Спосіб прокатки труб на пілігрімових станах
Номер патенту: 85348
Опубліковано: 12.01.2009
Автори: Чуєв Анатолій Васильович, Іванов Костянтин Олександрович, Шляхов Павло Олександрович, Гармашов Денис Юрійович, Мережко Віктор Лукич, Мінін Василій Анатолійович

Формула / Реферат
Спосіб прокатки труб на пілігрімових станах, що включає деформацію на дорні нагрітої порожнистої гільзи в калібрі з поперечним перерізом, що зменшується по колу, сталевих, наплавлених і шліфованих перед установкою в кліть валків, який відрізняється тим, що поверхню калібра валків перед їх установкою в кліть покривають водостійким протиналипаючим складом, який містить компоненти в об'ємному співвідношенні, мас. %:
швидковисихаюча зв'язуюча речовина
70¸85
пластифікатор
5¸10
наповнювач-абразив
5¸10
протипригарна присадка
5¸10.
Текст
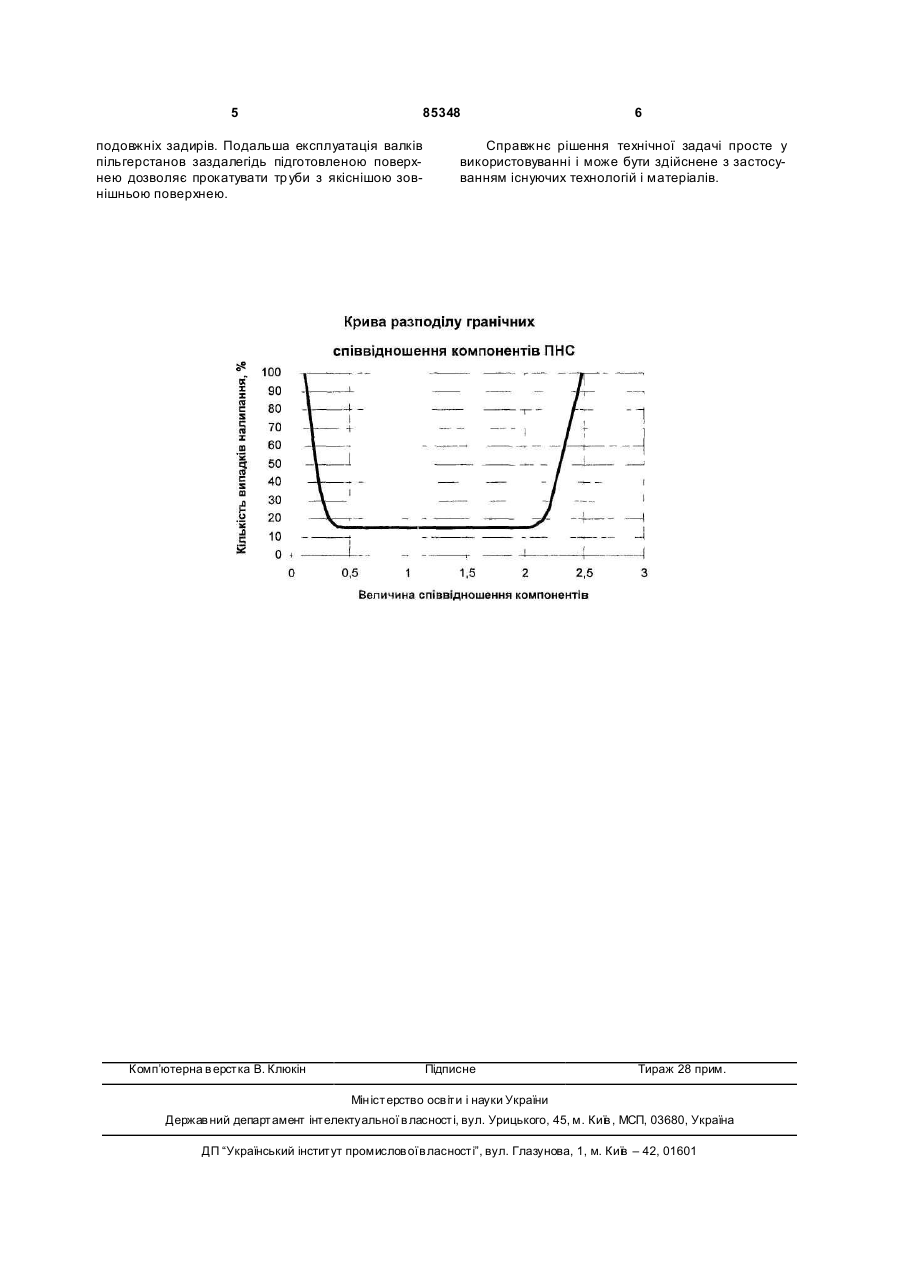
Спосіб прокатки труб на пілігрімових станах, що включає деформацію на дорні нагрітої порожнистої гільзи в калібрі з поперечним перерізом, що зменшується по колу, сталевих, наплавлених і шліфованих перед установкою в кліть валків, який відрізняє ться тим, що поверхню калібра валків перед їх установкою в кліть покривають водостійким протиналипаючим складом, який містить компоненти в об'ємному співвідношенні, мас. %: швидковисихаюча зв'язуюча речовина 70¸85 пластифікатор 5¸10 наповнювач-абразив 5¸10 протипригарна присадка 5¸10. (19) (21) a200805619 (22) 29.04.2008 (24) 12.01.2009 (46) 12.01.2009, Бюл.№ 1, 2009 р. (72) ІВАНОВ КОСТЯНТИН ОЛЕКСАНДРОВИЧ, UA, МЕРЕЖКО ВІКТОР ЛУКИЧ, U A, ЧУЄВ АН АТОЛІЙ ВАСИЛЬОВИЧ, UA, ШЛЯХОВ ПАВЛО ОЛЕКС АНДРОВИЧ, UA, МІНІН ВАСИЛІЙ АН АТОЛІЙОВИЧ, UA, Г АРМАШОВ ДЕНИС ЮРІЙОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ІНТЕРПАЙП НИЖНЬОДНІПРОВСЬКИЙ ТРУБОПРОКАТНИЙ ЗАВОД", U A (56) RU 2245216, 27.01.2005 RU 2202442, 20.04.2003 US 3818733, 25.06.1974 GB 1005328, 22.09.1965 3 85348 неприпустимою умовою при пілігрімовій прокатці, яке характеризується різкими динамічними навантаженнями на валки - ударами заготівки. Найближчим, по сукупності істотних ознак, є спосіб гарячої прокатки труб на пілігрімових станах, включаючий деформацію на дорні нагрітої порожнистої гільзи в калібрі з поперечним перетином, що зменшується по колу, сталевих, наплавлених і шлі фованих валках пілігрімового стану. У відомому способі гарячій пілігрімовії прокатки з метою зниження кількості випадків налипання металу на робочу поверхню валків операцію наплавлення виконують зварювальним дротом спеціального складу. (Технологічна інструкція - ТІ НТЗ-ПИ-Тр4-02-2004, Виготовлення валків пілігрімових станів установки 5-12" трубопрокатного цеху №4.) Недоліком відомого способу є велика кількість випадків налипання металу в початковий період прокатки (затравки). У основу даного винаходу поставлена задача створення такого способу прокатки труб на пілігрімових станах, використовування якого дозволило б значною мірою понизити кількість випадків налипання за рахунок створення розділового шару між поверхнями валків і деформуємого металу. Поставлена задача розв'язується тим, що в способі прокатки труб на пілігрімових станах, включаючому деформацію на дорні нагрітої порожнистої гільзи в калібрі з поперечним перетином, що зменшується по колу, сталеви х, наплавлених і шліфованих перед установкою в кліть валків, згідно винаходу, поверхню калібру валків перед їх установкою в кліть покривають водостійким противоналіпающим складом. При цьому водостійкий противоналіпающий склад складається з наступних компонентів в об'ємному співвідношенні %: швидковисихаюча зв'язуюча речовина 70¸85 пластифікатор 5¸10 наповнювач-абразив 5¸10 противопригарна присадка 5¸10 Застосування швидковисихаючої зв'язуючої речовини в кількості 70-85% сприяє легкому нанесенню і забезпечує хорошу криючу здатність противоналіпающего складу, високу адгезію до металу пільгервалків і отримання міцного суцільного, незмивного водою покриття на робочій поверхні інструменту деформації. Внесення пластифікатора в кількості 5-10% дозволяє досягти високої криючої здатності противоналіпающего складу. Крім того, пластифікатор вводиться так само з метою алітірованія робочої поверхні валків пілігрімового стану, що підвищує її термостійкість, зносостійкість і оберігає від схоплювання з прокатуваємим металом. Застосування наповнювача-абразиву в кількості 5-10%, забезпечує підвищення коефіцієнта тертя при прокатці в зонах підвищеного ковзання забезпечуючи, таким чином зменшення прослизання валків. Внесення противопригарної присадки в кількості 5-10% дозволяє підсилити адгезіонні властивості противоналіпающего складу і перешкоджає руйнуванню нанесеного шару в результаті динамі 4 чних і термічних дій гарячого металу на робочу поверхню валків. Використовування заявленої сукупності ознак дозволяє створити роздільний шар, що забезпечує зменшення прослизання і, тим самим, зниження випадків налипання металу на пільгервалки. Надалі винахід пояснюється докладним описом його виконання з посиланням на малюнок, на якому зображена крива розподілу граничних співвідношень основних компонентів противоналіпающого засобу, пластифікатора і наповнювачаабразиву. Спосіб гарячої прокатки труб на пілігрімових станах включаючи деформацію на дорні нагрітої порожнистої гільзи в калібрі з поперечним перетином сталевих наплавлених і шліфованих, що зменшується по колу, перед установкою в кліть валків, калібр яких заздалегідь покривають водостійким противоналіпающим складом. При цьому водостійкий противоналіпающий склад складається з наступних компонентів в об'ємному співвідношенні %: швидковисихаюча зв'язуюча речовина 70¸85 пластифікатор 5¸10 наповнювач-абразив 5¸10 противопригарна присадка 5¸10 Найважливішим для роботи даного способу є наступне, співвідношення масових об'ємів таких основних інгредієнтів, як пластифікатор і наповнювач-абразив, необхідно знаходяться в діапазоні від 0,5 до 2. (див. малюнок) В разі швидковисихаючої зв'язуючої речовини може бути використаний лак бітумний, пластифікатор - пудра алюмінієва, наповнювач-абразив окисел хрому, противопригарна присадка - покриття ливарне противопригарне. Захисне покриття, водостійкий противоналіпающий склад (ПНС), наноситься за заздалегідь на очищену від забруднень (пил, бруд, масляні плями) робочу поверхню валків пілігрімового стану за 1¸2 години до їх установки в кліть. Маючи високу адгезію, ПНС, при нанесенні на валки, твердне, заповнюючи всі мікронерівності на їх поверхнях, утворюючи міцний, не змиваємий водою розділовий шар. У початковий момент прокатки при зіткненні з гарячим металом ПНС утворює суцільну в'язку плівку, що надійно екранує контактні поверхні на ділянках підвищеного ковзання. Розділяючи контактні поверхні і створюючи сприятливі умови тертя при прокатки перших 1¸2 злитків, ПНС створює необхідні умови для розігрівання і підготовки (прироблення) поверхневого шару валків для подальшої експлуатації без налипання металу. Приготування захисного складу ПНС виповнюється таким чином: у ємкість насипають мірну кількість пудри алюмінієвої, окислу хрому, покриття ливарного противопригарного і заливають мірною кількістю лака бітумного. Одержану суміш ретельно перемішують до отримання однорідної маси. Таким чином, при використовуванні способу, що заявляється, досягається зниження випадків налипання металу на валки при їх введенні в експлуатацію, і тим самим зниження кількості утворення зовнішніх дефектів - насічок, дрантя, рісок і 5 85348 подовжніх задирів. Подальша експлуатація валків пільгерстанов заздалегідь підготовленою поверхнею дозволяє прокатувати тр уби з якіснішою зовнішньою поверхнею. Комп’ютерна в ерстка В. Клюкін 6 Справжнє рішення технічної задачі просте у використовуванні і може бути здійснене з застосуванням існуючих технологій і матеріалів. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of tube rolling on pilger rolling mills
Автори англійськоюIvanov Kostiantyn Oleksandrovych, Merezhko Viktor Lukych, Chuiev Anatolii Vasyliovych, Shliakhov Pavlo Oleksandrovych, Minin Vasylii Anatoliiovych, Harmashov Denys Yuriiovych
Назва патенту російськоюСпособ прокатки труб на пилигримовых станах
Автори російськоюИванов Костянтин Александрович, Мережко Виктор Лукич, Чуев Анатолий Васильевич, Шляхов Павел Александрович, Минин Василий Анатольевич, Гармашов Денис Юрьевич
МПК / Мітки
МПК: B21C 3/16
Мітки: спосіб, прокатки, станах, пілігрімових, труб
Код посилання
<a href="https://ua.patents.su/3-85348-sposib-prokatki-trub-na-piligrimovikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки труб на пілігрімових станах</a>
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бочаров Володимир Віталійович, Бочаров Віталій Федорович, Норка Сергій Петрович, Бойко Володимир Семенович
МПК: B21B 1/04
Мітки: прокатки, особливої, безперервних, холодної, станах, спосіб, штаб, тонких
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Попов Олексій Маратович, Попов Марат Васильович, Живцов Сергій Павлович, Автономов Семен Володимирович, Вольфович Георгій Вольфович
МПК: B21B 17/00, B21B 21/00
Мітки: холодної, стан, прокатки, здійснення, способу, труб, спосіб
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48357
Опубліковано: 15.12.2003
Автори: Грабовський Георгій Геннадієвич, Бєлобров Юрій Миколайович, Бєляєв Юрій Борисович, Орловський Юрій Володимирович, Бєляєва Анастасія Юрьєвна
МПК: B21B 37/16, B21B 37/58
Мітки: товщини, станах, прокатки, гарячої, листа, реверсивних, стабілізації, спосіб
Формула / Реферат:
Спосіб стабілізації товщини листа на реверсивному стані гарячої прокатки, що передбачає попереднє встановлення рівня лінії прокатки і фіксацію відповідного зусилля, встановлення перед першим пропусканням листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропусканням в процесі прокатки до досягнення заданої товщини листа, при першому пропусканні листа вимірювання зусиль прокатки та температури, визначення відхилення сил...
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 69791
Опубліковано: 15.09.2004
Автори: Костюченко Михайло Іванович, Сокуренко Анатолій Валентинович, Куваєв Володимир Миколайович, Карпинський Юрій Пантелеймонович, Шеремет Володимир Олександрович, Чигринський Володимир Олександрович
МПК: B21B 1/16
Мітки: станах, спосіб, сортових, заготовок, безперервних, прокатки
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що включає попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей із прокатом і монотонне збільшення...
Спосіб холодної прокатки труб
Номер патенту: 48540
Опубліковано: 15.08.2002
Автори: Автономов Семен Володимирович, Вахрушева Вера Сергіївна, Попов Марат Васильович, Попов Олексій Маратович, Тімашев Сергій Павлович
МПК: B21B 21/00
Мітки: спосіб, прокатки, труб, холодної
Формула / Реферат:
1.Спосіб холодної прокатки труб, що включає підготовку заготівки до прокатки і прокатку шляхом порційної подачі заготівки у осередок деформації, утворений двома парами валків, і деформації поданої порції послідовно першою й другою парами валків при їх зворотно-поступальному переміщенні на нерухомій оправці, який відрізняється тим, що попередню підготовку здійснюють за допомогою високотемпературного надзвукового газополум’яного струменя, що...
Попередній патент: Алмазно-твердосплавна пластина
Наступний патент: Фосфоліпідний масложировий продукт та спосіб нормалізації функціонального стану мононуклеарних клітин крові людини
Випадковий патент: Муфта запобіжна пружна