Лінія виробництва компактованих матеріалів у металевій оболонці
Номер патенту: 78122
Опубліковано: 15.02.2007
Автори: Шепель Віктор Данілович, Семенченко Петро Михайлович, Сидоров Сергій Михайлович, Корленштейн Мусій Еммануїлович, Івашина Володимир Володимирович, Оспіщев Олександр Андрійович, Тростянецький Олег Брониславович, Климанчук Владислав Владиславович, Гуленков Борис Вікторович, Писаренко Василь Вікторович, Синельніков Володимир Петрович
Формула / Реферат
1. Лінія виробництва компактованих матеріалів у металевій оболонці, яка містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, підготовчу, замкову, обтискну, калібрувальну кліті, частина з яких має електричний диференціальний привід, а формуючі ролики профільовані з переходом з ![]() профілю на півколо і повторне відновлення
профілю на півколо і повторне відновлення ![]() профілю, один або більше дозаторів зі стрічковим живильником, намотувальний пристрій, яка відрізняється тим, що формуючі ролики виконані з можливістю осьового та радіального пересування і з'єднані за допомогою здвоєних шарнірних муфт з електричними диференціальними приводами, які разом з намотувальним пристроєм підключені до перетворювача частоти з програмним контролером.
профілю, один або більше дозаторів зі стрічковим живильником, намотувальний пристрій, яка відрізняється тим, що формуючі ролики виконані з можливістю осьового та радіального пересування і з'єднані за допомогою здвоєних шарнірних муфт з електричними диференціальними приводами, які разом з намотувальним пристроєм підключені до перетворювача частоти з програмним контролером.
2. Лінія за п. 1, яка відрізняється тим, що кожен додатковий дозатор містить систему тестування, яка керує кількістю подаваного матеріалу в залежності від руху металевої оболонки.
Текст
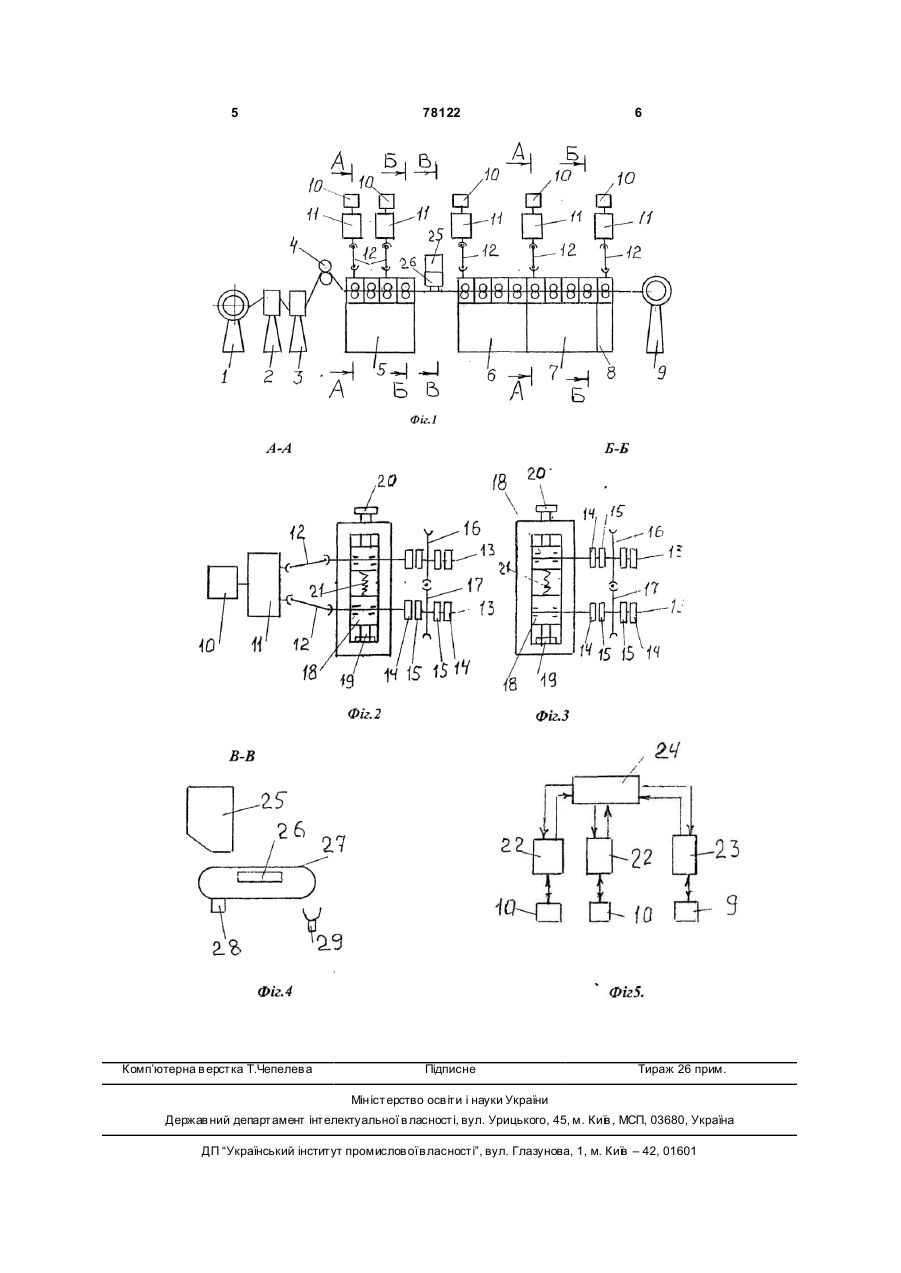
1. Лінія виробництва компактованих матеріалів у металевій оболонці, яка містить послідовно розташовані уздовж технологічної лінії протяган C2 2 (19) 1 3 78122 4 диференціальний привід, а (формуючи ролики Лінія виробництва компактованих матеріалів профільовані з переходом з ω-подібного профілю у металевій оболонці включає: послідовно розна півколо з гладкою поверхнею, що утворюється ташовані розмотувальний пристрій 1 (Фіг.1), комна останніх роликах підготовчої кліті, і повторне пенсатор 2 (Фіг.1), стикозварювальну машину 3 відновлювання ω-подібного профілю в обтискній (Фіг.1), напрямні ролики 4 (Фіг.1) і кліті формуюкліті на вхідних привідних роликах з округленим чого стану - підготовчу 5 (Фіг.1), замкову 6 (Фіг.1), трапецієподібним виступом на їх робочій поверхобтиску 7 (Фіг.1), калібровочну 8 (Фіг.1) та намоні, висота і основа якого не перевищує % діаметтувальний пристрій 9 (Фіг.1, 5). Електричний диру круглого перерізу готового виробу, одним або ференціальний привід складається з двигуну 10 більш дозаторами зі стрічковим живильником і (Фіг.1, 2, 5), диференціального редуктора 11 пристрій попереднього ущільнення порошку, а (Фіг.1, 2),обидва вала якого з'єднані з привідною також тягнучий, намотувальний пристрої з електкліттю за допомогою здвоєних шарнірних муфт ричними приводами. 12 (Фіг.1, 2). Кожна кліть, як привідна та і не приПри роботі відомого пристрою з безприводвідна, містять осі 13 (Фіг.2, 3) на яких за допомоними клітями питома сила натягу проволоки блигою гайок 14 (Фіг.2, 3) та контргайок 15 (Фіг.1, 3) зька до границі плинності матеріалу, це веде до закріплені формуючі ролики 16 та 17 (Фіг.2, 3). обриву її, а настроювання клітей і суміщення фоОсі 13 (Фіг.2, 3) встановлено у повзуни 18 (Фіг.2, рмуючих роликів потребує багато часу та впли3), які фіксуються гвинтами 19, 20 (Фіг.2, 3) і пруває на якість продукції. Використання дозаторів, жиною 21 (Фіг.2, 3). Двигуни 10 (Фіг.1, 2) привідякі заповнюють металеву оболонку порошковим них клітей і намотувального пристрою 9 (Фіг.1, 5) наповнювачем по об'єму при коливанні швидкості з’єднані електрично за допомогою перетворюваруху проволоки не забезпечує потрібної вагомої чів частоти 22, 23 (Фіг.5) з програмованим конткількості порошкового наповнювача на погонний ролером 24 (Фіг.5). Крім того, на лінії виробництметр. ва компактованих матеріалів у металевій В основу винаходу поставлено задачу удооболонці змонтовано один або декілька дозуючих сконалити лінію виробництва компактованих мапристроїв, що містять бункер 25 (Фіг.4), стрічкотеріалів у металевій оболонці. вий живильник 26 (Фіг.4) і систему тестування, Поставлена задача вирішується тим, що лінія яка складається з ваговимірювача 27 (Фіг.4) та виробництва компактованих матеріалі в у метадатчиків швидкості руху 28 і 29 (Фіг.4). левій оболонці яка містить послідовно розташоЛінія працює таким чином. вані уздовж технологічної лінії протягання розмоПопередньо рулонну стрічку з розмотувальтувальний пристрій з касетами для рулонної ного пристрою 1 (Фіг.1) через компенсаюр 2 стрічки, компенсатор із напрямним і натяжним (Фіг.1) і вихідні напрямні ролики 4 (Фіг.1) заправроликами, підготовчу, замкову, обтискну, калібляють у кліті 5-8 (Фіг.1) формуючого стану і закріровану кліті, частина з яких має електричний диплюють на котушку намотувального пристрою 9 ференціальний привід, а формуючі ролики про(фігі,5). Потім виконують настройку формуючи х фільовані з переходом з ω-подібного профілю на роликів 16, 17 (Фіг.2, 3) для отримання потрібного півколо і повторне відновлення ω-подібного пропрофілю, для чого за допомогою гайок 14 (Фіг.2, філю, один або більш дозатори зі стрічковим жи3) і контргайок 15 (Фіг.1, 3) переміщують ролики вильником, намотувальний пристрій, причому вздовж осі 13 (Фіг.2, 3),а за допомогою гвинтів 19, формуючі ролики виконані з можливістю осьового 20 (Фіг.2, 3) регулюють зазор між формуючими та радіального перебування і з'єднанні за допороликами 16 і 17 (Фіг.2, 3). Після закінчення підгомогою здвоєних шарнірних муфт з електричними товчи х операцій вмикають електричні диферендиференціальними приводами, які разом з намоціальні приводи приводних клітей і намотувальтувальним пристроєм підключені до перетворюного пристрою 9 (Фіг.1, 5). Під час протягування вача частоти з програмник-контролером. А кожен рулонної стрічки через ролики підготовчих клітей додатковий дозатор містить систему тестування, 5 (Фіг.1), формують трубчасту заготовку, в яку з яка керує кількістю подачі матеріалу в залежності бункера 25 (Фіг.4) і стрічкового живильника 26 від руху металевої обо-лонки. (Фіг.4) засипають порошок, який ущільнюють, Запропонована конструкція лінії виробництва формують, рівномірно обжимають, калібрують до компактованих матеріалів у металеві л оболонці заданого типорозміру у клітях 6-8 (Фіг.1) і поряддозволяє скоротити час на налагодження , забезно укладають на рознімні котушки намотувальнопечує стабільну роботу, зменшує простої, витрату го пристрою 9 (Фіг.1, 5). При цьому зміна швидкозаповнюючих компонентів, дозволить збільшити сті обороту приводних двигунів 10 (Фіг.1, 2) і виробництво проволоки, виключає розрив пронамотувального пристрою 9 (Фіг.1, 5) здійснюєтьволоки. ся за допомогою перетворювачів частоти 22, 23 Суть запропонованого винаходу пояснюється (Фіг.5), яки автоматично синхронізують швидкість кресленням, де на Фіг.1 схематично зображено проміж приводними клітями та намотувальним лінію виробництва порошкових компактованих пристроєм 9 Фіг.1, 5), для чого використовують матеріалів у металевій оболонці, на Фіг.2- перепрограмований контролер 24 (Фіг.4), який за спетин по А-А Фіг.1, на Фіг.3 - перетин по Б-Б Фіг.1, ціальною програмою здійснює контроль і регулюна фіг4 - перетин по В-В Фіг.1, на Фіг.5 - структурвання швидкостей тягнучих моментів приводів на схема керування пристроєм. клітей та намотувального пристрою 9 (Фіг.1, 5). 5 Комп’ютерна в ерстка Т.Чепелева 78122 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of compacted materials in metal shell
Автори англійськоюHulenkov Borys Viktorovych, Ivashyna Volodymyr Volodymyrovych, Klymanchuk Vladyslav Vladyslavovych, Korlenstein Musii Emmanuilovych, Sydorov Serhii Mykhailovych, Semenchenko Petro Mykhailovych
Назва патенту російськоюЛиния производства уплотняемых материалов в металлической оболочке
Автори російськоюГуленков Борис Викторович, Ивашина Владимир Владимирович, Климанчук Владислав Владиславович, Корленштейн Мусий Эммануилович, Сидоров Сергей Михайлович, Семенченко Петр Михайлович
МПК / Мітки
МПК: B23K 35/40, B22F 3/02, B21C 37/00
Мітки: оболонці, виробництва, лінія, матеріалів, компактованих, металевій
Код посилання
<a href="https://ua.patents.su/3-78122-liniya-virobnictva-kompaktovanikh-materialiv-u-metalevijj-obolonci.html" target="_blank" rel="follow" title="База патентів України">Лінія виробництва компактованих матеріалів у металевій оболонці</a>
Лінія виробництва компактованих матеріалів у металевій оболонці
Номер патенту: 9985
Опубліковано: 17.10.2005
Автори: Гуленков Борис Вікторович, Тростянецький Олег Брониславович, Шепель Віктор Данілович, Івашина Володимир Володимирович, Синельніков Володимир Петрович, Сидоров Сергій Михайлович, Оспіщев Олександр Андрійович, Семенченко Петро Михайлович, Корленштейн Мусій Єммануїлович, Писаренко Василь Вікторович, Климанчук Владислав Владиславович
МПК: B21C 37/00, B23K 35/40, B22F 3/02
Мітки: виробництва, оболонці, металевій, матеріалів, лінія, компактованих
Формула / Реферат:
1. Лінія виробництва компактованих матеріалів у металевій оболонці, яка містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, підготовчу, замкову, обтискну, калібровану кліті, частина з яких має електричний диференціальний привід, а формувальні ролики профільовані з переходом з
Лінія виробництва порошкових компактованих матеріалів у металевій оболонці
Номер патенту: 48432
Опубліковано: 15.01.2004
Автори: Небога Борис Володимирович, Ларіонов Олександр Олексійович, Лоік Валерій Петрович, Троцан Анатолій Іванович, Семенченко Петро Михайлович, Белов Борис Федорович, Ірха Віктор Миколайович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Івашина Володимир Володимирович
МПК: B23K 35/40, B22F 3/02, B21C 37/00
Мітки: металевій, компактованих, матеріалів, оболонці, лінія, виробництва, порошкових
Формула / Реферат:
1. Лінія виробництва компактованих матеріалів у металевій оболонці ω-подібного профілю, що містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, стикозварювальний пристрій, формувальний стан із напрямними роликами, підготовчою, замковою, обтискною, каліброваною клітями, одним або більше додатковими дозаторами зі стрічковим...
Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем
Номер патенту: 46480
Опубліковано: 15.01.2004
Автори: Ірха Віктор Миколаєвич, Семенченко Петро Михайлович, Ларіонов Олександр Олексійович, Бойко Володимир Семенович, Лоік Валерій Петрович, Небога Борис Володимирович, Белов Борис Федорович, Шебаніц Едуард Миколайович, Троцан Анатолій Іванович, Климанчук Владислав Владиславович
МПК: B23K 35/40, B22F 3/02, B21C 37/00
Мітки: порошкоподібним, спосіб, металевій, компактованих, оболонці, матеріалів, наповнювачем, виготовлення
Формула / Реферат:
1. Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем, що включає формування з металевої стрічки ω-подібного профілю трубчастої заготовки, одно- і багатоступінчасте дозування компонентів наповнювача, попереднє його ущільнення, замикання різновисотних кромок оболонки, її обтиснення і калібрування до одержання готового виробу (компакт-матеріалу) заданого типорозміру, який відрізняється тим, що...
Лінія для виготовлення порошкового дроту в металевій оболонці з фальцевим швом
Номер патенту: 11165
Опубліковано: 15.12.2005
Автори: Булигін Павло Володимирович, Андреєв Сергій Миколайович
МПК: B23K 35/40, B21C 37/00, B22F 5/12
Мітки: лінія, металевій, оболонці, швом, порошкового, дроту, фальцевим, виготовлення
Формула / Реферат:
1. Лінія для виготовлення порошкового дроту в металевій оболонці з фальцевим швом, що містить послідовно розташовані розмотувальний пристрій, формувально-редукційний стан, що складається з блока формуючих горизонтальних клітей, дозуючого пристрою для заповнення порошком сформованого із стрічки жолоба, ущільнювача порошку в жолобі, виконаного у вигляді кліті, вертикальних і горизонтальних формуючих клітей і редукційного блока з ланцюговим...
Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці
Номер патенту: 11531
Опубліковано: 15.12.2005
Автори: Живченко Володимир Семенович, Горовий Семен Євгенович, Руднєв Олександр Леонідович, Пахомов Юрій Анатолійович
Мітки: пристрій, комбінованого, металевій, виробництва, порошкового, оболонці, дроту
Формула / Реферат:
Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці, що включає розмотувальний пристрій, формуючий стан, дозатори, ділянку обтискання, тяговий пристрій, який відрізняється тим, що для введення принаймні одного компонента у вигляді дроту встановлюється ролик з направляючою канавкою по зовнішній твірній з притискним роликом, який входить в направляючу канавку, при цьому ширина канавки дорівнює розміру поперечного...
Попередній патент: Спосіб визначення розподілу неоднорідностей структури кристала
Наступний патент: Спосіб та установка для безперервного виробництва тонкої сталевої штаби
Випадковий патент: Спосіб черевно-анальної резекції прямої кишки з формуванням замикаючого клапана для попередження анального нетримання випорожнень