Спосіб прокатування-розділяння розкату
Номер патенту: 85033
Опубліковано: 10.12.2008
Автори: Туник Олег Анатолійович, Сидоренко Денис Геннадійович, Азін Євген Леонідович, Борщов Олексій Вікторович
Формула / Реферат
1. Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що при вершинах розкату, розташованих біля перемички, на широких гранях прямокутних заготівок формують напливи шириною 0,3÷0,7 ширини відповідної прямокутної заготівки та товщиною, рівною 0,15÷0,25 її товщини.
2. Спосіб за п. 1, який відрізняється тим, що напливи в поперечному перерізі формують у вигляді трапеції або трикутника, або сегмента.
Текст
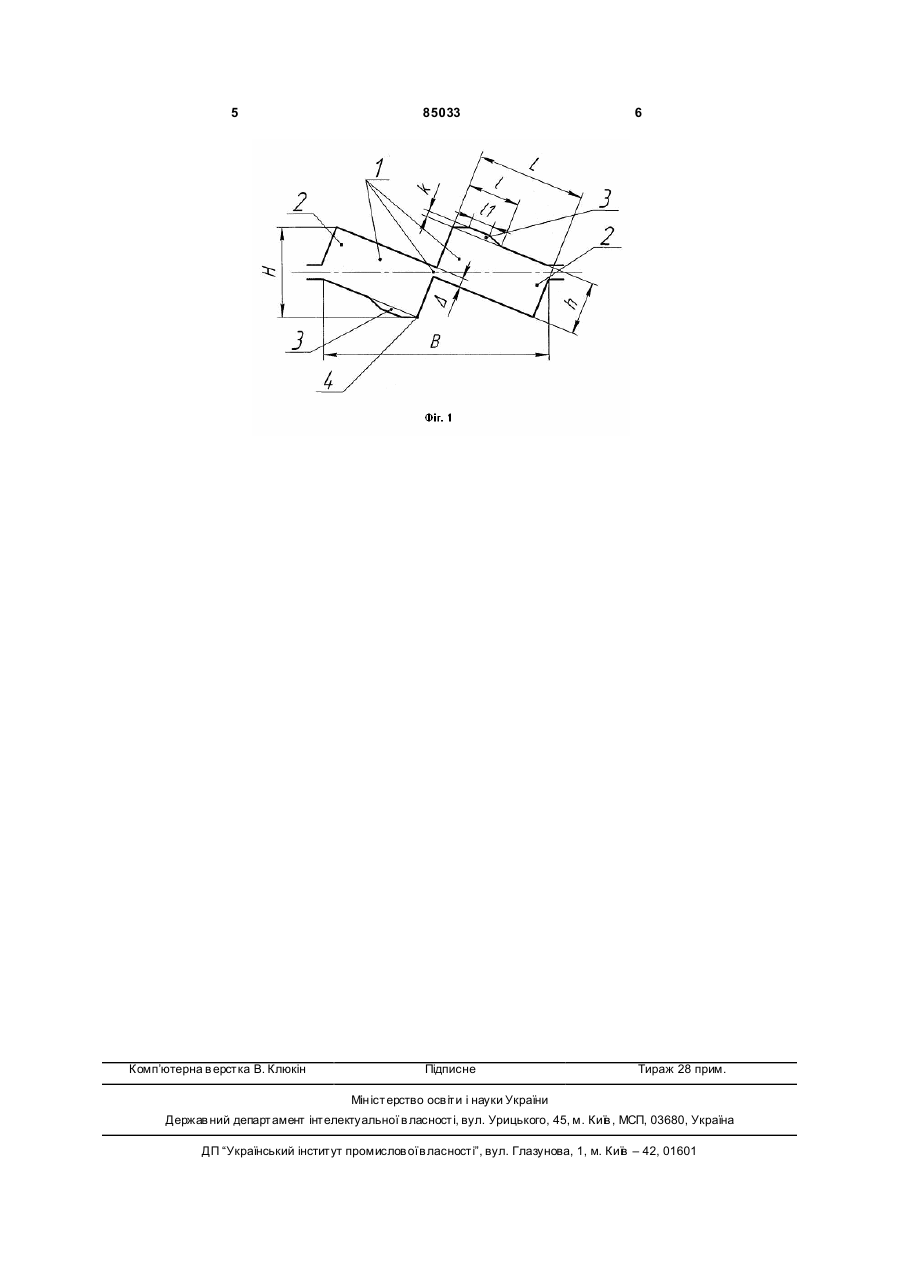
1. Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що при вершинах розкату, розташованих біля перемички, на широких гранях прямокутних заготівок формують напливи шириною 0,3÷0,7 ширини відповідної прямокутної заготівки та товщиною, рівною 0,15÷0,25 її товщини. 2. Спосіб за п. 1, який відрізняється тим, що напливи в поперечному перерізі формують у вигляді трапеції або трикутника, або сегмента. Винахід відноситься до металургії й може бути використай при прокатуванні металів. Відомий спосіб прокатування заготівок, що включає формування багаторівчакового розкату у вигляді трьох нерівновісних заготівок, з'єднаних перемичками по більших осях. Розділяння заготівок здійснюють зрізуванням перемичок. При цьому одночасно зміщують середню заготівку щодо крайніх у напрямку, перпендикулярному спільній осі розкату, і повертають крайні заготівки навколо їхні х повздовжніх осей у різних напрямках, протилежних зсуву середньої заготівки [Патент України №7906 а. с. СССР №1541839 кл. В21В1/02]. До недоліків даного способу варто віднести складність розведення розділених заготівок по окремим калібрам через їхнє тісне розташування друг щодо друга. Це приводить до нестійкості процесу прокатування, тому що заготівки після розділяння можуть іти внапусток одна на іншу, що приводить до застрявання розкату в проводках, до зупинок прокатування і до втрати металу в брак. Найбільш близьким по технічній сутності до пропонованого винаходу є спосіб прокатування заготівок [патент України №7901 кл. В21В 1/02]. У відомому способі розкат формують складеним із прямокутних заготівок, з'єднаних між собою перемичками по вузьким граням, а локальну деформацію металу в районі перемичок виробляють до зіткнення вузьких граней по всій їхній ширині, після чого повздовжнє розділяння заготівок здійснюють прокатуванням розкату в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок. На зовнішніх вершинах розкату формують скоси. Перемички на розкаті формують асиметрично щодо горизонтальної осі симетрії заготівок. До недоліків даного способу відноситься складність розведення розділених заготівок по окремим калібрам, яка посилюється напустком заготівок через наявність на зовнішніх вершинах скосів. Це приводить до застрявання розкату в проводках і до зупинок прокатування, до втрати металу в брак. В основу винаходу поставлено задачу удосконалення способу прокатування-розділяння розкатів, у якому за рахунок формування напливів при вершинах розкату, розташованих біля перемички, на широких гранях прямокутних заготівок, забезпечують після розділяння скривлення (серплення) заготівок у протилежні сторони. Це дає можливість надійно розвести розділені заготівки по окремим калібрам і забезпечити по (19) UA (11) 85033 (13) C2 (21) a200807028 (22) 20.05.2008 (24) 10.12.2008 (46) 10.12.2008, Бюл.№ 23, 2008 р. (72) БОРЩОВ ОЛЕКСІЙ ВІКТОРОВИЧ, U A, ТУНИК ОЛЕГ АНАТОЛІЙОВИЧ, UA, АЗІН ЄВГЕН ЛЕОНІДОВИЧ, UA, СИДОРЕНКО ДЕНИС ГЕННАДІЙОВИЧ, UA (73) БОРЩОВ ОЛЕКСІЙ ВІКТОРОВИЧ, U A, ТУНИК ОЛЕГ АНАТОЛІЙОВИЧ, UA, АЗІН ЄВГЕН ЛЕОНІДОВИЧ, UA, СИДОРЕНКО ДЕНИС ГЕННАДІЙОВИЧ, UA (56) UA 7906 A1, B21B1/02, 26.12.1995 UA 7901 A1, B21B1/02, 26.12.1995 RU 2006120623 A, 20.12.2007 SU 816582, 30.03.1981 3 85033 дальше прокатування з одержанням готового профілю. У пропонованому способі, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьким граням перемичками, повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, додатково, при вершинах розкату, розташованих біля перемички, на широких гранях прямокутних заготівок формують напливи шириною 0,3÷0,7 ширини, відповідної прямокутної заготівки й товщиною рівною 0,15-0,25 її товщини. При цьому напливи в поперечному перерізі виконують у вигляді трапеції або трикутника або сегмента. У пропонованому способі за рахунок створення визначеної величини нерівномірної деформації по ширині прямокутних заготівок (після їхнього повздовжнього відділення одна від одної) забезпечується постійне скривлення заготівок, яке розводить їх у різні сторони без напустків і пересічення. Якщо ширина напливу буде менше 0,3 ширини відповідної прямокутної заготівки, то при діапазоні використовуваних товщин напливів і форм, скривлення заготівки буде не суттєвими або зовсім відсутнім, що не забезпечить за допомогою привалкової арматури розведення розділених заготівок по окремим калібрам. Якщо ширина напливу буде більше 0,7 ширини відповідної зчленованої заготівки, то при діапазоні використовуваних товщин напливів і їхніх форм скривлення заготівки знову ж буде несуттєвим або зовсім відсутнім. Це не дозволить за допомогою привалкової арматури розвести заготівки по окремим калібрам. Якщо товщина напливу буде менше 0,15 товщини прямокутної заготівки, то при будь-якому значенні ширини напливу в обраному діапазоні скривлення заготівки практично не спостерігається, а отже неможливо забезпечити розведення розділених заготівок і їхнє наступне прокатування в окремих калібрах. Якщо товщина напливу буде більше 0,25 товщини прямокутника, то починає проявлятися скручування заготівок навколо повздовжньої осі, починає нерівномірно спотворюватися форма поперечного перерізу заготівки, що більше стає схожа на прямокутну трапецію, що при прокатуванні в наступному ребровому калібрі приведе до звалювання розкату й неможливості одержання готового профілю. Форма поперечного перерізу напливів у вигляді трапеції або трикутника або сегмента забезпечує як найменше зминання вершин розкату при розділянні перемички, так і відсутність закатів на широких гранях заготівки при деформації напливів. На Фіг. показаний розкат 1, що складається із прямокутних заготівок 2 з напливами 3, сформованими при вершинах 4 розкату 1 (розташовані 4 біля перемички) на широких гранях прямокутних заготівок 2. Спосіб здійснюється таким чином. Вихідну заготівку, нагріту до температури прокатування, задають у прокатні валки, де формують розкат 1, шириною В и висотою Н, що складається із прямокутних заготівок 2, з'єднаних між собою по вузьким граням перемичкою(ами) товщиною ∆. Заготівки 2 мають товщину h і ширину L при вершинах 4 розкату 1, розташованих біля перемички(ок), на широких гранях прямокутних заготівок 2 формують напливи 3 шириною ℓ=(0,3÷0,7) L і товщиною k=(0,15÷0,25) h. Далі розкат 1 задають у калібр, утворений гладкими валками, де з обтисненням, рівним щонайменше дворазовій величині ∆/Н здійснюється повздовжнє розділяння зчленованих заготівок. Розділені заготівки завдяки обтисненню напливів викривляються, відповідно, права по ходу прокатування праворуч, а ліва ліворуч. За допомогою привалкової арматури (вивідної(их) проводки(ок)) розділені заготівки розводяться по різним ниткам і задаються в наступні калібри, де здійснюється доробка кожної заготівки в готовий профіль. Розглянемо приклад конкретного здійснення способу, що не виключає інші можливі варіанти виконання способу. На стані 250 ведуть дворівчакове прокатування кола Ø10мм із 80мм сталь 10, використовуючи 15 клітей. У чорновій групі, що складається з 7 клітей, формують дворівчаковий підкат з розмірами В=58мм, Н=21мм із товщиною заготівки h=15мм, шириною L=28,2 із трапецієподібними напливами при вершинах розкату шириною ℓ=17,0мм і ℓ1=8мм і товщиною k=3,5мм, з товщиною перемички ∆=3,5мм. Після обрізки переднього кінця прокату на маятникових ножицях розкат задають у кліть №8, де виробляється остаточне формування розкату зі зчленованих заготівок. Ширина розкату В=60мм, висота розкату Н=16,3мм, h=11,0мм, ∆=2,5мм, L=29мм, k=2,0мм (0,18-товщини заготівки), ℓ=17,0мм (0,59 - товщини відповідної прямокутної заготівки). У кліті №9 у гладких валках здійснюють поздовжнє розділяння розкату з одночасним обтисненням заготівок по широким граням (∆h:∆=(16,311,0):2,5>2). У результаті одержують 2 розділені заготівки прямокутного перерізу з розмірами 30,5 х 11,0мм, які викривляються в протилежні сторони й за допомогою вивідної проводки кожна з розділених заготівок попадає у свою нитку для наступного прокатування. На відстані рівному ≈20-25мм від кінця очага деформації кінці заготівок розходяться друг від друга на 18-20мм. Далі в кожній наступній кліті деформується тільки один профіль. За три проходи із прямокутників по системі овал-коло формують коло Ø10мм, яке відправляється для охолодження на рейковий холодильник. Після остигання розкат ріжеться на мірні довжини. 5 Комп’ютерна в ерстка В. Клюкін 85033 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-separation of breakdown bar
Автори англійськоюBorschov Oleksii Viktorovych, Tunyk Oleh Anatoliiovych, Azin Yevhen Leonidovych, Sydorenko Denys Hennadiiovych
Назва патенту російськоюСпособ прокатки-разделения раската
Автори російськоюБорщов Алексей Викторович, Туник Олег Анатольевич, Азин Евгений Леонидович, Сидоренко Денис Геннадьевич
МПК / Мітки
Мітки: розкату, спосіб, прокатування-розділяння
Код посилання
<a href="https://ua.patents.su/3-85033-sposib-prokatuvannya-rozdilyannya-rozkatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування-розділяння розкату</a>
Спосіб прокатування-розділяння розкату
Номер патенту: 85032
Опубліковано: 10.12.2008
Автори: Трухачов Сергій Юрійович, Онищенко Сергій Олександрович, Отто Костянтин Валентинович, Мінтус Андрій Миколайович
Мітки: спосіб, прокатування-розділяння, розкату
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, та повздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок, який відрізняється тим, що формування розкату із прямокутних заготівок здійснюють з підкату, який має відношення товщини перемички до його висоти...
Спосіб прокатування-розділяння розкату
Номер патенту: 85031
Опубліковано: 10.12.2008
Автори: Теряєв Олександр Митрофанович, Буров Іван Валентинович, Світличний Олексій Васильович, Феофілактова Катерина Володимирівна
Мітки: розкату, спосіб, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що перед повздовжнім розділянням заготівок здійснюють остаточне формування перемичок з радіусами закруглень до 1 мм за...
Спосіб прокатування-розділяння
Номер патенту: 68933
Опубліковано: 15.12.2005
Автори: Нєфєдьєв Олександр Сергійович, Кукуй Давид Пенхусович, Бенецький Олексій Геннадійович, Нєфєдьєв Сергій Павлович, Солод Володимир Сергійович
МПК: B21B 1/02
Мітки: прокатування-розділяння, спосіб
Формула / Реферат:
1. Аксіальний шнековий очисник коренеплодів, що містить поздовжньо встановлені на рамі, з можливістю обертання, шнекові очисні вали з протилежно направленою навивкою і напрямком обертання, який відрізняється тим, що між суміжними шнековими очисними валами паралельно до їх осі, з можливістю регулювання технологічних зазорів, встановлений утримувач вороху.2. Аксіальний шнековий очисник коренеплодів за п. 1, який відрізняється тим, що...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Нєфєдьєв Сергій Павлович, Солод Володимир Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Бенецький Олексій Геннадійович
Мітки: заготівок, сортових, спосіб, прокатування-розділяння
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 36722
Опубліковано: 10.11.2008
Автори: Бабенко Михайло Антонович, Нєфєдьєв Сергій Павлович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович
МПК: B21B 1/00
Мітки: заготівок, спосіб, прокатування-розділяння, сортових
Формула / Реферат:
Спосіб прокатування-розділяння сортових заготівок, відповідно до якого формують тринитковий розкат із зонами майбутнього розділяння, проводять локальне деформування зон майбутнього розділяння перед прокаткою розкату в поділяючому калібрі й відокремлюють крайні нитки від центральної в поділяючому калібрі за допомогою поперечних сил, що розтягують, створюваних на похилих внутрішніх поверхнях крайніх ниток зовнішніми конусними поверхнями...
Попередній патент: Спосіб прокатування-розділяння розкату
Наступний патент: Спосіб одержання етилових естерів жирних кислот
Випадковий патент: Спосіб захисту синхронних двигунів від асинхронного ходу