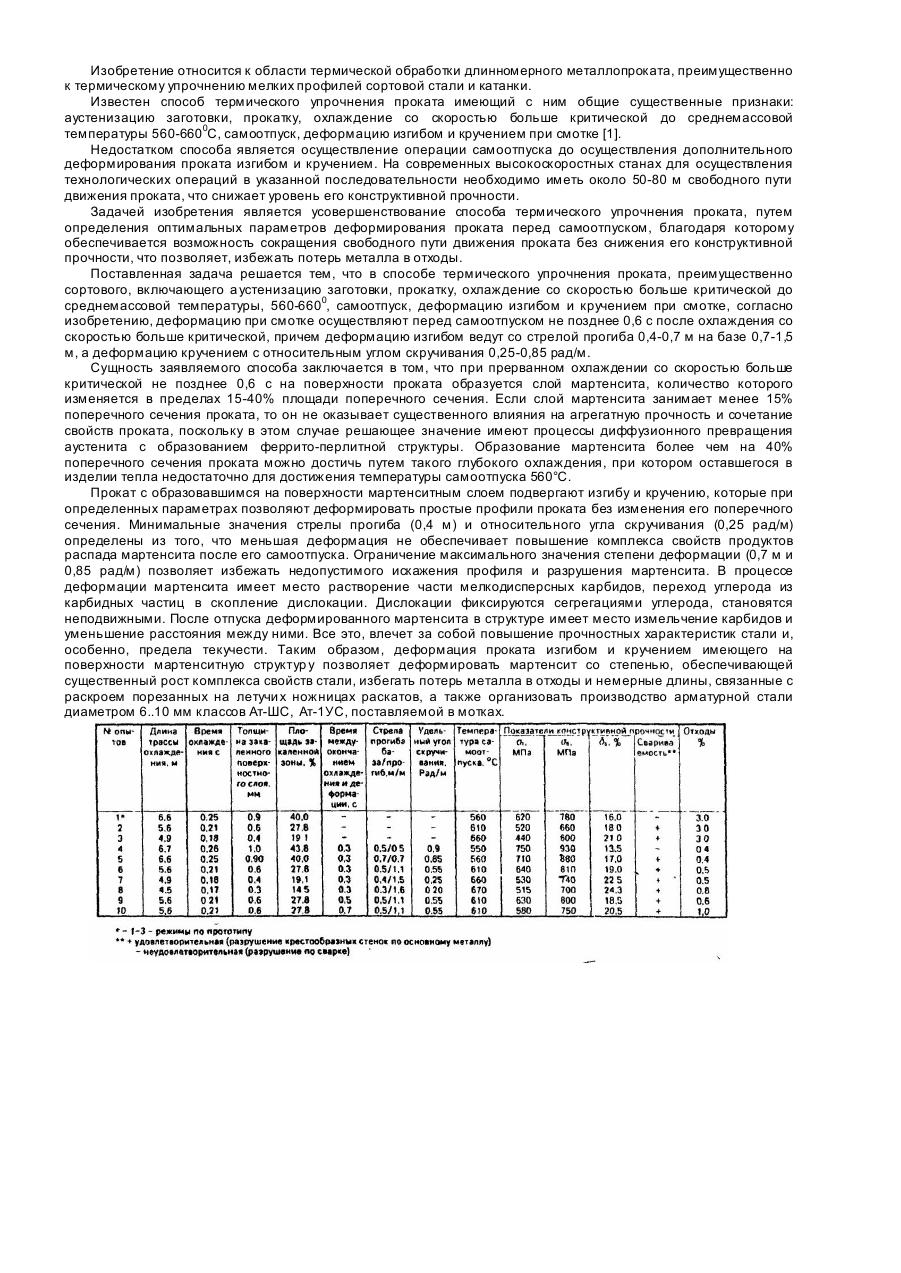
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Приходько Євгенія Валер'янівна, Івченко Олександр Васильович, Худик Валер'ян Тарасович, Худик Юрій Тарасович, Костюченко Михайло Іванович, Гунькін Ігор Олександрович, Нечепоренко Анатолій Петрович, Костирко Сергій Андрійович, Нечепоренко Володимир Андрійович, Рибалка Віктор Федорович
Мітки: зміцнення, прокату, термічного, спосіб
Формула / Реферат:
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Попередній патент: Установка для виробництва ацетилену
Наступний патент: Спосіб визначення титру сполучення антибіотиків
Випадковий патент: Діетиловий ефір 3,8-диметил-4,7-діазадека-2,9-дієн-1,10-діової кислоти, який має рістстимулюючу активність