Спосіб утеплення чавуну в чавуновізних ковшах для виливання виливниць
Номер патенту: 77376
Опубліковано: 15.11.2006
Автори: Мастицький Анатолій Іванович, Кармазін Василь Федорович, Кирильченко Петро Миколайович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Власов Валерій Олександрович, Гонда Євгеній Михайлович, Степаненко Олександр Миколайович, Ванін Сергій Миколайович
Формула / Реферат
Спосіб утеплення чавуну в чавуновізних ковшах для виливання виливниць, що включає введення в ківш відходів виробництва вторинного алюмінію окремими порціями по 0,2-0,7 кг на тонну чавуну при наповненні ковша чавуном на 1/5-3/4 його висоти, який відрізняється тим, що введення відходів додатково здійснюють на дно ковша і на дзеркало чавуну в ковші після його наповнення, причому витрату відходів на дно ковша встановлюють рівною 0,05-0,3, а на дзеркало чавуну 0,1-0,2 від загальної їхньої витрати на утеплення чавуну в ковші.
Текст
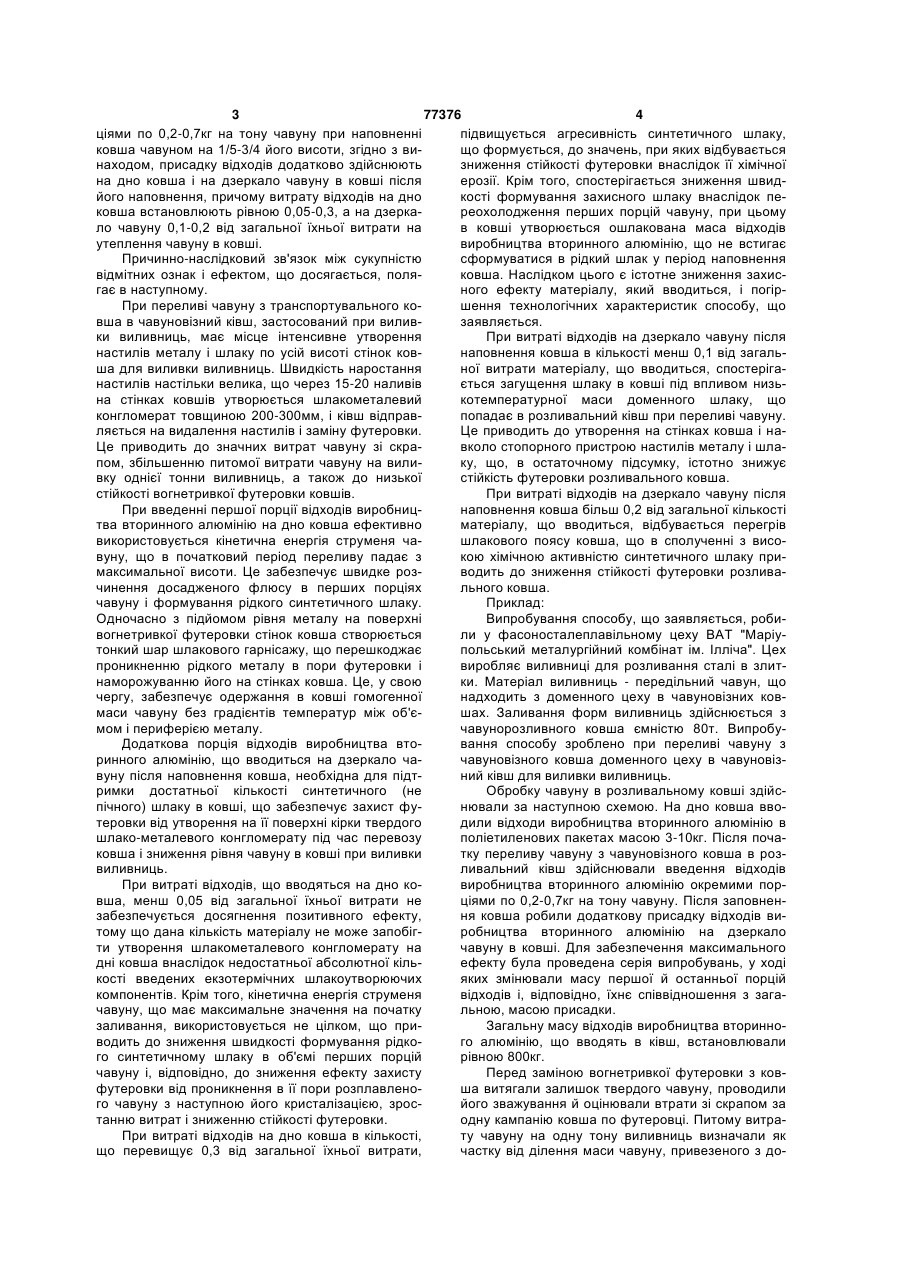
Спосіб утеплення чавуну в чавуновізних ковшах для виливання виливниць, що включає введення в ківш відходів виробництва вторинного алюмінію окремими порціями по 0,2-0,7кг на тонну чавуну при наповненні ковша чавуном на 1/5-3/4 його висоти, який відрізняється тим, що введення відходів додатково здійснюють на дно ковша і на дзеркало чавуну в ковші після його наповнення, причому витрату відходів на дно ковша встановлюють рівною 0,05-0,3, а на дзеркало чавуну 0,10,2 від загальної їхньої витрати на утеплення чавуну в ковші. Винахід відноситься до чорної металургії, зокрема, до способів утеплення чавуну в чавуновізних ковшах. Відомий спосіб утеплення чавуну в чавуновізних ковшах при випуску з доменної печі, що включає введення в ківш відходів виробництва вторинного алюмінію окремими порціями при наповненні ковша на (1/5-1/3)-(1/2-3/4) його висоти, причому витрату відходів у першій порції встановлюють рівною 0,1-0,5 від загальної кількості введеного в ківш матеріалу (Патент на винахід №71680, С21В5/04, 15.12.2004, бюл. №12). Недоліком відомого способу є пізнє введення матеріалу, який утеплює; в ківш, що приводить до інтенсивного утворення настилів металу і шлаку в нижній частині і на стінках ковша, передчасному виходові ковша з ладу, збільшенню втрат чавуну зі скрапом, підвищенню собівартості виробленої продукції. Найбільш близьким до способу що заявляється, по технічній сутності й ефектові, що досягається, є спосіб утеплення чавуну в чавуновізних ковшах при випуску з доменної печі, що включає введення відходів виробництва вторинного алюмі нію при наповненні ковша на (1/5-1/3)-(1/2-3/4) його висоти, причому введення здійснюють окремими порціями по 0,2-0,7кг/т чавуну (Деклараційний патент на винахід №54689А, С21С5/54, 17.03.2003, бюл.№3). Недоліком відомого способу також є пізнє введення матеріалу, який утеплює, в ківш, що приводить до інтенсивного утворення настилів металу і шлаку в нижній частині і на стінках ковша, передчасному виходові ковша з ладу, збільшенню втрат чавуну зі скрапом, підвищенню собівартості виробленої продукції, причому регламентація кількості матеріалу в окремій порції неефективна внаслідок того, що до моменту її введення в ківш шлакометалевий конгломерат у нижній частині ковша вже сформувався. Метою винаходу є зменшення питомої витрати чавуну на виливку виливниць за рахунок зниження втрат чавуну зі скрапом, а також зменшення питомої витрати ківшевих вогнетривів за рахунок збільшення кампанії ковшів по кількості наливів. Поставлена мета досягається тим, що по способу утеплення чавуну в чавуновізних ковшах для виливки виливниць, що включає введення відходів виробництва вторинного алюмінію окремими пор (19) UA (11) 77376 (13) C2 (21) a200605602 (22) 22.05.2006 (24) 15.11.2006 (46) 15.11.2006, Бюл. №11, 2006р. (72) Бойко Володимир Семенович, Кліманчук Владислав Владиславович, Кірільченко Петро Миколайович, Власов Валерій Олександрович, Гонда Євгеній Михайлович, Кармазін Василь Федорович, Ванін Сергій Миколайович, Мастицький Анатолій Іванович, Степаненко Олександр Миколайович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМЕНІ ІЛЛІЧА" (56) UA 75156 C2, 15.03.2006 UA 61130 C2, 17.11.2003 SU 602298 A1, 15.04.1978 RU 2061761 C1, 10.06.1996 3 77376 4 ціями по 0,2-0,7кг на тону чавуну при наповненні підвищується агресивність синтетичного шлаку, ковша чавуном на 1/5-3/4 його висоти, згідно з вищо формується, до значень, при яких відбувається находом, присадку відходів додатково здійснюють зниження стійкості футеровки внаслідок її хімічної на дно ковша і на дзеркало чавуну в ковші після ерозії. Крім того, спостерігається зниження швидйого наповнення, причому витрату відходів на дно кості формування захисного шлаку внаслідок пековша встановлюють рівною 0,05-0,3, а на дзеркареохолодження перших порцій чавуну, при цьому ло чавуну 0,1-0,2 від загальної їхньої витрати на в ковші утворюється ошлакована маса відходів утеплення чавуну в ковші. виробництва вторинного алюмінію, що не встигає Причинно-наслідковий зв'язок між сукупністю сформуватися в рідкий шлак у період наповнення відмітних ознак і ефектом, що досягається, поляковша. Наслідком цього є істотне зниження захисгає в наступному. ного ефекту матеріалу, який вводиться, і погірПри переливі чавуну з транспортувального кошення технологічних характеристик способу, що вша в чавуновізний ківш, застосований при виливзаявляється. ки виливниць, має місце інтенсивне утворення При витраті відходів на дзеркало чавуну після настилів металу і шлаку по усій висоті стінок ковнаповнення ковша в кількості менш 0,1 від загальша для виливки виливниць. Швидкість наростання ної витрати матеріалу, що вводиться, спостеріганастилів настільки велика, що через 15-20 наливів ється загущення шлаку в ковші під впливом низьна стінках ковшів утворюється шлакометалевий котемпературної маси доменного шлаку, що конгломерат товщиною 200-300мм, і ківш відправпопадає в розливальний ківш при переливі чавуну. ляється на видалення настилів і заміну футеровки. Це приводить до утворення на стінках ковша і наЦе приводить до значних витрат чавуну зі скравколо стопорного пристрою настилів металу і шлапом, збільшенню питомої витрати чавуну на вилику, що, в остаточному підсумку, істотно знижує вку однієї тонни виливниць, а також до низької стійкість футеровки розливального ковша. стійкості вогнетривкої футеровки ковшів. При витраті відходів на дзеркало чавуну після При введенні першої порції відходів виробницнаповнення ковша більш 0,2 від загальної кількості тва вторинного алюмінію на дно ковша ефективно матеріалу, що вводиться, відбувається перегрів використовується кінетична енергія струменя чашлакового поясу ковша, що в сполученні з висовуну, що в початковий період переливу падає з кою хімічною активністю синтетичного шлаку примаксимальної висоти. Це забезпечує швидке розводить до зниження стійкості футеровки розливачинення досадженого флюсу в перших порціях льного ковша. чавуну і формування рідкого синтетичного шлаку. Приклад: Одночасно з підйомом рівня металу на поверхні Випробування способу, що заявляється, робивогнетривкої футеровки стінок ковша створюється ли у фасоносталеплавільному цеху ВАТ "Маріутонкий шар шлакового гарнісажу, що перешкоджає польський металургійний комбінат ім. Ілліча". Цех проникненню рідкого металу в пори футеровки і виробляє виливниці для розливання сталі в злитнаморожуванню його на стінках ковша. Це, у свою ки. Матеріал виливниць - передільний чавун, що чергу, забезпечує одержання в ковші гомогенної надходить з доменного цеху в чавуновізних ковмаси чавуну без градієнтів температур між об'єшах. Заливання форм виливниць здійснюється з мом і периферією металу. чавунорозливного ковша ємністю 80т. ВипробуДодаткова порція відходів виробництва втовання способу зроблено при переливі чавуну з ринного алюмінію, що вводиться на дзеркало чачавуновізного ковша доменного цеху в чавуновізвуну після наповнення ковша, необхідна для підтний ківш для виливки виливниць. римки достатньої кількості синтетичного (не Обробку чавуну в розливальному ковші здійспічного) шлаку в ковші, що забезпечує захист фунювали за наступною схемою. На дно ковша ввотеровки від утворення на її поверхні кірки твердого дили відходи виробництва вторинного алюмінію в шлако-металевого конгломерату під час перевозу поліетиленових пакетах масою 3-10кг. Після почаковша і зниження рівня чавуну в ковші при виливки тку переливу чавуну з чавуновізного ковша в розвиливниць. ливальний ківш здійснювали введення відходів При витраті відходів, що вводяться на дно ковиробництва вторинного алюмінію окремими порвша, менш 0,05 від загальної їхньої витрати не ціями по 0,2-0,7кг на тону чавуну. Після заповнензабезпечується досягнення позитивного ефекту, ня ковша робили додаткову присадку відходів витому що дана кількість матеріалу не може запобігробництва вторинного алюмінію на дзеркало ти утворення шлакометалевого конгломерату на чавуну в ковші. Для забезпечення максимального дні ковша внаслідок недостатньої абсолютної кільефекту була проведена серія випробувань, у ході кості введених екзотермічних шлакоутворюючих яких змінювали масу першої й останньої порцій компонентів. Крім того, кінетична енергія струменя відходів і, відповідно, їхнє співвідношення з загачавуну, що має максимальне значення на початку льною, масою присадки. заливання, використовується не цілком, що приЗагальну масу відходів виробництва вторинноводить до зниження швидкості формування рідкого алюмінію, що вводять в ківш, встановлювали го синтетичному шлаку в об'ємі перших порцій рівною 800кг. чавуну і, відповідно, до зниження ефекту захисту Перед заміною вогнетривкої футеровки з ковфутеровки від проникнення в її пори розплавленоша витягали залишок твердого чавуну, проводили го чавуну з наступною його кристалізацією, зросйого зважування й оцінювали втрати зі скрапом за танню витрат і зниженню стійкості футеровки. одну кампанію ковша по футеровці. Питому витраПри витраті відходів на дно ковша в кількості, ту чавуну на одну тону виливниць визначали як що перевищує 0,3 від загальної їхньої витрати, частку від ділення маси чавуну, привезеного з до 5 77376 6 менного цеху, на масу відлитих виливниць. одну кампанію ковша по футеровці. Витрата вогнетривів на ремонт футеровки одРезультати дослідно-промислового випробуного ковша складає 20т. Питому витрату вогнетривання способу, що заявляється, приведені в табвів визначали як частку від ділення маси футеровлицях 1 ,2 і 3. ки одного ковша на масу виливниць, відлитих за Таблиця 1 Питома витрата чавуну на виливку 1т виливниць (т/т) і кількість наливів до заміни вогнетривкої футеровки ковша (кампанія ковша по наливах) Кількість відходів, що вводяться на дно ковша (частка від загальної кількості) 0,04 0,05 0,2 0,3 0,35 Прототип Кількість відходів, що вводяться на дзеркало чавуну після наповнення ковша (частка від загальної кількості) 0,05 0,1 0,15 0,2 0,3 1,012/20 1,014/21 1,009/22 1,009/21 1,015/20 1,011/21 1,002/42 1,003/46 1,002/45 1,012/22 1,013/22 1,003/44 1,001/45 1,002/44 1,014/24 1,015/23 1,001/43 1,003/44 1,001/45 1,015/24 1,018/21 1,012/22 1,011/22 1,012/24 1,014/20 1,019/20 Таблиця 2 Маса скрапу, що залишається в ковші перед заміною футеровки, т Кількість відходів, що вводяться на дно ковша (частка від загальної кількості) 0,04 0,05 0,2 0,3 0,35 Прототип Кількість відходів, що вводяться на дзеркало чавуну після наповнення ковша (частка від загальної кількості) 0,05 0,1 0,15 0,2 0,3 19,20 23,52 15,84 15,12 24,00 18,48 6,72 11,04 7,20 21,12 22,88 10,56 3,6 7,04 26,88 27,60 3,44 10,56 3,60 28,80 30,24 21,12 19,36 23,04 22,40 30,40 Таблиця 3 Питома витрата ковшових вогнетривів, кг/т виливниць Кількість відходів, що вводяться на дно ковша (частка від загальної кількості) 0,04 0,05 0,2 0,3 0,35 Прототип Кількість відходів, що вводяться на дзеркало чавуну після наповнення ковша (частка від загальної кількості) 0,05 0,1 0,15 0,2 0,3 12,65 12,07 11,47 12,01 12,69 12,04 5,96 5,45 5,57 11,5 11,51 5,70 5,56 5,69 10,56 10,03 5,82 5,70 5,56 10,57 12,12 11,5 11,49 10,54 12,67 12,74 Аналіз приведених у таблицях даних показує, що реалізація пропонованого способу при значеннях режимних параметрів, що заявляються, забезпечує значне зменшення питомої витрати Комп’ютерна верстка О. Гапоненко чавуну на виливку виливниць за рахунок зниження витрат чавуну зі скрапом, а зменшення питомої витрати ківшевих вогнетривів за рахунок збільшення кампанії ковшів по кількості наливів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of warming cast iron in the hot-metal transfer ladles for pouring of moulds
Автори англійськоюBoiko Volodymyr Semenovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Kirilchenko Petro Mykolaiovych, Vlasov Valerii Oleksandrovych, Karmazin Vasyl Fedorovych, Mastytskyi Anatolii Ivanovych, Stepanenko Oleksandr Mykolaiovych
Назва патенту російськоюСпособ утепления чугуна в чугуновозных ковшах для выливания изложниц
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Власов Валерий Александрович, Кармазин Василий Федорович, Мастицкий Анатолий Иванович, Степаненко Александр Николаевич
МПК / Мітки
МПК: C21C 5/54, C21B 3/06, B22D 1/00
Мітки: виливання, ковшах, чавуну, чавуновізних, спосіб, виливниць, утеплення
Код посилання
<a href="https://ua.patents.su/3-77376-sposib-uteplennya-chavunu-v-chavunoviznikh-kovshakh-dlya-vilivannya-vilivnic.html" target="_blank" rel="follow" title="База патентів України">Спосіб утеплення чавуну в чавуновізних ковшах для виливання виливниць</a>
Спосіб утеплення чавуну в чавуновізних ковшах
Номер патенту: 54689
Опубліковано: 17.03.2003
Автори: Івлев Валерій Павлович, Банних Євген Володимирович, Ковтун Костянтин Володимирович, Романов Віталій Анатолійович, Медведенко Валерій Іванович, Байструченко Олександр Савелійович, Крикунов Борис Петрович, Мастицький Анатолій Іванович
МПК: C21C 5/54
Мітки: чавуну, чавуновізних, утеплення, ковшах, спосіб
Формула / Реферат:
Спосіб утеплення чавуну в чавуновізних ковшах, що включає введення в ківш відходів виробництва вторинного алюмінію, який відрізняється тим, що введення відходів починають при наповненні ковша на 1/5-1/3 його висоти, а закінчують при наповненні ковша на 1/2-3/4 його висоти, причому введення відходів здійснюють окремими порціями по 0,2-0,7 кг на тонну чавуну в контейнерах з матеріалу, що має температуру плавлення, рівну 0,06-0,18 від...
Спосіб утеплення чавуну в чавуновізних ковшах при випуску з доменної печі
Номер патенту: 71680
Опубліковано: 15.12.2004
Автори: Мастицький Анатолій Іванович, Лещенко Єгор Миколайович, Малімон Олександр Афанасович, Бойко Володимир Семенович, Косолап Микола Володимирович, Климанчук Владислав Владиславович, Гладкий Павло Анатольович
МПК: B22D 7/10, C21C 5/54, C21B 5/04
Мітки: чавуну, печі, спосіб, утеплення, випуску, чавуновізних, доменної, ковшах
Формула / Реферат:
Спосіб утеплення чавуна в чавуповізлих ковшах при випуску з доменної печі, що включає введення в ківш відходів виробництва вторинного алюмінію окремими порціями по 0,2-0,7 кг па топну чавуна, починаючи введення при наповненні ковша на 1/5-1/3 його висоти і закінчуючи при наповненні ковша на 1/2-3/4 його висоти, який відрізняється тим, що першу порцію відходів виробництва вторинного алюмінію вводять на жолоб доменної печі, причому витрату...
Суміш для утеплення чавуну в чавуновізних ковшах
Номер патенту: 75156
Опубліковано: 15.03.2006
Автори: Бойко Володимир Семенович, Пефтієв Ігор Михайлович, Гладкий Павло Анатольович, Мастицький Анатолій Іванович, Косолап Микола Володимирович, Лук'яненко Ігор Анатольович, Климанчук Владислав Владиславович, Малімон Олександр Афанасович
Мітки: утеплення, ковшах, суміш, чавуну, чавуновізних
Формула / Реферат:
Суміш для утеплення чавуну в чавуновізних ковшах, що містить відходи виробництва вторинного алюмінію, який відрізняється тим, що суміш додатково містить відпрацьовану вуглецевмісну жолобну масу доменної печі при наступному співвідношенні компонентів, мас. %: відходи виробництва вторинного алюмінію 20-70 відпрацьована вуглецевмісна силікатна жолобна маса доменної печі ...
Спосіб виведення шлакових охолодей в чавуновізних ковшах

Номер патенту: 9664
Опубліковано: 16.04.2001
Автори: Ларіонов Андрій Євгенович, Потапов Валерій Миколайович, Ларіонов Євгеній Давідович, Потапов Микола Михайлович
МПК: B22D 43/00
Мітки: охолодей, виведення, ковшах, спосіб, шлакових, чавуновізних
Формула / Реферат:
Спосіб виведення шлакових охолодей у чавуновізних ковшах шляхом сколювання, який відрізняється тим, що до приймання чавуну в ківш футерівку розігрівають до температури 100-3000С, наносять на неї ізоляційний шар у вигляді вогнетривкої суміші з вуглецевого порошку фракції 0,04-3 мм та рідкого скла густиною 1,18 – 1,22 г/см3, у % відношенні у межах від 78:22 до 82:18, завтовшки 15-25мм, неспікливий з футерівкою ковша та шлаком.
Спосіб виробництва високоміцних виливниць
Номер патенту: 7235
Опубліковано: 15.06.2005
Автори: Бобровицький Віктор Іванович, Ковальов Анатолій Іванович, Крикунов Борис Петрович, Ануфрієв Олег Костянтинович, Лещинер Володимир Мусійович, Попов Валерій Євгенович, Складановський Євгеній Нікифорович, Медведенко Валерій Іванович
МПК: B22D 7/06
Мітки: виливниць, спосіб, виробництва, високоміцних
Формула / Реферат:
1. Спосіб виробництва високоміцних виливниць, що включає виплавку чавуну, переливання чавуну в чавуновізний ківш, обробку чавуну магнієм у чавуновозному ковші з витратою 1,6-2,0 кг/т чавуну, наступне переливання чавуну в розливний ківш і заливання ливарних форм, який відрізняється тим, що чавун виплавляють із вмістом фосфору, не більшим ніж 0,05 %, обробку чавуну магнієм у чавуновозному ковші ведуть зі швидкістю подачі магнію 40-120 г/с, у...
Попередній патент: Спосіб виплавки сталі в мартенівській печі
Випадковий патент: Упаковка для продукту, зокрема прального порошку