Спосіб лиття
Номер патенту: 75481
Опубліковано: 17.04.2006
Автори: Фентісов Ігор Миколайович, Щетиніна Віра Іванівна, Щетинін Сергій Вікторович, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович, Шебаніц Едуард Миколайович, Бойко Володимир Семенович
Формула / Реферат
Спосіб лиття, при якому сталеву металеву форму заливають розплавом, який відрізняється тим, що по розплаву і виконаній із сталі металевій формі уздовж відливка пропускають постійний струм, величину якого встановлюють залежно від площі поперечного перерізу деталі і сталевої форми відповідно до виразу:
І=(4-5)·104F, А,
де F - площа поперечного перерізу деталі і сталевої форми, м2.
Текст
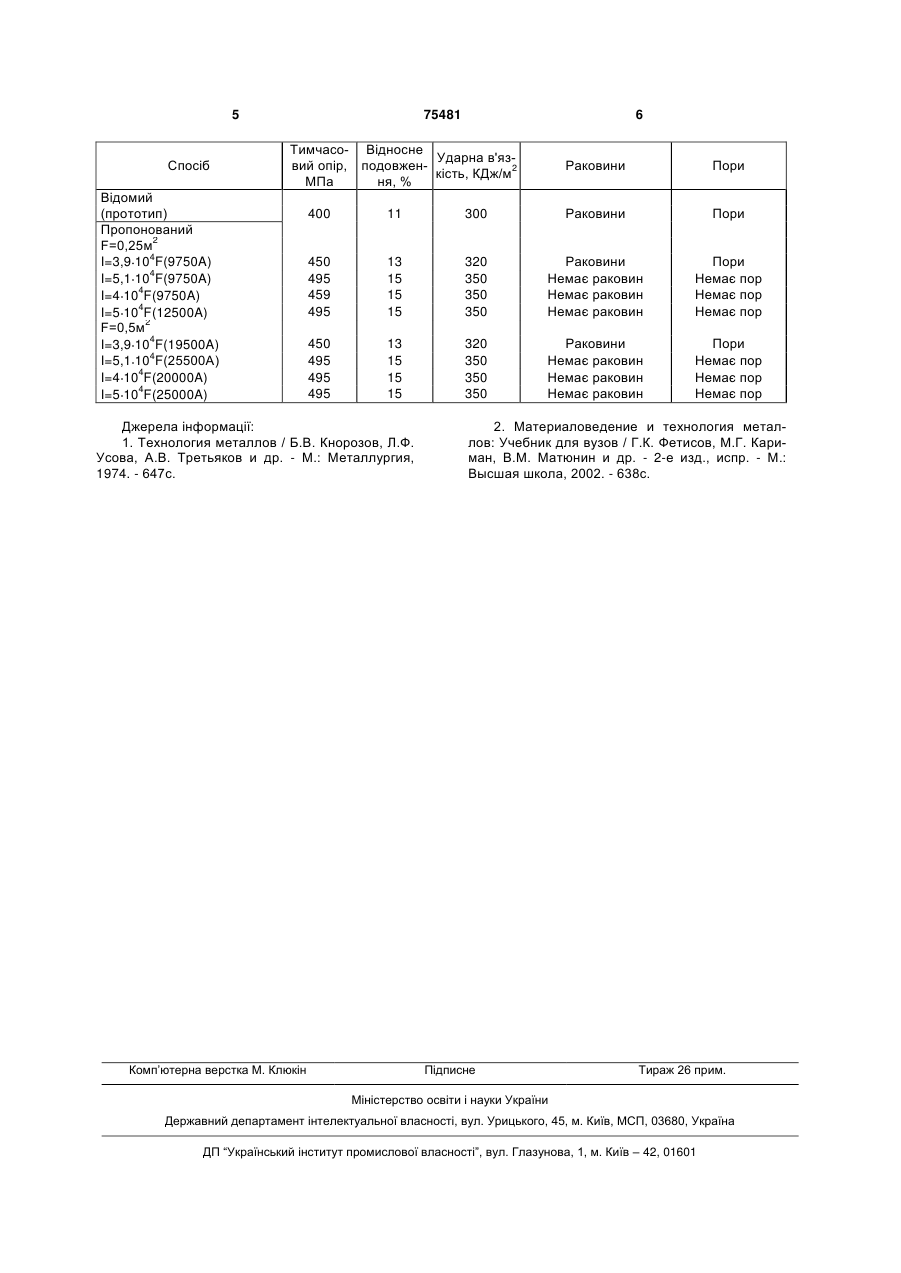
Спосіб лиття, при якому сталеву металеву форму заливають розплавом, який відрізняється тим, що по розплаву і виконаній із сталі металевій формі уздовж відливка пропускають постійний струм, величину якого встановлюють залежно від площі поперечного перерізу деталі і сталевої форми відповідно до виразу: І=(4-5)·104F, А, де F - площа поперечного перерізу деталі і сталевої форми, м2. Винахід відноситься до області металургійного виробництва і може бути використаний при виготовленні деталей за допомогою лиття в чорній металургії та важкому машинобудуванні. При виготовлені деталей за допомогою лиття важко забезпечити високу щільність, відсутність усадочних раковин і пористості, які знижують якість лиття. Всі існуючі способи підвищення якості лиття засновані на механічній дії на розплав, яка не забезпечує відсутність усадочних раковин і пористості та високу щільність відливок. Відомий спосіб лиття, при якому розплав заливають у металічну форму і для попередження виникнення в відливках усадочних раковин і пористості роблять устаткування значних прибутків [1], об'єм котрих досягає 60% від об'єму відливок. Однак механічна дія значних прибутків не гарантує відсутність усадочних раковин і пористості та забезпечення значних механічних властивостей відливок. Відомий, узятий за прототип, спосіб лиття під тиском, при якому розплав заливають в металеву форму під збиточним тиском до 300Мпа [2], що створюється в камері прес совання поршнем, під дією якого рідкий метал заповнює форму. Однак при цьому механічний тиск діє тільки на поверхонь, тому не забезпечує щільність, відсутність усадочних раковин, пор і високі механічні властивості відливок. В основу винаходу поставлена задача розробити спосіб лиття, у якому за рахунок здійснення нових дій забезпечується виникнення пінч-ефекту і створення електромагнітних сил притягнення по всій площі поперек січі та довжині відливки, відсутність усадочних раковин і пористості, високу щільність і підвищення механічних властивостей. Поставлена задача зважується за рахунок того, що в способі лиття, при якому металічну форму заливають розплавом, відповідно винаходу, по розплаву у здовж відливки пропускають постійний струм, величину якого встановлюють залежно від площі поперечної сечі деталі відповідно до виразу: I=(4-5) 104F, A, (19) UA (11) 75481 (13) (21) 20040604479 (22) 09.06.2004 (24) 17.04.2006 (46) 17.04.2006, Бюл. № 4, 2006 р. (72) Бойко Володимир Семенович, Щетинін Сергій Вікторович, Кліманчук Владислав Владиславович, Кирильченко Петро Миколайович, Шебаниц Едуард Миколайович, Фентисов Ігор Миколайович, Щетиніна Віра Іванівна (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, Відкрите акціонерне товариство "Маріупольський металургійний комбінат ім. Ілліча" (56) SU 1201052 A1, 30.12.1985 SU 293430 A1, 15.03.1976 SU 495151 A1, 15.12.1975 SU 719803 A1, 15.03.1980 SU 725322 A1, 30.03.1980 SU 1688976 A1, 07.11.1991 RU 2220816 C1, 10.01.2004 RU 2135324 C1, 27.08.1999 C2 1 3 75481 4 де F - площа поперечної сечі, м2. Виходить, ці умови є істотними, а пропущення Лиття із пропущенням по розплаву у здовж віпостійного струму в заявленій закономірності, задливки постійного струму в заявленій залежності безпечує виникнення сил електромагнітного привід площі поперечної сечі забезпечує виникнення тягання між атомами розплаву по всій довжині та електромагнітних сил притягання між атомами площі поперечної сечі, відсутність раковин і пор, розплаву. Незважаючи на великий електричний підвищення щільності і механічних властивостей опір розплаву, частина струму протікає по розплавідливок. ву. У результаті виникає пінч-ефект і електромагПри пропущенні по розплаву вздовж відливки нітні сили притягання. Під дією електромагнітних постійного струму величиною менш 4 104F, А висил притягання гази випливають на поверхонь никаючі сили електромагнітного притягання й елевідливки, що забезпечує високу щільність, відсутктромагнітний тиск недостатні для зближення атоність раковин, пор і підвищення механічних власмів на міжатомну відстань і випливання газу на тивостей відливок. Ефективність електромагнітних поверхонь. Тому не забезпечується відсутність сил притягання значно збільшується за рахунок раковин, пор і високі механічні властивості відлизменшення відстані між атомами при випливанні вок. газу. У квадратичній залежності від індукції зросПри пропущенні по розплаву вздовж відливки тає електромагнітний тиск, під дією якого гази випостійного струму величиною більш 5 10F, А зроспливають на поверхонь. Електромагнітний тиск тають виникаючі сили електромагнітного притявизначається індукцією електромагнітного поля, гання й електромагнітний тиск, що приводить до що прямо пропорційна величині струму і протилезменшення площі поперечної сечі та збільшення жно пропорційна площі поперечної сечі провідника витрат електроенергії. зі струмом. Індукція електромагнітного поля та Спосіб лиття здійснюється в такий спосіб. В електромагнітний тиск розподіляються по сечі з металеву форму заливають розплав. До металемаксимумом на поверхні бокових стінок відливки, вої форми вверху і внизу здійснюють струмопідвід що забезпечує ефективне підвищення щільності і пропускають постійний струм в залежності від металу. Тому для зближення атомів на міжатомну площі поперечної сечі відливки I=(4-5) 104F, А. відстань необхідно у здовж відливки пропускати Приклад. Вироблялось лиття сталі 35Л шляпостійний струм, величина якого визначається хом заливання розплаву у металеву форму різної площею поперек січи деталі. При пропущенні площі поперечної сечі. До металевої форми внизу струму створюється електромагнітне поле, під і вверху здійснювали струмопідвід. У процесі крисдією якого зростають електромагнітні сили взаєталізації у здовж відливки пропускали постійний модії між атомами. Природа міжатомних сил зв'язструм різної величини. Як джерело живлення вику є електромагнітна, тому утворення електромагкористовували випрямляч для контактного зварюнітних сил притягання між атомами найбільш вання МТВ-8002-1. Величину струму регулювали ефективно впливає на пористість і щільність відрезисторами. Результати проведених досліджень ливки за рахунок пінч-ефекту, забезпечує одервпливу величини струму на щільність і механічні жання металу з новими властивостями єдиного властивості відливки представлені в таблиці. тіла. При пропусканні по розплаву постійного У результаті проведених досліджень установструму вздовж відливки виникають електромагнітні лено, що пропущення по розплаву у здовж відливсили та електромагнітний тиск притягання, який ки постійного струму величиною I=(4-5) 104F, А, є діє по всьому об'єму, що забезпечує відсутність оптимальним. Використання пропонованого спораковин і пор, підвищення щільності та механічних собу в порівнянні з існуючими забезпечує наступні властивостей деталей. переваги: Пропонований винахід заснований на ефекти- використання пінч-ефекту для випливання вному способі зближення атомів металу за рахугазів з розплаву відливок, зближення атомів на нок електромагнітного притягання, створюваного міжатомну відстань і виникнення електромагнітних шляхом пропущення по розплаву у здовж відливки сил зв'язків; постійного струму в залежності від площі попереч- відсутність раковин і пор, підвищення щільної сечі. ності відливок під дією об'ємних електромагнітних Отже, даний спосіб виявляє свої особливості сил і електромагнітного тиску притягнення; забезпечення виникнення сил електромагнітного - підвищення механічних властивостей відлипритягання між атомами по всій площі поперек вок за рахунок електромагнітних сил і електромагсічи та довжині відливки за певних умов, а саме, нітного тиску; при пропущенні по розплаву вздовж відливки пос- підвищення продуктивності, поліпшення якотійного струму, величину якого встановлюють засті і зниження собівартості виготовлення відливок. лежно від площі поперечної сечі деталі відповідно Упровадження пропонованого способу забездо виразу: печує відсутність раковин і пор, щільність і підвиI=(4-5) 104F, А, щення механічних властивостей відливок. де F - площа поперечної сечі, м2. 5 Спосіб 75481 6 Тимчасо- Відносне Ударна в'язвий опір, подовженкість, КДж/м2 МПа ня, % Відомий (прототип) Пропонований F=0,25м2 I=3,9 104F(9750A) I=5,1 104F(9750A) I=4 104F(9750A) I=5 104F(12500A) F=0,5м2 I=3,9 104F(19500A) I=5,1 104F(25500А) I=4 104F(20000A) I=5 104F(25000A) Пори 400 11 300 Раковини Пори 450 495 459 495 13 15 15 15 320 350 350 350 Раковини Немає раковин Немає раковин Немає раковин Пори Немає пор Немає пор Немає пор 450 495 495 495 13 15 15 15 320 350 350 350 Раковини Немає раковин Немає раковин Немає раковин Пори Немає пор Немає пор Немає пор Джерела інформації: 1. Технология металлов / Б.В. Кнорозов, Л.Ф. Усова, А.В. Третьяков и др. - М.: Металлургия, 1974. - 647с. Комп’ютерна верстка М. Клюкін Раковини 2. Материаловедение и технология металлов: Учебник для вузов / Г.К. Фетисов, М.Г. Кариман, В.М. Матюнин и др. - 2-е изд., испр. - М.: Высшая школа, 2002. - 638с. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of casting
Автори англійськоюBoiko Volodymyr Semenovych, Schetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Shebanyts Eduard Mykolaiovych, Schetynina Vira Ivanivna
Назва патенту російськоюСпособ литья
Автори російськоюБойко Владимир Семенович, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Шебаниц Эдуард Николаевич, Щетинина Вера Ивановна
МПК / Мітки
МПК: B22D 27/02
Код посилання
<a href="https://ua.patents.su/3-75481-sposib-littya.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття</a>
Прес-форма для лиття під тиском полімерів
Номер патенту: 37745
Опубліковано: 15.05.2001
Автори: Злотенко Борис Миколайович, Костенко Петро Миколайович, Бурмістенков Олександр Петрович
МПК: B29C 45/26
Мітки: тиском, лиття, полімерів, прес-форма
Текст:
...по трапляє у перепускний литниковий канал 4, після чого датчик 9 стану розплаву дає команду па ЕОМ, яка керує через виконавчий механізм 10 частотою обертання черв'яка засобу для дроселювання 5 потоку полімеру, що забезпечує перетік розплаву полімеру в рециркуляційний канал 6 із необхідними об'ємними витратами розплаву, що забезпечує вирівнювання тиску розплаву по всій довжині виробу, що відливається, після чого надлишок розплаву...
Спосіб відцентрового лиття порожнистих заготівок
Номер патенту: 58293
Опубліковано: 15.07.2003
Автори: Іванова Ліна Олександрівна, Малих Сергій Вікторович, Хохряков Андрій Леонідович
МПК: B22D 13/02
Мітки: заготівок, відцентрового, порожнистих, спосіб, лиття
Формула / Реферат:
1. Спосіб відцентрового лиття, який включає футерування виливниці, яка обертається, та заливку металу, який відрізняється тим, що футерування виливниці проводять металевим піском при швидкості обертання виливниці, яку вона одержує перед заливкою металу.2. Спосіб за п. 1, який відрізняється тим, що футерівку додатково покривають дисперсним неметалевим матеріалом, який стає міцним у період заливки металу.
Теплоізоляційна суміш для металевих форм відцентрового лиття чавунних відливок з вертикальною віссю обертання
Номер патенту: 42965
Опубліковано: 15.11.2001
Автор: Вощенко Олександр Іванович
МПК: B22D 13/10, B22D 7/10
Мітки: металевих, теплоізоляційна, форм, вертикальною, віссю, відливок, відцентрового, обертання, лиття, чавунних, суміш
Формула / Реферат:
Теплоізоляційна суміш для металевих форм відцентрового лиття чавунних відливок з вертикальною віссю обертання, яка включає вогнетривкий матеріал на основі мулітокорундової маси, яка відрізняється тим, що вона містить додатково шліфпорошок та ортофосфорну кислоту при такому співвідношенні інгредієнтів: вага % мулітокорундова маса 85-90 шліфпорошок ...
Електронно-променева установка для відцентрового лиття
Номер патенту: 48686
Опубліковано: 15.08.2002
Автори: Мірошниченко Володимир Іванович, Матвієць Євген Олександрович, Аникін Юрій Пилипович, Левицький Микола Іванович
МПК: B22D 13/04
Мітки: лиття, установка, відцентрового, електронно-променева
Формула / Реферат:
1. Електронно-променева установка для відцентрового лиття, що містить плавильний тигель, розміщений в плавильній камері, та відцентровий пристрій із змонтованою ливарною формою, яка відрізняється тим, що форма розміщена горизонтально.2. Установка за п. 1, яка відрізняється тим, що відцентровий пристрій монтується безпосередньо в плавильній камері, де форма нагрівається до температури 180-200°С, що сприяє кращому її заповненню розплавом...
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Хохенбіхлер Геральд, Пеллісетті Стефано, Шертлер Армін
МПК: B22D 11/20, B22D 11/128, B22D 11/06
Мітки: роботи, смуги, спосіб, даної, лиття, установка, тонкої, безперервного, установки
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Попередній патент: Спосіб визначення придатності виноматеріалів для виробництва ігристих вин
Наступний патент: Борона дискова
Випадковий патент: Глибинний анодний заземлювач