Спосіб прокатування-розділяння розкату
Номер патенту: 85032
Опубліковано: 10.12.2008
Автори: Онищенко Сергій Олександрович, Мінтус Андрій Миколайович, Трухачов Сергій Юрійович, Отто Костянтин Валентинович
Формула / Реферат
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, та повздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок, який відрізняється тим, що формування розкату із прямокутних заготівок здійснюють з підкату, який має відношення товщини перемички до його висоти 0,25-0,4, а передній кінець у підкаті обрізають по ввігнутій кривій або прямолінійно й перпендикулярно осі розкату.
Текст
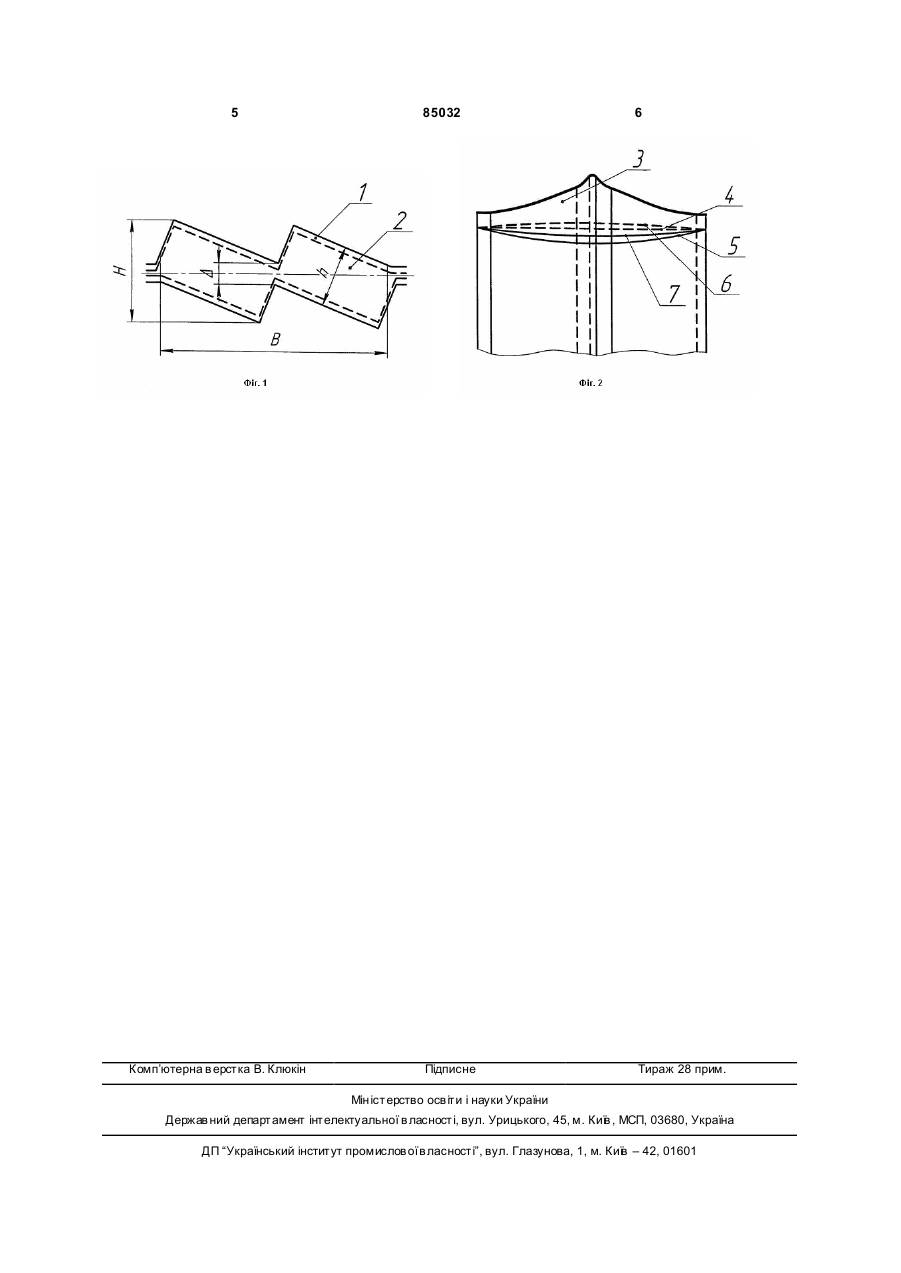
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, та повздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок, який відрізняється тим, що формування розкату із прямокутних заготівок здійснюють з підкату, який має відношення товщини перемички до його висоти 0,25-0,4, а передній кінець у підкаті обрізають по ввігнутій кривій або прямолінійно й перпендикулярно осі розкату. (19) (21) a200807022 (22) 20.05.2008 (24) 10.12.2008 (46) 10.12.2008, Бюл.№ 23, 2008 р. (72) ТРУХАЧОВ СЕРГІЙ ЮРІЙОВИЧ, UA, ОНИЩЕНКО СЕРГІЙ ОЛЕКСАНДРОВИЧ, UA, МІНТУС АНДРІЙ МИКОЛАЙОВИЧ, UA, ОТТО КОСТЯНТИН ВАЛЕНТИНОВИЧ, U A (73) ТРУХАЧОВ СЕРГІЙ ЮРІЙОВИЧ, UA, ОНИЩЕНКО СЕРГІЙ ОЛЕКСАНДРОВИЧ, UA, МІНТУС АНДРІЙ МИКОЛАЙОВИЧ, UA, ОТТО КОСТЯНТИН ВАЛЕНТИНОВИЧ, U A (56) UA 7906 A1, B21B1/02, 26.12.1995 UA 7901 A1, B21B1/02, 26.12.1995 RU 2254940 C1, 27.06.2005 3 85032 переднього кінця (на довжині ≈20-40мм), що приводить до неможливості подальшої прокатки. В основу винаходу поставлено задачу удосконалення способу прокатування-розділяння розкатів, у якому за рахунок усунення утворення язикоподібного переднього кінця забезпечується виконання розрахункової схеми розділення на передньому кінці розкату із прямокутних заготівок, зчленованих між собою перемичками по вузьким граням. Пропонований спосіб забезпечує ведення прокатування-розділяння й подальше прокатування розділених заготівок у готовий профіль. У пропонованому способі, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьким граням, повздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазової відносної товщини перемичок, формування розкату із прямокутних заготівок здійснюється з підкату, що має відношення товщини перемички до його висоти 0,25-0,4 і передній кінець у підкаті обрізають або по ввігнутій кривій або прямолінійно й перпендикулярно осі розкату. У пропонованому способі за рахунок використання підкату з рівним або увігн утим переднім кінцем і співвідношення розмірів перемички й профілю вдається добитися найменшого прояву нерівномірності витяжок по перерізу розкату, а значить і збереження на передньому кінці розрахункової схеми розділяння зрізуванням. Якщо відношення товщини перемички до висоти прокату 0,4, то не забезпечується практична рівність витяжок по перемичці й вершинам зчленованих заготівок розкату, що приводить до формування язикоподібного переднього кінця. Якщо торець підкату буде язикоподібним, то приходимо до існуючого становища, а саме: низької ймовірності розділення переднього кінця при прокатуванні-розділянь пластичних сталей і сплавів. На Фіг.1 представлений підкат 1, зчленований із двох заготівок по вузьким граням. Після обрізки переднього кінця з підкату 1 формують розкат 2 для розділяння (пунктиром). На Фіг.2 показаний передній кінець (у плані) підкату 1 перед його обрізкою поз. 3 після обрізки поз. 4 або 5 і передній кінець (у плані) розкату 2 перед розділянням поз. 6 або 7 (пунктиром). 4 Спосіб здійснюється таким чином. Вихідну нагріту до температури прокатування заготівку задають у багаторівчакові валки, де формують підкат 1 зі зчленованих по вузьким граням прямокутних заготівок із відношенням товщини перемички ∆ до висоти підкату Н рівним 0,25-0,4. Потім передній кінець підкату 3 обрізають, наприклад на маятникових ножицях. Передній кінець при цьому має вигляд 4 або 5. Далі розкат задають у формуючі калібри, де остаточно формується заготівка 2 і перемички. Передній кінець має вигляд 6 або 7. Далі цей розкат задають у калібр, утворений гладкими валками, де з обтисненням рівним щонайменше дворазової відносної товщини перемички відбувається повздовжнє розділяння зчленованих заготівок. Розділені заготівки, за допомогою привалкової арматури, задаються в калібри, де здійснюється доробка кожної заготівки в готовий профіль. Розглянемо приклад конкретного здійснення способу, який не виключає інші можливі варіанти виконання способу. На стані 250 ведуть дворівчакову прокатку кола Ø10мм, використовуючи 15 клітей із 80мм сталь 10. У чорновій групі, що складається з 7 клітей формують дворівчаковий пржат з розмірами В=58мм, Н=21мм, з товщиною заготівки h=15мм, і товщиною перемички рівною А=6,5мм (0,31 Н). Передній кінець підкату має язикоподібний вид довжиною близько 30мм. У проміжку між чорновою й чистовою гр упами виробляється обрізка переднього кінця на величину ≈50-100мм. фігурними ножами. Далі розкат задається в кліть №8, де остаточно фоомують у валках зчленований розкат шириною В=60мм. Н=16,3мм, h=115мм ∆=2,5мм, а передній кінець має невелику опуклість (близько 2мм стріла опуклості). У кліті №9 у гладких валках виробляють повздовжнє розділяння зчленованих заготівок, одержуючи два прямокутники з розмірами поперечного перерізу 30,0x11,0мм (16,311,0=5,3мм 5,3:2,5>2). Далі, за допомогою привалкової арматури, прямокутники розводяться по різним калібрам. Причому в кожній кліті деформується тільки один профіль. Тут за три кліті із прямокутників по системі овал-коло формують коло Ø10мм, що відправляється для охолодження на рейковий холодильник і після остигання на ньому ріжеться на мірні довжини. 5 Комп’ютерна в ерстка В. Клюкін 85032 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-separation of breakdown bar
Автори англійськоюTrukhachov Serhii Yuriiovych, Onyschenko Serhii Oleksandrovych, Mintus Andrii Mykolaiovych, Otto Kostiantyn Valentynovych
Назва патенту російськоюСпособ прокатки-разделения раската
Автори російськоюТрухачев Сергей Юрьевич, Онищенко Сергей Александрович, Минтус Андрей Николаевич, Отто Константин Валентинович
МПК / Мітки
Мітки: спосіб, розкату, прокатування-розділяння
Код посилання
<a href="https://ua.patents.su/3-85032-sposib-prokatuvannya-rozdilyannya-rozkatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування-розділяння розкату</a>
Спосіб прокатування-розділяння розкату
Номер патенту: 85031
Опубліковано: 10.12.2008
Автори: Світличний Олексій Васильович, Буров Іван Валентинович, Теряєв Олександр Митрофанович, Феофілактова Катерина Володимирівна
Мітки: розкату, спосіб, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що перед повздовжнім розділянням заготівок здійснюють остаточне формування перемичок з радіусами закруглень до 1 мм за...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 36722
Опубліковано: 10.11.2008
Автори: Нєфєдьєв Олександр Сергійович, Бабенко Михайло Антонович, Нечепоренко Володимир Андрійович, Нєфєдьєв Сергій Павлович
МПК: B21B 1/00
Мітки: прокатування-розділяння, спосіб, заготівок, сортових
Формула / Реферат:
Спосіб прокатування-розділяння сортових заготівок, відповідно до якого формують тринитковий розкат із зонами майбутнього розділяння, проводять локальне деформування зон майбутнього розділяння перед прокаткою розкату в поділяючому калібрі й відокремлюють крайні нитки від центральної в поділяючому калібрі за допомогою поперечних сил, що розтягують, створюваних на похилих внутрішніх поверхнях крайніх ниток зовнішніми конусними поверхнями...
Спосіб прокатування-розділяння
Номер патенту: 68933
Опубліковано: 15.12.2005
Автори: Кукуй Давид Пенхусович, Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович, Солод Володимир Сергійович, Нєфєдьєв Олександр Сергійович
МПК: B21B 1/02
Мітки: прокатування-розділяння, спосіб
Формула / Реферат:
1. Аксіальний шнековий очисник коренеплодів, що містить поздовжньо встановлені на рамі, з можливістю обертання, шнекові очисні вали з протилежно направленою навивкою і напрямком обертання, який відрізняється тим, що між суміжними шнековими очисними валами паралельно до їх осі, з можливістю регулювання технологічних зазорів, встановлений утримувач вороху.2. Аксіальний шнековий очисник коренеплодів за п. 1, який відрізняється тим, що...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович, Солод Володимир Сергійович
Мітки: прокатування-розділяння, спосіб, сортових, заготівок
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб управління летючими ножицями при розкрої розкату
Номер патенту: 41687
Опубліковано: 17.09.2001
Автори: Коротченков Валерій Михайлович, Шеремет Володимир Олександрович, Носіков Віктор Львович, Бабенко Михайло Антонович, Хижняк Вячеслав Якович
МПК: B23D 36/00
Мітки: летючими, спосіб, розкрої, управління, ножицями, розкату
Формула / Реферат:
Спосіб керування летючими ножицями при розкрої розкату, який включає операції виміру вихідної довжини розкату, поданого в прокатку, виміру кута повороту валків при прокатці розкату, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після виходу зі стану, розрахунку розкрійного плану, видачі в систему управління приводом ножиць керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки і визначення...
Попередній патент: Спосіб прокатування-розділяння розкату
Наступний патент: Спосіб прокатування-розділяння розкату
Випадковий патент: Подрібнювач