Спосіб гнуття довгомірних виробів
Номер патенту: 76666
Опубліковано: 15.08.2006
Автори: Свистунов Микола Васильович, Стоян Сергій Леонідович, Єрмолаєв Геннадій Володимирович, Мяльніца Георгій Пилипович, Жучинський Леонід Андрійович
Формула / Реферат
1. Спосіб гнуття довгомірних виробів, що включає циклічно послідовну подачу і гнуття елементарних ділянок початкової частини заготовки, наступне гнуття при погоджених і програмованих переміщеннях згинаючого елемента, який відрізняється тим, що перед подачею на згинаючі елементи ділянку заготовки нагрівають до пластичного стану, а потім після гнуття на згинаючих елементах форму виробу фіксують у кондукторі, залишаючи в ньому заготовку до повного охолодження.
2. Спосіб за п. 1, який відрізняється тим, що гнуття здійснюють з утворенням місця стику початкової і кінцевої крайок заготовки, які залишають обтиснутими під згинаючими елементами до повного охолодження заготовки.
3. Спосіб за п. 1, який відрізняється тим, що нагрів заготовки здійснюють струмами високої частоти на ділянці перед згинаючими елементами.
Текст
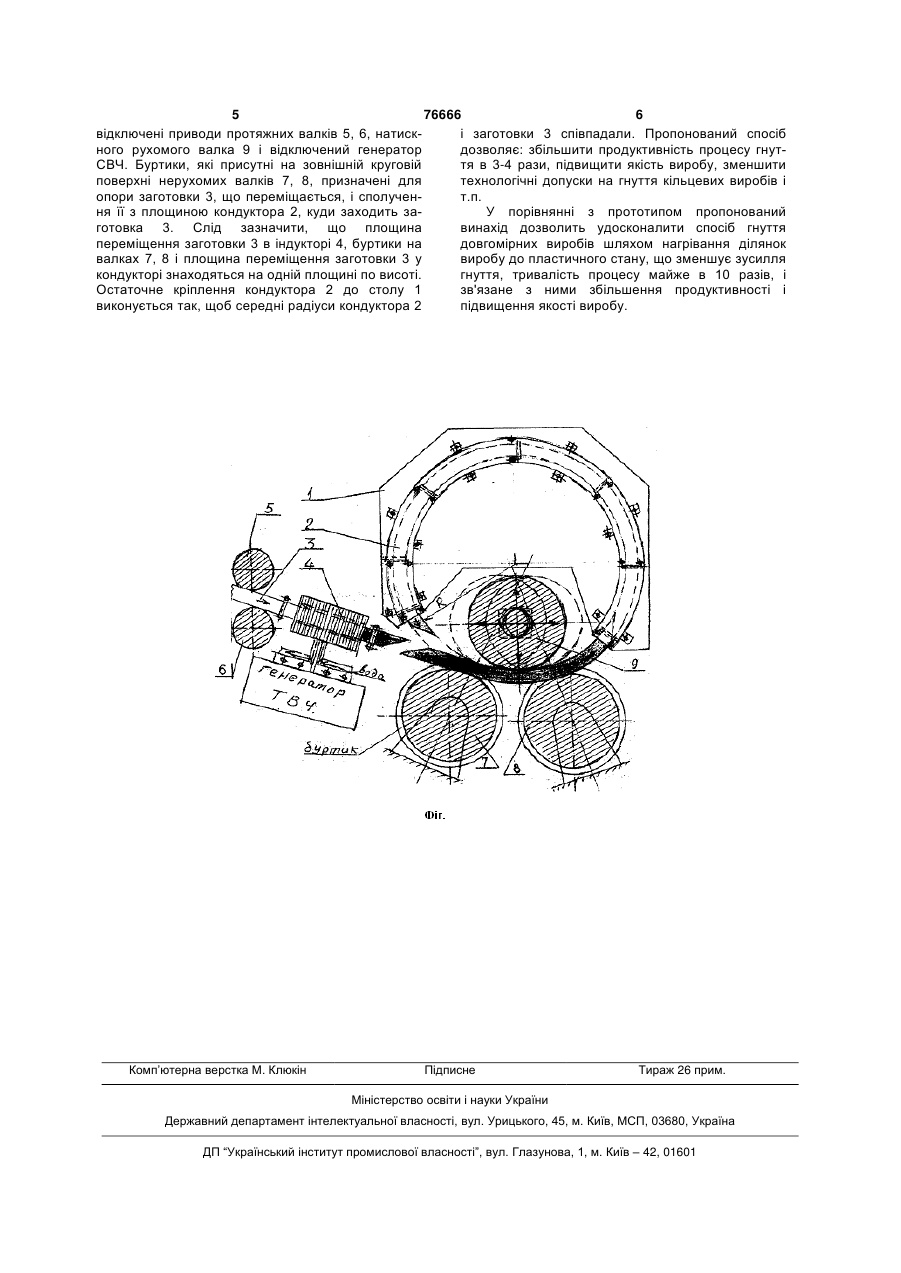
1. Спосіб гнуття довгомірних виробів, що включає циклічно послідовну подачу і гнуття еле C2 2 (19) 1 3 76666 4 великим перетином і знижує продуктивність пропо всьому периметру. Глибина проникнення струцесу гнуття. му в сталь зростає при нагріванні в 8-10 разів. В основу винаходу поставлено задачу удоскоЗначення її при Т=800°С для сталі 45 дорівнює 22налення способу гнуття довгомірних виробів, у 70мм при частоті струму f=500-1000Гц [Слухоцкий якому нагрів ділянок виробу до пластичного стану А.Е., Рыскин С.Е. Индукторы для индукционного дозволяє зменшити, майже в 10 разів, зусилля нагрева. - Ленинградское отделение: Энергия, гнуття виробів і тривалість гнуття, а значить 1974р., с. 13]. збільшити продуктивність процесу гнуття, Гаряче гнуття застосовують у виняткових виполіпшити при цьому якість виробу. падках, коли відсутнє гнучке устаткування для хоПоставлена задача вирішується тим, що в лодного гнуття деталей із заготовок великого песпособі гнуття довгомірних виробів, що включає ретину. При виготовленні деталей кільцевої циклічно послідовну подачу і гнуття його елеменформи необхідно підгинати крайки брусків. тарних ділянок початкової частини, наступне гнутПідгинають на трьохвалкових машинах шляхом тя при погоджених і програмованих переміщеннях переміщення валків (валка). Гнуття можна робити згинаючого елементу, який відрізняється тим, що на установці, аналогічно наведеній в описі до [а.с. перед подачею на згинаючі елементи заготовку СССР №2207210]. Установка для гнуття піддають нагріванню до пластичного стану, а потім довгомірних виробів (див. рисунок) містить після гнуття на гнучких елементах форму виробу наступні елементи: 1 - стіл; 2 - кондуктор, установфіксують у кондукторі. Місце стику початкової і лений на столі 1 і з'єднаний з ним; 3 - заготовка, з кінцевої крайок заготовки залишають обтиснутими якої згинається кільце; 4 - індуктор, крізь який прогнучкими елементами до повного охолодження пускають та нагрівають заготовку 3 перед подачею заготовки. Нагрівання заготовки здійснюють струна гнучкі елементи 7, 8 і 9; 5, 6 - протяжні валки, мами високої частоти. які подають заготовку 3 крізь нагріваючий індуктор Нагрівання заготовки до пластичного стану 4 до гнучких елементів 7, 8 та 9 і далі в кондуктор зменшує також майже в 10 разів модуль 2; 7, 8 - нерухомі гнучкі елементи; 9 - рухливий нормальної пружності металу, границі текучості і натискний керований гнучкий елемент (валок). міцності сталі, з якої згинається виріб, а наскрізне Спосіб гнуття здійснюють так. Заготовку кільця нагрівання перетину заготовки до зазначеної тем3 заводять у протяжні валки 5, 6, які проштовхують ператури зменшує слой металу, у якому маються її через індуктор 4 до згинаючих валків 7, 8 і рухозусилля пруження при гнутті, що підвищує точність мого - 9. Проходячи через індуктор 4, заготовка 3 гнуття кільця, зменшує технологічні допуски вигонагрівається струмами високої (підвищеної) частотовлення виробу. Нагрівання ділянок до пластичти на всю товщину бруса до пластичного стану, до ного стану металу зменшує майже в 10 разів зутемператури 800-950°С. Рухомий натискний валок силля гнуття виробів, тривалість гнуття, а значить 9 підключений до технічного комп'ютера, що задає дозволяє збільшити продуктивність процесу гнуття програмне переміщення натискного валка 9 для і поліпшити при цьому якість виробу. одержання заданого радіуса заготовки кільця, що На завершальному етапі гнуття місце стику згинається. Початкову крайку заготовки 3 початкової і кінцевої крайок заготовки обжимають підводять до нерухомого валке. 8, підгинають валзгинаючими елементами й у такому стані залишаком 9 до заданого радіуса кільця і подають у конють до повного охолодження заготовки. Це дуктор 2. Після цього валок 9 повертають назад, пов'язано з фіксацією крайок, що утворять стик опускаючи на заданий прогин f (мм). На цьому деталі, з дотриманням площинності кільця і зі закінчується початок циклу. Далі заготовка 3 зникненням зусиль пруження, що маються в серепереміщується між трьома валками 7, 8 і 9, що динному слою перетину кільця після повного охопроштовхується протяжними валками 5, 6. Процес лодження. Те ж призначення має і кондуктор, що нагрівання бруса і гнуття його виконують безупинфіксує форму кільця, яке знаходиться в ньому до но, тобто нагрівання і переміщення вигнутої загоповного охолодження. товки в кондукторі 2 проводять доти, поки початЯк приклад наведено заготовку кільцевого викова крайка заготовки 3 не обійде по кондуктору 2 робу, що згинають зі сталевого прямолінійного на 360°. При цьому зусилля валка майже в 10 раз бруса, перетином 240х100мм, радіус кільця менше в порівнянні з холодним гнуттям. 1600мм. Процес гнуття заснований на способі Наприкінці циклу гнуття при підході початкової безперервно-послідовного нагрівання. Нагрівати крайки до валка 7 натискним валком 9 згинають брус зазначеного перетину можливо ацетиленокінцеву крайку до зіткнення її з початковою крайкисневим джерелом, газовим (пропан-бутаном), кою. У такому стані, тобто в притиснутому стані, електричним (спіральним чи пропущенням струму залишають валок 9 до повного охолодження великої сили через брус). Однак зазначені джерекільця, що знаходиться в кондукторі 2. Після охола нагрівання мало ефективні, особливо при лодження кільця, що знаходиться у кондукторі 2, нагріванні сталевого бруса до пластичного стану відводять натискний валок 9, демонтують верхню (наскрізне нагрівання всього перетину до темперакришку кондуктора 2, виймають готове кільце і тур 800-950°С). Самим високопродуктивним і далі подають його на електрозварювання стику. могутнім джерелом енергії для нагрівання заготовКрайки заготовки обрізані під кутом 45°, (див. рики варто вважати індукційне нагрівання струмами сунок) заготовка (довжина) виконана в чистий високої частоти. Тому для наскрізного нагрівання розмір, виходячи з діаметра кільця, що згинається. треба застосовувати машинний генератор з частоКондуктор 2 дозволяє одержати кільце в межах тою струму f=1000Гц, потужністю 250-500кВт, розтехнологічних допусків, фіксуючи форму кільця. рахувати спеціальний індуктор з магнитопроводом Процес гнуття вважається закінченим, коли 5 76666 6 відключені приводи протяжних валків 5, 6, натискі заготовки 3 співпадали. Пропонований спосіб ного рухомого валка 9 і відключений генератор дозволяє: збільшити продуктивність процесу гнутСВЧ. Буртики, які присутні на зовнішній круговій тя в 3-4 рази, підвищити якість виробу, зменшити поверхні нерухомих валків 7, 8, призначені для технологічні допуски на гнуття кільцевих виробів і опори заготовки 3, що переміщається, і сполучент.п. ня її з площиною кондуктора 2, куди заходить заУ порівнянні з прототипом пропонований готовка 3. Слід зазначити, що площина винахід дозволить удосконалити спосіб гнуття переміщення заготовки 3 в індукторі 4, буртики на довгомірних виробів шляхом нагрівання ділянок валках 7, 8 і площина переміщення заготовки 3 у виробу до пластичного стану, що зменшує зусилля кондукторі знаходяться на одній площині по висоті. гнуття, тривалість процесу майже в 10 разів, і Остаточне кріплення кондуктора 2 до столу 1 зв'язане з ними збільшення продуктивності і виконується так, щоб середні радіуси кондуктора 2 підвищення якості виробу. Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of bending of lengthy articles
Автори англійськоюZhuchynskyi Leonid Andriiovych, Yermolaiev Hennadii Volodymyrovych, Svystunov Mykola Vasyliovych, Mialnitsa Heorhii Pylypovych, Stoian Serhii Leonidovych
Назва патенту російськоюСпособ гнутья длинномерных изделий
Автори російськоюЖучинский Леонид Андреевич, Ермолаев Геннадий Владимирович, Свистунов Николай Васильевич, Мяльница Георгий Филиппович, Стоян Сергей Леонидович
МПК / Мітки
МПК: B21D 11/00, B21D 7/00, B21D 11/02, B21D 9/00
Мітки: довгомірних, спосіб, гнуття, виробів
Код посилання
<a href="https://ua.patents.su/3-76666-sposib-gnuttya-dovgomirnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб гнуття довгомірних виробів</a>
Пристрій для охолодження довгомірних виробів
Номер патенту: 6595
Опубліковано: 16.05.2005
Автори: Мікульонок Ігор Олегович, Микитенко Леся Павлівна
МПК: B29C 35/00, B29C 47/88
Мітки: довгомірних, виробів, пристрій, охолодження
Формула / Реферат:
Пристрій для охолодження довгомірних виробів, що містить корпус з патрубком для підводу рідкого холодоагенту та торцевими карманами, сполученими з магістраллю для його відводу, а також змонтовану в корпусі трубу з поздовжньо розташованими перфорованими ділянками для виходу рідкого холодоагенту, який відрізняється тим, що між перфорованими ділянками у трубі виконано наскрізні отвори, сполучені з магістраллю для відводу рідкого...
Пристрій для охолодження довгомірних гнучких виробів

Номер патенту: 1324
Опубліковано: 15.07.2002
Автори: Доценко Ігор Миколайович, Мікульонок Ігор Олегович
МПК: B29C 35/00
Мітки: довгомірних, охолодження, пристрій, гнучких, виробів
Формула / Реферат:
Пристрій для охолодження довгомірних гнучких виробів, що містить заповнювану рідким холодоагентом горизонтальну ванну зі змонтованими в ній напрямними роликами, встановленими з можливістю вертикального переміщення, який відрізняється тим, що напрямні ролики встановлено з можливістю вертикального переміщення незалежно один від одного.
Спосіб отримання об’ємних довгомірних складнопрофільних виробів
Номер патенту: 9309
Опубліковано: 15.09.2005
Автори: Кондратов Віктор Миколайович, Буханов Олександр Маркович, Станкевич Володимир Васильович, Носовський Ігор Юрійович
МПК: B23C 3/00, B23D 79/00
Мітки: отримання, виробів, об'ємних, довгомірних, спосіб, складнопрофільних
Формула / Реферат:
1. Спосіб отримання об'ємних довгомірних складнопрофільних виробів, що передбачає базування заготовки на базовій площадці, її фіксування, застосування різального інструмента з різальною кромкою, яка за формою відповідає поверхні деталі, що виготовляється, переміщення різального інструмента вздовж заготовки, який відрізняється тим, що спочатку на поверхні заготовки виконують паз, потім заготовку базують на плиті з застосуванням як поверхонь...
Спосіб отримання об’ємних складнопрофільних довгомірних виробів
Номер патенту: 13045
Опубліковано: 15.03.2006
Автори: Макарущенко Андрій Миколайович, Буханов Олександр Маркович, Кондратов Віктор Миколайович, Носовський Ігор Юрійович
МПК: B23D 79/00, B23C 3/00
Мітки: складнопрофільних, об'ємних, довгомірних, спосіб, отримання, виробів
Формула / Реферат:
1. Спосіб отримання об'ємних складнопрофільних довгомірних виробів, який передбачає базування заготовки на базовій площадці, її фіксування, застосування різального інструмента з різальною кромкою, яка за формою відповідає поверхні деталі, яка виготовляється, переміщення різального інструмента вздовж заготовки, який відрізняється тим, що базують заготовку на плиті з профілем поверхні базування, наближеним до профілю однієї з бічних сторін...
Установка для вулканізації великогабаритних довгомірних виробів
Номер патенту: 64428
Опубліковано: 16.02.2004
Автори: Литовченко Петро Григорович, Ланіна Тетяна Федорівна, Свентицька Людмила Павлівна
МПК: B29C 43/02
Мітки: виробів, вулканізації, довгомірних, великогабаритних, установка
Формула / Реферат:
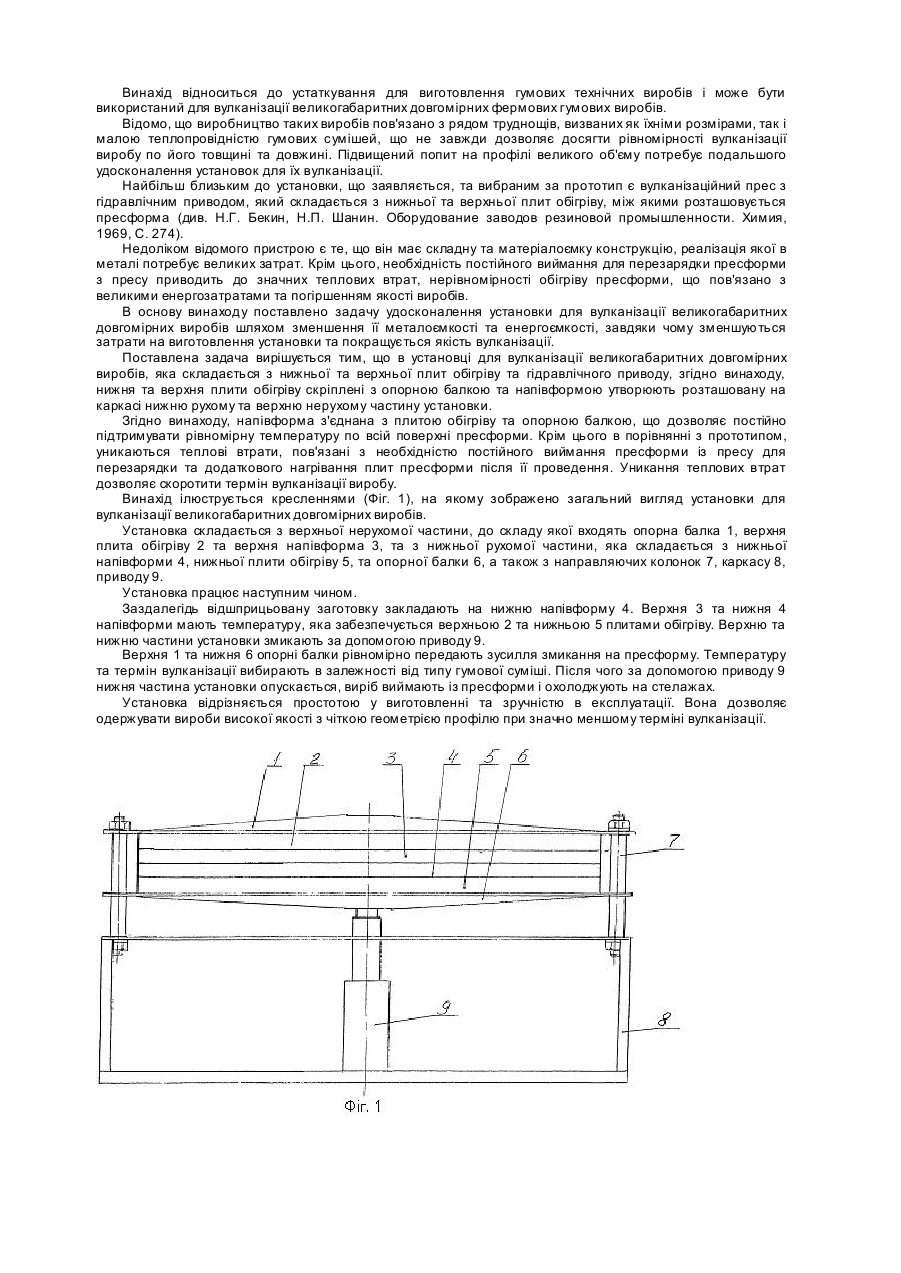
Установка для вулканізації великогабаритних довгомірних виробів, що складається з нижньої та верхньої плит обігріву та гідравлічного приводу, яка відрізняється тим, що нижня та верхня плити обігріву, скріплені з опорною балкою та півформою, утворюють розташовану на каркасі нижню рухому та верхню нерухому частини установки.