Спосіб прокатки несиметричних рейкових профілів
Номер патенту: 70582
Опубліковано: 15.12.2006
Автори: Левченко Володимир Миколайович, Танцюра Сергій Миколайович, Єрін Роман Миколайович, Раханський Борис Йосипович, Бардусов Віктор Миколайович, Пихтін Яків Михайлович, Клименко Ігор Георгійович, Кулак Володимир Юрійович
Формула / Реферат
1. Спосіб прокатки несиметричних рейкових профілів, переважно рейок з фланцем зачіпки з різною шириною і товщиною фланців підошви, відігнутим тонким фланцем підошви і несиметричною головкою, який включає формування профілю в двовалкових косорозташованих рейкових калібрах, який відрізняється тим, що принаймні в трьох останніх пропусках формування профілю проводять з розняттям калібрів з боку тонкого фланця і головки рейки, при цьому в чистовому калібрі розняття виконують посередині головки з відгинанням фланця з меншою товщиною у бік, протилежний шийці і головці рейки з забезпеченням більшого бічного обтискання і розширення металу фланця, що відгинається.
2. Спосіб прокатки за п. 1, який відрізняється тим, що кут відгинання тонкого фланця визначають за залежністю:
 ,
,
де ![]() - товщина відповідно відкритого і закритого фланців
- товщина відповідно відкритого і закритого фланців
на кінцях калібрів, в яких виконується підгинання;
![]() - товщина відповідно відкритого і закритого фланців біля основи калібрів, в яких виконується відгинання;
- товщина відповідно відкритого і закритого фланців біля основи калібрів, в яких виконується відгинання;
![]() - висота відповідно відкритого і закритого фланців калібрів, в яких виконується відгинання;
- висота відповідно відкритого і закритого фланців калібрів, в яких виконується відгинання;
![]() - висота відігнутого фланця, виміряна паралельно висоті протилежного фланця.
- висота відігнутого фланця, виміряна паралельно висоті протилежного фланця.
Текст
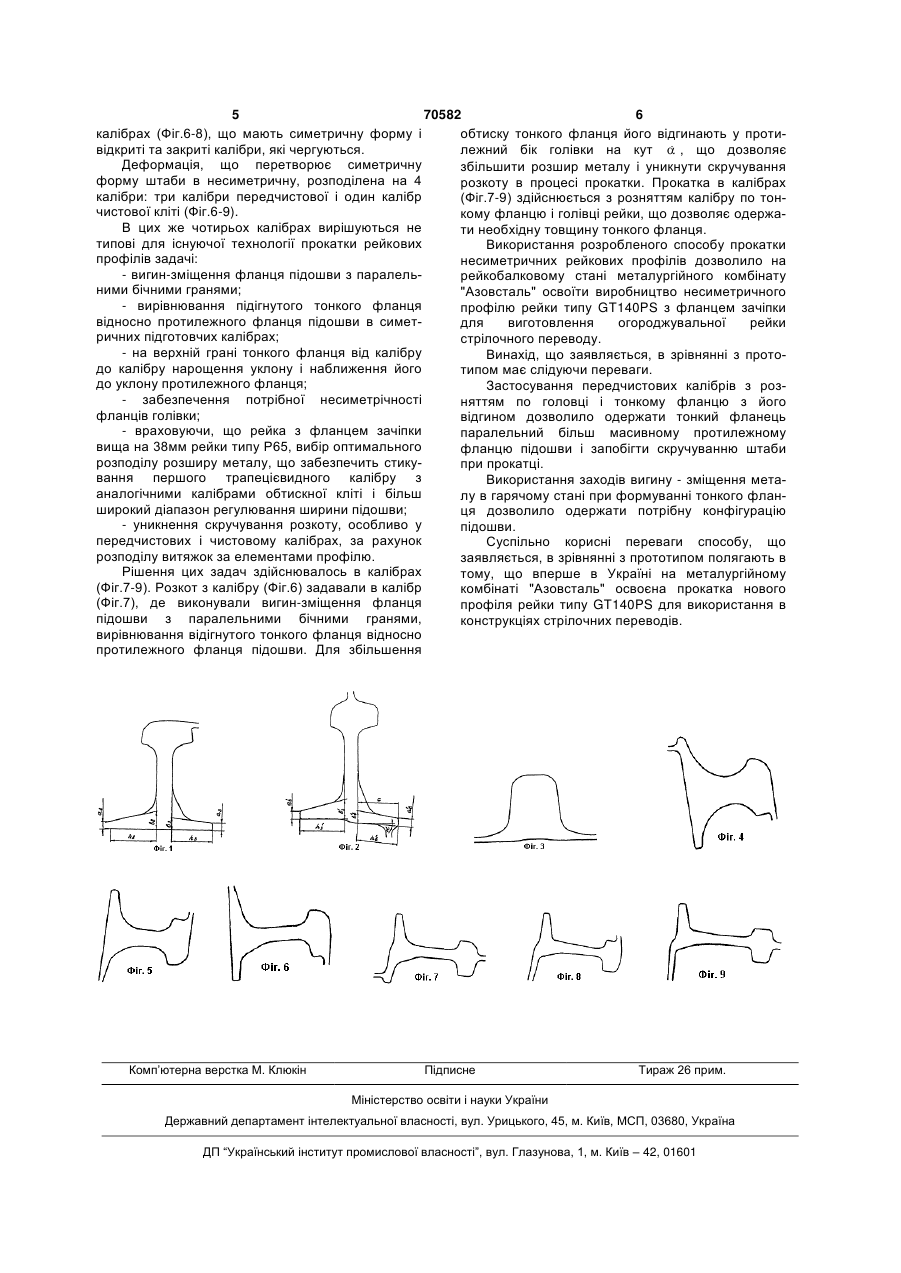
1. Спосіб прокатки несиметричних рейкових профілів, переважно рейок з фланцем зачіпки з різною шириною і товщиною фланців підошви, відігнутим тонким фланцем підошви і несиметричною головкою, який включає формування профілю в двовалкових косорозташованих рейкових калібрах, який відрізняється тим, що принаймні в трьох останніх пропусках формування профілю проводять з розняттям калібрів з боку тонкого фланця і головки рейки, при цьому в чистовому калібрі розняття виконують посередині головки з відгинанням фланця з меншою товщиною у бік, протилежний шийці і головці рейки з забезпеченням більшого бічного обтискання і розширення металу фланця, що відгинається. 2. Спосіб прокатки за п. 1, який відрізняється тим, що кут відгинання тонкого фланця визначають за залежністю: Винахід належить до металургійної промисловості і може бути використаний при прокатці рейкових профілів, переважно огороджувальної рейки з фланцем зачіпки типу GT140PS, яка використовується в конструкціях стрілочних переводів, характеризується різною товщиною і висотою фланців, розташованих в паралельних площинах і несиметричною голівкою. Відомий спосіб прокатки рейок, що включає обтиск у допоміжному, передчистовому універсальному і чистовому калібрах. Для інтенсифікації проробки металу підошви її поверхню в допоміжному калібрі формують з подвійним уклоном від осі рейки біконічним вертикальним валком універсального калібру [авт. свід. СРСР №1694261 кл. В21В1/08, 1987]. Відомий також спосіб прокатки рейок і система калібрів для його здійснення, згідно якому у місцях сполучення бічної поверхні і поверхні кочення голівки рейки, підгинають і піддають діагональному обтиску одночасно з шийкою голівку рейки зі співвідношенням обтисків по більш обтискуваній і менш обтискуваній діагоналі в межах 1,2-1,35, а деформацію фланців підошви по товщині здійснюють з безперервними обтисками, співвідношення яких в кожному пропуску становить 1,05-1,15, причому більшим обтискам підлягає фланець підошви, розташований з боку arccos aІв вІв hІв ав вв с aз вз hз аІз вІз hІз , aв, аІв, аз, аІз де - товщина відповідно відкритого і закритого фланців на кінцях калібрів, в яких виконується підгинання; (19) UA (11) 70582 c hІв cos - висота відігнутого фланця, виміряна паралельно висоті протилежного фланця. (13) hв, hІв, hз, hІз - висота відповідно відкритого і закритого фланців калібрів, в яких виконується відгинання; C2 вв, вІв, вз, вІз - товщина відповідно відкритого і закритого фланців біля основи калібрів, в яких виконується відгинання; 3 70582 4 підгину шийки розкоту [авт. свід. СРСР №1176497, залежністю, одержаної з співвідношення: кл. В21В1/08, 1984]. B З Загальними ознаками для аналогів і об'єкта, де В - витяжка у відкритому фланці; що заявляється, є пряме обтискання заготовки в обтискувальних калібрах, прокатка в косо З - витяжка у закритому фланці; розміщених фасонних калібрах з чергуванням - коефіцієнт нерівномірності деформації у деформації металу у відкритих і закритих калібрах. відкритому і закритому калібрах 102 106 . , , Одержання потрібного технічного результату Після підставлення у рівняння розмірів при використанні аналогів неможливе, тому що не фланців і перетворень одержуємо залежність для вирішується протиріччя між симетричною формою визначення кута підгинання тонкого фланця у пепідготовчих калібрів і несиметричною формою редчистових калібрах: готового профілю. Найбільш близьким за технічною суттю до aІв вІв hІв ав вв с arccos , об'єкта, що заявляється, є спосіб прокатки несиaз вз hз аІз вІз hІз метричних рейкових профілів, переважно гострякових рейок, що характеризуються масивною шийде aв, аІв, аз, аІз - товщина відповідно відкритого кою, різною шириною фланців підошви і великим і закритого фланців на кінцях калібрів, в яких уклоном бічної поверхні малого фланця, що виконується підгинання; включає формування профілю в двовалкових певв, вІв, вз, вІз - товщина відповідно відкритого і редчистовому косо розміщеному рейковому калібрі і в чистовому калібрі з розняттям з боку закритого фланців в основі калібрів, в якому малого фланця і по середині голівки рейки, виконується підгинання; відмінний тим, що в передчистовому калібрі форhв, hІв, hз, hІз - висота відповідно відкритого і замують профіль з відгином шийки з голівкою у бік критого фланців калібрів, в яких виконується довгого фланця підошви з забезпеченням при підгинання; цьому рівності ширини розкоту з боку короткого фланця ширині відповідної ділянки по дну чистоc hІв cos - висота фланця, що підгинається, вого калібру, а кут і величину відгину задають певвиміряна паралельно висоті протилежного фланним співвідношенням [авт. свід. СРСР №1667952 ця. кл. В21В1/08, опубліковано БВ №29, 1991]. Позначення розмірів фланців приведене на Для прототипу і об'єкта, що заявляється, закресленнях (Фіг.1-2). гальними є такі ознаки: у передчистовому калібрі В наслідок використання винаходу, що формують профіль з відгином шийки з голівкою у заявляється, досягається технічний результат, що бік тонкого фланця підошви. полягає в виготовлені несиметричного рейкового Одержання необхідного технічного результату профілю з підігнутим тонким фланцем в двовалкопри використанні прототипу неможливе, тому що вому калібрі відповідно до вимог нормативного потрібно одержати необхідну товщину і висоту документу. тонкого паралельного фланця при масивному проМіж суттєвими ознаками винаходу, що тилежному фланці підошви і забезпечити одерзаявляється, і досягнутим технічним результатом жання прямолінійного розкоту в передчистовому і є такий причино-наслідковий зв'язок: формування чистовому калібрах. профілю в передчистових калібрах з розняттям по В винаході поставлена задача розробити тонкому фланцю і по голівці рейки з відгинанням спосіб прокатки несиметричних рейкових профілів, тонкого фланця в бік, протилежний шийці і голівці при якому забезпечується прокатка якісного несирейки, підвищує продуктивність праці, при цьому з метричного рейкового профілю по всіх трьох елеоднієї і тієї ж заготовки можна прокатувати викориментах: голівці, шийці і підошві. стовуючи загальні калібри в обтискній кліті Пропонований спосіб прокатки несиметричних магістральні рейки (наприклад типу Р65) і рейкових профілів включає формування профілю несиметричні рейкові профілі з фланцем зачіпки, в двовалкових косо розташованих калібрах з розщо використовуються в конструкціях стрілочних няттям з боку фланця меншої товщини і в чистопереводів. вому калібрі по середині голівки рейки з Суть винаходу пояснюється кресленнями підгинанням тонкого фланця в цих калібрах на (Фіг.3-9), на яких зображені калібри валків і визначений кут у бік, протилежний шийці і голівці вихідної штаби. На фіг.3 зображений переріз рейки, при цьому забезпечується за рахунок вихідної штаби. Система калібрів для реалізації збільшення частки прямого тиску більший обтиск і запропонованого способу містить обтискні калібри розширення порівняно з деформацією в товстому (Фіг.4-5), передчистові (Фіг.6-8) і чистовий (Фіг.9) фланці. калібри. В протилежність прототипу в пропонованому Спосіб прокатки несиметричних рейкових способі прокатки несиметричних рейкових профілів здійснюється з задаванням нагрітої загопрофілів прокатку виконують не в одному перетовки (Фіг.3) до обтискних калібрів (Фіг.4-5). дчистовому пропуску, а по меншій мірі в трьох Заготовка і обтискні калібри є спільними для останніх пропусках, формування профілю провопрокатки рейки типу Р65 і несиметричного рейкодять з розняттям з боку тонкого фланця і голівки вого профілю. рейки, при цьому кут уклону тонкого фланця виПісля прокатки в обтискних калібрах заготовку значають залежно від ступеня деформації у деформують в передчистових косо розташованих відкритому і закритому фланцях і визначається за 5 70582 6 калібрах (Фіг.6-8), що мають симетричну форму і обтиску тонкого фланця його відгинають у противідкриті та закриті калібри, які чергуються. лежний бік голівки на кут , що дозволяє Деформація, що перетворює симетричну збільшити розшир металу і уникнути скручування форму штаби в несиметричну, розподілена на 4 розкоту в процесі прокатки. Прокатка в калібрах калібри: три калібри передчистової і один калібр (Фіг.7-9) здійснюється з розняттям калібру по тончистової кліті (Фіг.6-9). кому фланцю і голівці рейки, що дозволяє одержаВ цих же чотирьох калібрах вирішуються не ти необхідну товщину тонкого фланця. типові для існуючої технології прокатки рейкових Використання розробленого способу прокатки профілів задачі: несиметричних рейкових профілів дозволило на - вигин-зміщення фланця підошви з паралельрейкобалковому стані металургійного комбінату ними бічними гранями; "Азовсталь" освоїти виробництво несиметричного - вирівнювання підігнутого тонкого фланця профілю рейки типу GT140PS з фланцем зачіпки відносно протилежного фланця підошви в симетдля виготовлення огороджувальної рейки ричних підготовчих калібрах; стрілочного переводу. - на верхній грані тонкого фланця від калібру Винахід, що заявляється, в зрівнянні з протодо калібру нарощення уклону і наближення його типом має слідуючи переваги. до уклону протилежного фланця; Застосування передчистових калібрів з роз- забезпечення потрібної несиметрічності няттям по головці і тонкому фланцю з його фланців голівки; відгином дозволило одержати тонкий фланець - враховуючи, що рейка з фланцем зачіпки паралельний більш масивному протилежному вища на 38мм рейки типу Р65, вибір оптимального фланцю підошви і запобігти скручуванню штаби розподілу розширу металу, що забезпечить стикупри прокатці. вання першого трапецієвидного калібру з Використання заходів вигину - зміщення метааналогічними калібрами обтискної кліті і більш лу в гарячому стані при формуванні тонкого фланширокий діапазон регулювання ширини підошви; ця дозволило одержати потрібну конфігурацію - уникнення скручування розкоту, особливо у підошви. передчистових і чистовому калібрах, за рахунок Суспільно корисні переваги способу, що розподілу витяжок за елементами профілю. заявляється, в зрівнянні з прототипом полягають в Рішення цих задач здійснювалось в калібрах тому, що вперше в Україні на металургійному (Фіг.7-9). Розкот з калібру (Фіг.6) задавали в калібр комбінаті "Азовсталь" освоєна прокатка нового (Фіг.7), де виконували вигин-зміщення фланця профіля рейки типу GT140PS для використання в підошви з паралельними бічними гранями, конструкціях стрілочних переводів. вирівнювання відігнутого тонкого фланця відносно протилежного фланця підошви. Для збільшення Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling of asymmetrical rail profiles
Автори англійськоюLevchenko Volodymyr Mykolaiovych, Pykhtin Yakiv Mykhailovych, Rakhanskyi Borys Yosypovych, Bardusov Viktor Mykolaiovych, Klymenko Ihor Heorhiiovych, Tantsiura Serhii Mykolaiovych, Yerin Roman Mykolaiovych
Назва патенту російськоюСпособ прокатки несимметричных рельсовых профилей
Автори російськоюЛевченко Владимир Николаевич, Пыхтин Яков Михайлович, Раханский Борис Иосифович, Бардусов Виктор Николаевич, Клименко Игорь Георгиевич, Танцюра Сергей Николаевич, Ерин Роман Николаевич
МПК / Мітки
МПК: B21B 1/085, B21B 1/08
Мітки: прокатки, профілів, спосіб, несиметричних, рейкових
Код посилання
<a href="https://ua.patents.su/3-70582-sposib-prokatki-nesimetrichnikh-rejjkovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки несиметричних рейкових профілів</a>
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Макаренко Олександр Анатолійович, Білий Микола Павлович, Хрустенко Юрій Михайлович, Жучков Сергій Михайлович, Токмаков Павло Вадимович, Паламар Дмитро Григорович, Курочкін Олександр Федорович
МПК: B21B 1/02
Мітки: прокатки, кутових, безперервному, стані, спосіб, профілів
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Спосіб прокатки профілів швелерного типу
Номер патенту: 75971
Опубліковано: 15.06.2006
Автори: Білик Анатолій Миколайович, Пелих Ігор Володимирович, Бергеман Геннадій Володимирович, Антонюк Сергій Михайлович, Бойко Володимир Іванович
МПК: B21B 27/02
Мітки: прокатки, спосіб, швелерного, типу, профілів
Формула / Реферат:
Спосіб прокатки профілів швелерного типу з застосуванням закритих розгорнутих калібрів, що включає формування складових елементів профілю у вигляді вигнутої стінки і розгорнутих полиць з досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що передчистовий прямополичний калібр виконаний відкритим з кутом між прямолінійною поверхнею полиць профілю і...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Олійник Олександр Іванович, Андрійчук Сергій Андрійович, Босий Володимир Миколайович, Балабєй Євген Михайлович, Носаньов Олександр Григорович
МПК: B21B 1/09
Мітки: профілів, система, спосіб, кутових, здійснення, калібрів, прокатки
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Хрустенко Юрій Михайлович, Макаренко Олександр Анатолійович, Білий Микола Павлович, Токмаков Павло Вадимович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Курочкін Олександр Федорович
МПК: B21B 1/02
Мітки: стані, профілів, спосіб, смугових, прокатки, безперервному
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Спосіб виробництва профілів швелерного типу
Номер патенту: 29348
Опубліковано: 15.07.2002
Автори: Луценко Віктор Олександрович, Дорожко Іван Кирилович, Луцький Михайло Борисович, Чічкан Артур Олексійович
МПК: B21B 1/08
Мітки: виробництва, типу, швелерного, спосіб, профілів
Формула / Реферат:
Спосіб виробництва профілів швелерного типу, що включає прокатування у розгорнутих калібрах профілю зі знакозмінним переломом стійки та наступне профілезгинання, який відрізняється тим, що при прокатуванні у розгорнутих калібрах формують профіль з прилеглими до фланців ділянками протяжністю 0,12 - 0,22 довжини середньої лінії стінки і кутом вигину стійки відносно прилеглих до фланців ділянок 30 - 60°.
Попередній патент: Спосіб (варіанти) і композиція (варіанти) для зменшення жирової маси тіла і модулювання метаболізму жирних кислот у ссавця, який цього потребує
Наступний патент: Спосіб боротьби з ерозією ґрунту на схилах
Випадковий патент: Спосіб оптимізації алопластики нижніх сечових шляхів в експерименті