Спосіб очистки деталей від окалини
Номер патенту: 85441
Опубліковано: 26.01.2009
Автори: Негруб Світлана Леонідівна, Валіахметов Михайло Марсович, Проволоцький Олександр Євдокимович, Кузнєцов Віктор Євдокимович


Формула / Реферат
Спосіб очистки деталей від окалини, що включає вилучення окалини руйнуванням її металевими щітками, який відрізняється тим, що після взаємодії металевої щітки з поверхнею оброблюваної деталі продовжують обробку полімер-абразивним інструментом, в якому абразивні частинки використовуються з розміром у межах 0,2÷0,55 від діаметра дроту в щітці.
Текст
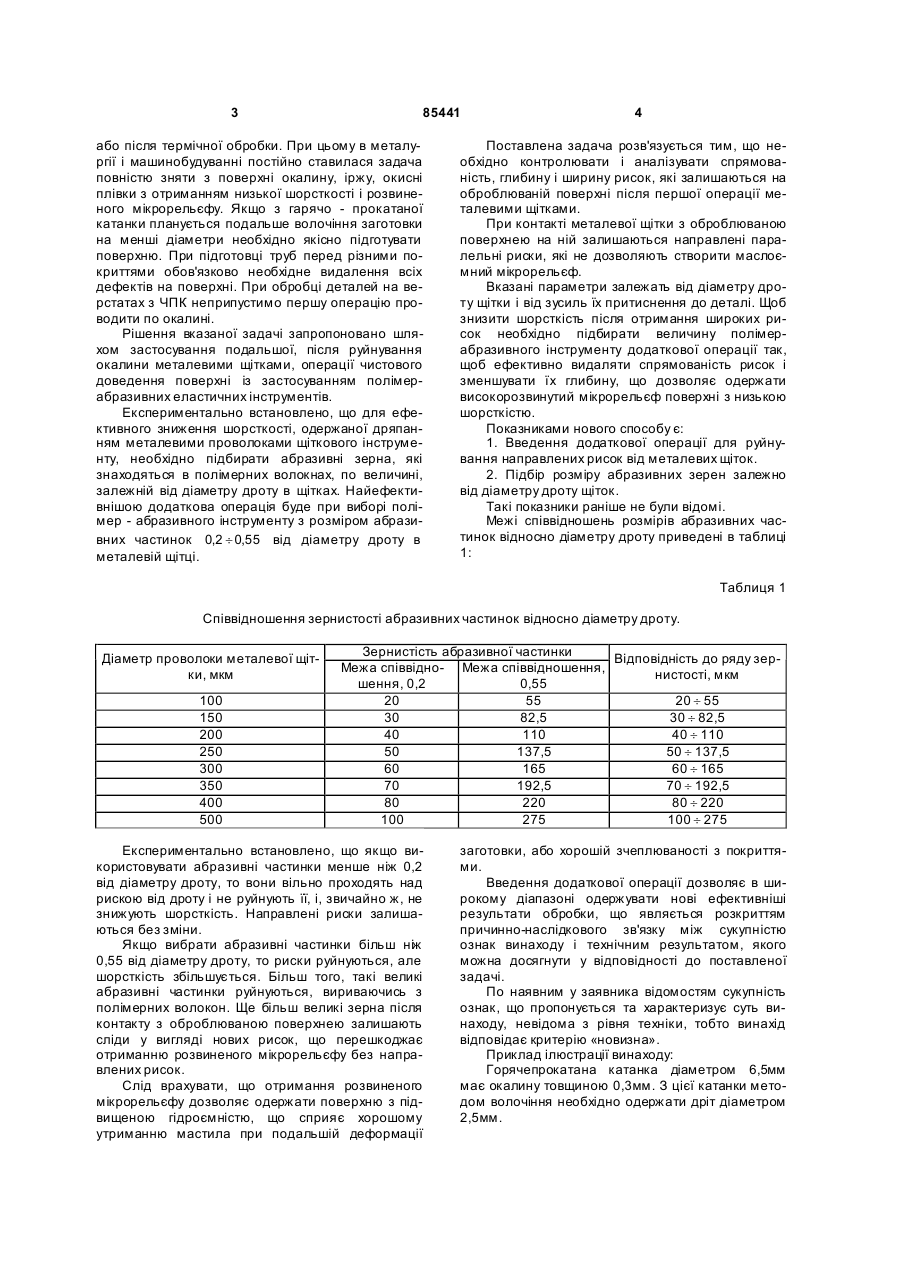
Спосіб очистки деталей від окалини, що включає вилучення окалини руйнуванням її металевими щітками, який відрізняється тим, що після взаємодії металевої щітки з поверхнею оброблюваної деталі продовжують обробку полімерабразивним інструментом, в якому абразивні частинки використовуються з розміром у межах 0,2÷0,55 від діаметра дроту в щітці. (19) (21) a200703507 (22) 30.03.2007 (24) 26.01.2009 (46) 26.01.2009, Бюл.№ 2, 2009 р. (72) ПРОВОЛОЦЬКИЙ ОЛЕКСАНДР ЄВДОКИМОВИЧ, UA, КУЗНЄЦОВ ВІКТОР ЄВДОКИ МОВИЧ, UA, ВАЛІАХМЕТОВ МИ ХАЙЛО МАРСОВИЧ, U A, НЕГРУБ СВІТЛАНА ЛЕОНІДІВН А, U A (73) НАУКОВО-ДОСЛІДНИЙ ІНСТИТУТ СПЕЦІАЛЬНИХ ТЕХНОЛОГІЙ Н АЦІОН АЛЬНОЇ МЕТАЛУРГІЙНОЇ АКАДЕМІЇ УКРАЇНИ, U A (56) SU 1715558 A1, 29.02.1992 UA 48734 A, 15.08.2002 3 85441 або після термічної обробки. При цьому в металургії і машинобудуванні постійно ставилася задача повністю зняти з поверхні окалину, іржу, окисні плівки з отриманням низької шорсткості і розвиненого мікрорельєфу. Якщо з гарячо - прокатаної катанки планується подальше волочіння заготовки на менші діаметри необхідно якісно підготувати поверхню. При підготовці труб перед різними покриттями обов'язково необхідне видалення всіх дефектів на поверхні. При обробці деталей на верстатах з ЧПК неприпустимо першу операцію проводити по окалині. Рішення вказаної задачі запропоновано шляхом застосування подальшої, після руйнування окалини металевими щітками, операції чистового доведення поверхні із застосуванням полімерабразивних еластичних інструментів. Експериментально встановлено, що для ефективного зниження шорсткості, одержаної дряпанням металевими проволоками щіткового інструменту, необхідно підбирати абразивні зерна, які знаходяться в полімерних волокнах, по величині, залежній від діаметру дроту в щітках. Найефективнішою додаткова операція буде при виборі полімер - абразивного інструменту з розміром абразивних частинок 0,2 ¸ 0,55 від діаметру дроту в металевій щітці. 4 Поставлена задача розв'язується тим, що необхідно контролювати і аналізувати спрямованість, глибину і ширину рисок, які залишаються на оброблюваній поверхні після першої операції металевими щітками. При контакті металевої щітки з оброблюваною поверхнею на ній залишаються направлені паралельні риски, які не дозволяють створити маслоємний мікрорельєф. Вказані параметри залежать від діаметру дроту щітки і від зусиль їх притиснення до деталі. Щоб знизити шорсткість після отримання широких рисок необхідно підбирати величину полімерабразивного інструменту додаткової операції так, щоб ефективно видаляти спрямованість рисок і зменшувати їх глибину, що дозволяє одержати високорозвинутий мікрорельєф поверхні з низькою шорсткістю. Показниками нового способу є: 1. Введення додаткової операції для руйнування направлених рисок від металевих щіток. 2. Підбір розміру абразивних зерен залежно від діаметру дроту щіток. Такі показники раніше не були відомі. Межі співвідношень розмірів абразивних частинок відносно діаметру дроту приведені в таблиці 1: Таблиця 1 Співвідношення зернистості абразивних частинок відносно діаметру дроту. Діаметр проволоки металевої щітки, мкм 100 150 200 250 300 350 400 500 Зернистість абразивної частинки Відповідність до ряду зерМежа співвідно- Межа співвідношення, нистості, мкм шення, 0,2 0,55 20 55 20 ¸ 55 30 82,5 30 ¸ 82,5 40 110 40 ¸ 110 50 137,5 50 ¸ 137,5 60 165 60 ¸ 165 70 192,5 70 ¸ 192,5 80 220 80 ¸ 220 100 275 100 ¸ 275 Експериментально встановлено, що якщо використовувати абразивні частинки менше ніж 0,2 від діаметру дроту, то вони вільно проходять над рискою від дроту і не руйнують її, і, звичайно ж, не знижують шорсткість. Направлені риски залишаються без зміни. Якщо вибрати абразивні частинки більш ніж 0,55 від діаметру дроту, то риски руйнуються, але шорсткість збільшується. Більш того, такі великі абразивні частинки руйнуються, вириваючись з полімерних волокон. Ще більш великі зерна після контакту з оброблюваною поверхнею залишають сліди у вигляді нових рисок, що перешкоджає отриманню розвиненого мікрорельєфу без направлених рисок. Слід врахувати, що отримання розвиненого мікрорельєфу дозволяє одержати поверхню з підвищеною гідроємністю, що сприяє хорошому утриманню мастила при подальшій деформації заготовки, або хорошій зчеплюваності з покриттями. Введення додаткової операції дозволяє в широкому діапазоні одержувати нові ефективніші результати обробки, що являється розкриттям причинно-наслідкового зв'язку між сукупністю ознак винаходу і технічним результатом, якого можна досягнути у відповідності до поставленої задачі. По наявним у заявника відомостям сукупність ознак, що пропонується та характеризує суть винаходу, невідома з рівня техніки, тобто винахід відповідає критерію «новизна». Приклад ілюстрації винаходу: Горячепрокатана катанка діаметром 6,5мм має окалину товщиною 0,3мм. З цієї катанки методом волочіння необхідно одержати дріт діаметром 2,5мм. 5 85441 Для волочіння з катанки необхідно повністю зняти окалину і відполірувати заготовку до низької шорсткості з розвиненим мікрорельєфом. Перша операція по руйнуванню окалини виконується дисковою дротяною щіткою, діаметр проволоки щітки 0,3мм. При контакті щітки із заготовкою окалина руйнується, але на поверхні залишаються риски шириною до 0,3мм. Між рисками виступи до 0,1мм. При такій шорсткості підвищуються зусилля волочіння і не утримується мастило. Після першої операції вводиться друга операція з використанням дискового еластичного полімер - абразівного круга. У волокнах абразивні частинки 0,4 від діаметру дроту, тобто розмір .абразиву 120мкм. При контакті абразивних частинок, виступаючих з полімерних волокон, з катанки знімаються направлені риски і виступи між рисками, утворюється розвинений мікрорельєф із значним зниженням шорсткості. Проводилася обробка і при використовуванні абразивних зерен 0,2 від діаметру дроту (60мкм) і 0,55 від діаметру дроту (165мкм). Результати позитивні. Проведена перевірка при використовуванні абразивних зерен 0,1 від діаметру дроту (30мкм) і 0,6 від діаметру дроту (180мкм). При зернах 30мкм руйнування рисок не було, а при зернах 180мкм зерна перетинаючи риски Комп’ютерна в ерстка В. Клюкін 6 викрішувались із волокон і залишали підвищену шорсткість на обробленій поверхні. Аналогічні перевірки способу проводились також при обробці труб, листів та деталей після термічної обробки, де запропоновані режими підтвердились в таких же рівнях. Суть заявленого винаходу не витікає явним чином для спеціаліста з відомого рівня техніки. Сукупність ознак, що характеризує звісне рішення, не забезпечує досягнення нових властивостей і тільки наявність ознак, що відрізняють винахід, дозволяє отримати нові властивості, новий технічний результат. Отже, винахід, що пропонується, відповідає критерію «винахідний рівень». Запропонований спосіб випробуваний в умовах дослідного виробництва Національної металургійної академії України за участю співробітників науково дослідного інституту Н МетАУ. Акт випробувань додається. Таким чином, спосіб обробки деталей, що пропонується відповідає критерію «Виробнича застосовність» Джерела інформації: 1. Патент України №43088А В24В 5/36. Пристрій для шліфування дроту / Матюха П. Г., Варюхін В. М., Тютенко B. C. - Оп убл. 2001. Бюл. №10; 2. А.С. №1715558, СССР В24В 5/38 Устройство для очистки проволоки / Журавлів:А. А., Лазутин В. Ф. и др. - Опубл. 1992. Бюл. №8. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of removal of slag from components
Автори англійськоюProvolotskyi Oleksandr Yevdokymovych, Kuznietsov Viktor Yevdokymovych, Valiakhmetov Mykhailo Marsovych, Nehrub Svitlana Leonidivna
Назва патенту російськоюСпособ очистки деталей от окалины
Автори російськоюПроволоцкий Алесандр Евдокимович, Кузнецов Виктор Евдокимович, Валаахметов Михаил Марсович, Негруб Светлана Леонидовна
МПК / Мітки
МПК: B24B 5/00, B08B 9/00, B24B 1/00
Мітки: спосіб, деталей, окалини, очистки
Код посилання
<a href="https://ua.patents.su/3-85441-sposib-ochistki-detalejj-vid-okalini.html" target="_blank" rel="follow" title="База патентів України">Спосіб очистки деталей від окалини</a>
Спосіб гідроабразивної очистки поверхонь деталей
Номер патенту: 9808
Опубліковано: 17.10.2005
Автори: Джемелінська Леся Віталіївна, Джемелінський Віталій Васильович
МПК: B24C 1/00
Мітки: деталей, спосіб, очистки, поверхонь, гідроабразивної
Формула / Реферат:
Спосіб гідроабразивної очистки поверхонь деталей, при якому в сопло Лаваля по співвісним циліндричним каналам подають в необхідному масовому співвідношенні струмінь стиснутого газу і потік гідроабразивної суміші, а утворену ними аерозольну суміш направляють на оброблювану поверхню деталі, який відрізняється тим, що перед подачею в сопло струмінь стиснутого повітря приводять в обертовий навколо осі сопла рух.
Установка для відділення окалини з поверхні гарячекатаного дроту
Номер патенту: 30134
Опубліковано: 15.11.2000
Автори: Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Лобанов Олександр Іванович, Крилов Михайло Юрійович, Сергєєв Віктор Володимирович, Блощинський Григорій Павлович, Попов Євген Григорович
МПК: B21C 43/00
Мітки: відділення, установка, поверхні, дроту, окалини, гарячекатаного
Формула / Реферат:
Установка для відділення окалини з поверхні гарячекатаного дроту, яка містить вертикально і горизонтально розташовані окалиноламаючі ролики, щітки, розміщені з можливістю повертання, і бункерзбірник, яка відрізняється тим, що щітки розміщені у приводній обоймі, вісь повертання котрої збігається з повздовжньою віссю установки, при цьому щітки мають циліндричну форму і розміщені у обоймі таким чином, що їх осі паралельні як між собою, так і осі...
Пристрій для додаткової очистки довгомірної сталевої заготовки від окалини після роликового окалиновідламувача в потоці з волочінням
Номер патенту: 74927
Опубліковано: 15.02.2006
Автори: Ломов Ілля Миколайович, Єрмакова Оксана Сергіївна, Должанський Анатолій Михайлович, Орлович Дмитро Євгенович
МПК: B21C 43/00
Мітки: потоці, сталевої, окалини, роликового, очистки, додаткової, волочінням, пристрій, заготовки, окалиновідламувача, довгомірної
Формула / Реферат:
1. Пристрій для додаткової очистки довгомірної сталевої заготовки від окалини після роликового окалиновідламувача в потоці з волочінням, що включає підпружинену повздовжню камеру з сітчастим дном, що має прямокутний поперечний переріз і співвідношення меншої сторони перерізу і довжини камери менше 1, в торцях якої виконані отвори для входу і виходу заготовки, камера забезпечена кришкою з можливістю регулювання її положення щодо дискретного...
Пристрій для гідроструминної очистки від окалини заготовок прокатного стана
Номер патенту: 55901
Опубліковано: 15.04.2003
Автори: Грабовський Георгій Генадійович, Байкалов Володимир Анатолійович
МПК: B21B 45/04
Мітки: окалини, пристрій, прокатного, очистки, гідроструминної, стана, заготовок
Формула / Реферат:
1. Пристрій для гідроструминної очистки від окалини заготовок прокатного стана, що містить сопла, встановлені виходами до поверхні заготовки, яку очищують, а входами з'єднані з виходом насосної станції, яка містить два або декілька з'єднаних паралельно насосів і регулятор тиску, а також пристрій керування, що містить блок вводу інформації, входом з'єднаний з датчиком наявності заготовки, який відрізняється тим, що регулятор тиску виконаний у...
Спосіб видалення окалини з гарячекатаної смуги
Номер патенту: 25776
Опубліковано: 27.08.2007
Автор: Жуков Микола Борисович
МПК: B21B 45/04
Мітки: смуги, окалини, гарячекатаної, видалення, спосіб
Формула / Реферат:
Спосіб видалення окалини з гарячекатаної смуги шляхом подачі струменів води під тиском, які створюють на поверхні смуги вузьку зону удару і протяжну зону інтенсивного охолодження, яка в процесі руху смуги залишається нерегульованою, який відрізняється тим, що на вході вузької зони удару безперервно вимірюють температуру поверхні смуги, змінюють довжину протяжної зони інтенсивного охолодження в залежності від виміряної температури і окалину на...
Попередній патент: Електрофільтр для очищення повітря та викидів
Наступний патент: Вібраційний викопуючий робочий орган
Випадковий патент: Спосіб профілактики та лікування діабетичної ретинопатії у хворих на інсуліннезалежний цукровий діабет