Спосіб прокатування-розділяння розкату
Номер патенту: 85031
Опубліковано: 10.12.2008
Автори: Світличний Олексій Васильович, Буров Іван Валентинович, Феофілактова Катерина Володимирівна, Теряєв Олександр Митрофанович
Формула / Реферат
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що перед повздовжнім розділянням заготівок здійснюють остаточне формування перемичок з радіусами закруглень до 1 мм за допомогою формуючих роликів із твердих сплавів або карбідосталі, які розташовані між напрямними роликами.
Текст
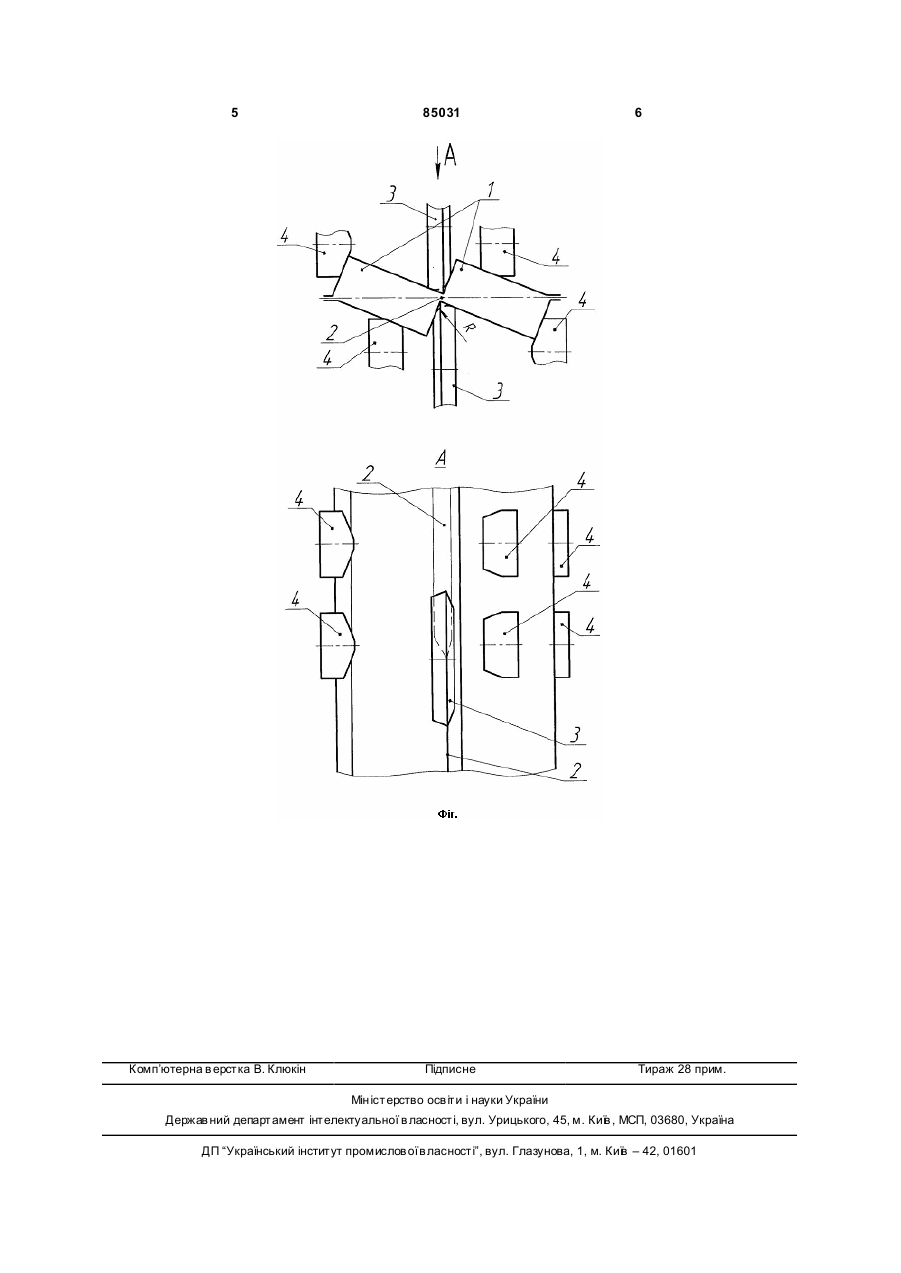
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що перед повздовжнім розділянням заготівок здійснюють остаточне формування перемичок з радіусами закруглень до 1мм за допомогою формуючих роликів із твердих сплавів або карбідосталі, які розташовані між напрямними роликами. (19) (21) a200806964 (22) 20.05.2008 (24) 10.12.2008 (46) 10.12.2008, Бюл.№ 23, 2008 р. (72) ФЕОФІЛАКТОВА КАТЕРИН А ВОЛОДИМИРІВНА, UA, ТЕРЯЄВ ОЛЕКСАНДР МИТРОФАНОВИЧ, UA, СВІТЛИЧНИЙ ОЛЕКСІЙ ВАСИЛЬОВИЧ, UA, БУРОВ ІВАН ВАЛЕНТИНОВИЧ, UA (73) ФЕОФІЛАКТОВА КАТЕРИН А ВОЛОДИМИРІВНА, UA, ТЕРЯЄВ ОЛЕКСАНДР МИТРОФАНОВИЧ, UA, СВІТЛИЧНИЙ ОЛЕКСІЙ ВАСИЛЬОВИЧ, UA, БУРОВ ІВАН ВАЛЕНТИНОВИЧ, UA (56) UA 7906 A1, B21B1/02, 26.12.1995 UA 7901 A1, B21B1/02, 26.12.1995 RU 2164177 C2, 20.03.2001 3 85031 печують надійність формування перемички необхідних розмірів і обрисів з малими радіусами закруглень і подальше стійке повздовжнє розділення прямокутних заготівок по цим перемичкам. У пропонованому способі, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьким граням перемичками, поздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, додатково остаточне формування перемичок з радіусами закруглень 1,0мм здійснюють за допомогою роликів із твердих сплавів або карбідосталі, причому формуючий ролик розташований між напрямними роликами. У пропонованому способі за рахунок використання остаточного формування перемичок з радіусами закруглень 0,3-0,1мм за допомогою роликів із твердих сплавів або карбідосталі, а також особливого розташування формуючого й напрямного роликів стосовно розкату вдається добитися практично ідеального формування перемички між прямокутними заготівками, тобто вузька грань однієї заготівки через перемичку є продовженням вузької грані сусідньої прямокутної заготівки, а закруглення на перемичці величиною до 1,0мм знижують вплив зношування гребенів валків. Тим самим створюються умови для стійкого повздовж нього розділення розкату. Використання роликів зі зносостійких матеріалів при високих температурах таких як тверді сплави або карбідосталі забезпечують тривалу службу як самих роликів, так і гребенів формуючого розкат калібру (>150т на калібр) внаслідок виконання на гребенях валків радіусів закруглень, що забезпечують значно менше зношування гребенів від розпалу й викрашування. Радіуси закруглень перемички повинні бути не більше 1,0мм, тому що більші радіуси закруглень приводять до неможливості забезпечити при розділянні зчленованих заготівок дворазове перевищення відносного обтиснення над відносною товщиною перемички. Ролик, формуючий перемичку, повинен розташовуватися між напрямними роликами, тому що тільки в цьому випадку вдається уникнути відведення формуючого ролика убік від перемички. На Фіг. представлений сформований у валках розкат 1, що складається, як приклад, з двох заготівок, який перед розділянням обкатується в місцях перемички 2 формуючими роликами 3, при цьому утримання розкату забезпечується роликами 4. 4 Спосіб здійснюється таким чином. Вихідну нагріту до температури прокатки заготівку задають у багаторівчакові валки, де формують розкат 1 зі зчленованих по вузьким граням перемичкою 2 прямокутних заготівок. Сполучення заготівок перемичкою виконується по кривій радіусом R, що відповідає закругленню при вершині формуючого гребеня валка. Далі розкат направляється в кліть для повздовжнього розділяння заготівок. Перед кліттю встановлюється роликова проводка, у якій установлюються формуючі ролики 3 із твердого сплаву або карбідосталі й утримуючі ролики 4. За допомогою цього пристрою формується перемичка 2, у якій крива сполучення виконана радіусом менш 1,0мм. Далі розкат 1 попадає в калібр, утворений гладкими валками. Тут з обтисненням, рівним щонайменше дворазовій відносній товщині перемички, здійснюють повздовжнє розділяння зчленованих заготівок. Розділені заготівки за допомогою привалкової арматури задаються в калібри, де здійснюється доробка кожної заготівки в готовий профіль. Розглянемо приклад конкретного здійснення способу, що не виключає інші можливі варіанти виконання способу. На стані 250 ведуть дворівчакову прокатку кола Ø 10мм використовуючи 15 клітей із 80мм сталь 10. За прохід в 8 кліті формують зчленований розкат шириною рівної 60мм, висотою розкату =17,6мм із номінальною товщиною перемички 2,5мм і радіусом закруглення R=8мм, тобто фактичною товщиною » 8,7мм. Товщина прямокутної заготівки - 12,3мм. Перед кліттю №9 установлена ввідна коробка, у якій установлені чотири напрямні ролики Ø 40мм і два формуючих ролика Ø 100мм із обрисами робочих поверхонь, що відповідають формі перемички необхідної для розділяння. Ролики виконані із твердого сплаву. На розкаті формується перемичка номінальною товщиною 2,5мм і радіусом закруглення 0,3мм. Фактична товщина перемички складе » 2,7мм. Після роликової проводки розкат попадає в кліть №9, де в гладких валках здійснюють повздовжнє розділяння зчленованих заготівок, одержуючи два прямокутника з розмірами поперечного перерізу 30,0x11,0мм із відносним обтисненням більше в 2,2 рази відносної товщини перемички (6,6/2,9). Після прокатування » 140т радіус закруглення перемички стає рівним 1,0мм і це є критичною величиною, при якій ще відбувається повздовжнє розділяння (співвідношення знижується до 2). Тому формуючі ролики міняють на нові і продовжують прокатування. 5 Комп’ютерна в ерстка В. Клюкін 85031 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-separation of breakdown bar
Автори англійськоюFeofilaktova Kateryna Volodymyrivna, Teriaiev Oleksandr Mytrofanovych, Svitlychnyi Oleksii Vasyliovych, Burov Ivan Valentynovych
Назва патенту російськоюСпособ прокатки-разделения раската
Автори російськоюФеофилактова Екатерина Владимировна, Теряев Александр Митрофанович, Светличный Алексей Васильевич, Буров Иван Валентинович
МПК / Мітки
Мітки: спосіб, прокатування-розділяння, розкату
Код посилання
<a href="https://ua.patents.su/3-85031-sposib-prokatuvannya-rozdilyannya-rozkatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування-розділяння розкату</a>
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 36722
Опубліковано: 10.11.2008
Автори: Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович, Бабенко Михайло Антонович
МПК: B21B 1/00
Мітки: спосіб, заготівок, сортових, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння сортових заготівок, відповідно до якого формують тринитковий розкат із зонами майбутнього розділяння, проводять локальне деформування зон майбутнього розділяння перед прокаткою розкату в поділяючому калібрі й відокремлюють крайні нитки від центральної в поділяючому калібрі за допомогою поперечних сил, що розтягують, створюваних на похилих внутрішніх поверхнях крайніх ниток зовнішніми конусними поверхнями...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Бенецький Олексій Геннадійович, Нєфєдьєв Сергій Павлович, Нєфєдьєв Олександр Сергійович, Солод Володимир Сергійович, Нечепоренко Володимир Андрійович
Мітки: спосіб, заготівок, сортових, прокатування-розділяння
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб прокатування-розділяння
Номер патенту: 68933
Опубліковано: 15.12.2005
Автори: Нєфєдьєв Олександр Сергійович, Солод Володимир Сергійович, Нєфєдьєв Сергій Павлович, Кукуй Давид Пенхусович, Бенецький Олексій Геннадійович
МПК: B21B 1/02
Мітки: спосіб, прокатування-розділяння
Формула / Реферат:
1. Аксіальний шнековий очисник коренеплодів, що містить поздовжньо встановлені на рамі, з можливістю обертання, шнекові очисні вали з протилежно направленою навивкою і напрямком обертання, який відрізняється тим, що між суміжними шнековими очисними валами паралельно до їх осі, з можливістю регулювання технологічних зазорів, встановлений утримувач вороху.2. Аксіальний шнековий очисник коренеплодів за п. 1, який відрізняється тим, що...
Касета для подовжнього поділу розкату

Номер патенту: 54023
Опубліковано: 17.02.2003
Автори: Лохматов Олександр Павлович, Шевердін Сергій Митрофанович, Кулаков Леонід Васильович, Букрєєв Іван Іванович, Літвінов Леонід Федорович, Оробцев Андрій Юрійович, Шишко Юрій Борисович, Димченко Євген Миколайович, Жучков Сергій Михайлович, Шувякова Ірина Володимирівна
МПК: B21B 1/02
Мітки: касета, поділу, розкату, подовжнього
Формула / Реферат:
Касета для подовжнього поділу розкату, що включає порожній корпус, який складається з кришки і основи, з'єднаних між собою болтами, і розміщені в ньому на підшипникових опорах горизонтальні ділильні ролики з гребенями посередині їхніх бочок, яка відрізняється тим, що в площині рознімання касети, що проходить через вісь прокатування, по периметру дотичних поверхонь між кришкою і основою встановлена прокладка з пружного матеріалу товщиною...
Пристрій для подовжнього поділу розкату
Номер патенту: 67826
Опубліковано: 15.07.2004
Автори: Літвінов Леонід Федорович, Сівак Едуард Володимирович, Букрєєв Іван Іванович, Лохматов Олександр Павлович, Шишко Юрій Борисович, Кулаков Леонід Васильович, Димченко Євген Миколайович, Шувякова Ірина Володимирівна, Жучков Сергій Михайлович, Оробцев Андрій Юрійович, Парусов Олег Володимирович, Парусов Володимир Васильович, Шевердін Сергій Митрофанович
МПК: B21B 1/02
Мітки: пристрій, подовжнього, поділу, розкату
Формула / Реферат:
Пристрій для подовжнього поділу розкату, що містить робочу кліть, яка включає станину з привалковим брусом і розташовані в ній горизонтальні робочі валки, що утворюють калібр, і встановлену на привалковому брусі робочої кліті з її вихідної сторони касету для подовжнього поділу розкату, що включає порожній корпус, який складається з верхньої і нижньої частин, розташовані в ньому на підшипникових опорах горизонтальні ділильні ролики з...
Попередній патент: Вино плодово-ягідне десертне “уманське калинове”
Наступний патент: Спосіб прокатування-розділяння розкату
Випадковий патент: Керамічна маса для виготовлення крупнорозмірних фасадних плит