Спосіб видавлювання деталей зі складним профілем
Номер патенту: 8620
Опубліковано: 15.08.2005
Автори: Алієва Лейла Іграмотдіновна, Борисов Руслан Сергійович
Формула / Реферат
Спосіб видавлювання деталей зі складним профілем шляхом заповнення робочих порожнин матриці металом, що видавлюється з різних зон деформівної заготовки одночасно щонайменше у двох, прямому і поперечному, напрямках, який відрізняється тим, що в поперечну порожнину матриці видавлюють метал із середньої по висоті зони заготовки, при цьому матрицю в процесі деформування переміщують у напрямку прямого видавлювання.
Текст
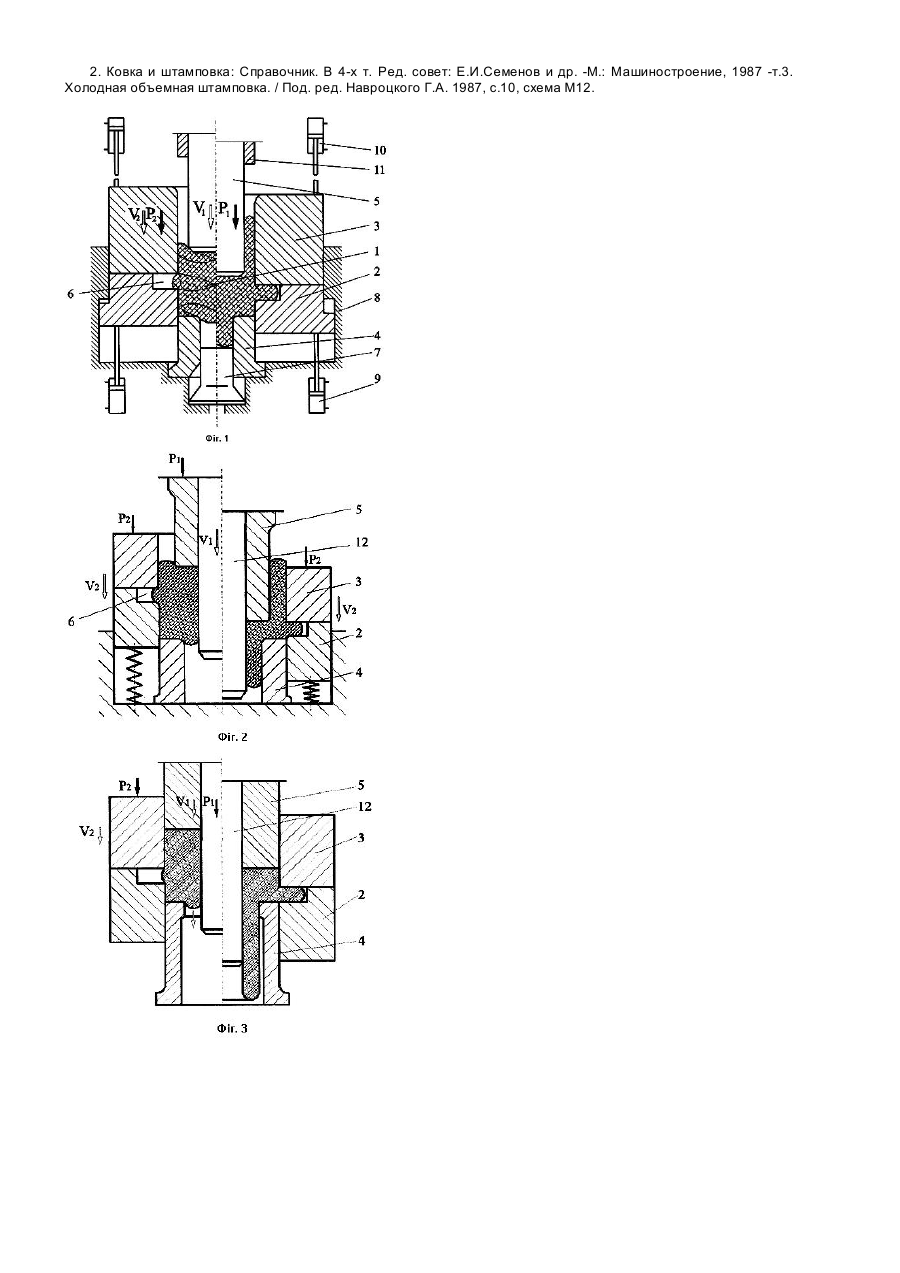
Корисна модель відноситься до галузі обробки металів тиском і може бути використана у машино- і приладобудуванні при виготовленні деталей складної конфігурації типу стакана або втулки з фланцем і відростком. Відомий спосіб виготовлення виробів зі складним зовнішнім профілем, що полягає в послідовному деформуванні заготовок на різних позиціях за кілька послідовних переходів, на кожному з яких здійснюється видавлювання металу по простих схемах: прямого, зворотного і поперечного витікання [1]. Недоліком способу є низька якість і продуктивність штампування та неможливість одержання порожнистих деталей за одну операцію. Відомий також, обраний як прототип, спосіб видавлювання деталей зі складним профілем, що полягає в деформуванні заготовки впливом пуансона і витіканні металу одночасно, щонайменше, за двома напрямками: у прямому (подовжньому, уздовж осі) і поперечному з утворенням на деталі бічного стовщення (фланця або відростка) і центрального стрижня (осьового відростка з боку дна деталі) [2]. Таке комбіноване видавлювання може включати і витікання в третьому напрямку - зворотному, і при цьому одержування порожнистих деталей за один перехід стане ще складнішим. Недоліком такого способу є те, що наявність прямого витікання металу в комбінованій з 2-х або трьох простих способів схемі видавлювання істотно змінює характер деформації. При наявності в комбінованій схемі прямого видавлювання з самого початку процесу має місце сполучення осередків інтенсивної деформації і розподіл течії металу в прямому і поперечному напрямках. Це супроводжується небезпекою появи тріщин на границях зсуву металу відносно уже формоутворенній та застійною зоною, що стала частиною деталі (напівфабрикату). Найчастіше небезпечною зоною виступає фланцева частина (фланець або бічний відросток) виробу, яку було одержано поперечним видавлюванням у початковій стадії процесу. Течія металу уздовж границі з застійною зоною або границі розподілу течії приведе до тріщиноутворення і відділення фланця (бічного відростка) від виробу. В основу корисної моделі поставлено задачу усунення відзначених недоліків відомого способу і підвищення якості виробів які штампуються шляхом зміни технологічних режимів деформування тобто послідовності здійснення дій над заготовкою та комбінування прийомів прямого та поперечного видавлювання. За рахунок цього істотно розширюється діапазон співвідношень розмірів, складність конструкції і номенклатура деталей, які штампуються та їхня якість. Поставлена задача вирішується тим, що в способі видавлювання деталей зі складним профілем шляхом заповнення робочих порожнин металом, що видавлюється з різних зон деформівної заготовки одночасно щонайменше за двома, у прямому і поперечному напрямкам, відповідно до корисної моделі в поперечну порожнину матриці видавлюють метал із середньої по висоті зони заготовки, при цьому матрицю в процесі деформування з поперечною порожниною переміщають у напрямку прямого видавлювання. Таким чином, комбіноване видавлювання здійснюють з поділом осередків деформації витікання металу в повздовжньому і поперечному напрямках. Виконання способу в пропонованій сукупності і послідовності прийомів дозволяє усунути розриви і досягти повного оформлення деталей типу стаканів з осьовим відростком та стовщенням, який розміщений біля донця і як наслідок підвищити якість виробів і можливості процесів штампування. Управління течією металу і усунення накладення (сполучення) осередків інтенсивної деформації при видавлюванні одночасно за двома (трьома) напрямками сприяє ліквідації тріщиноутворення - підвищенню якості, а одноперехідне комбіноване штампування видавлюванням сприяє зниженню зусиль деформування і підвищенню продуктивності. За рахунок розведення осередків деформування і виконання прийомів видавлювання в прямому та поперечному напрямках в окремих зонах заготовки можливе переміщення значного обсягу металу як в поперечну порожнину матриці з формуванням стовщень (фланців або бічних відростків) з більшим діапазоном розмірів, так і в прямому напрямку до кінцевої стадії видавлювання, що дає можливість формоутворення кутків і чітко (з малими радіусами) формувати переходи і профільний зовнішній контур деталі. Це обумовлено тим, що в умовах роздільної течії внаслідок усунення високого градієнту ступені деформування та інтенсивного пластичного зсуву між окремими зонами в осередку деформації при видавлюванні виключено сколювання на межі між фланцем та тілом напівфабрикату, що значно підвищує якість формоутворення. Рухомість матриці відносно пуансонів з швидкістю, яка менше швидкості деформуючого пуансону, супроводжується тим, що в поперечну порожнину видавлюється метал з двосторонньою подачею, що також сприяє підвищенню якості процесу деформування. В цілому це супроводжується підвищенням продуктивності та показників економічності процесу. Крім того, спосіб може бути використано і для отримання деталей типу втулок з наскрізним отвором з трубчастих вихідних заготовок. Додатково для поширення можливостей формоутворення при видавлюванні деталей з трубчастих заготовок можливе комбінування лише двох схем видавлювання, поперечного та прямого, тобто деформуючий пуансон впливає на весь верхній край заготовки і течія металу в зворотному напрямку не здійснюється. Сутність і послідовність здійснення способу показано на кресленнях, де зображено: на Фіг.1 - послідовність комбінованого видавлювання за пропонованим способом на попередній (ліворуч) і на заключній (праворуч) стадіях деформування; на Фіг.2 - те ж саме при деформуванні вихідної трубчастої заготовки; на Фіг.3 - схема комбінованого видавлювання за двома напрямками видавлювання. Спосіб здійснюють у загальному виді наступним чином (Фіг.1). Заготовка 1 укладається у матрицю, яку виконано з двох частин 2 і 3, на торець контрпуансона 4. Пуансон 5 переміщають униз (із зусиллям Р1, зі швидкістю V1). У момент зіткнення торців пуансона 5 і заготовки 1 починається її комбіноване (сполучене) деформування (видавлювання), утворюючи одночасно зворотним видавлюванням порожню частину з верхнього торця напівфабрикату, поперечним (радіальним) видавлюванням фланець або стовщення на бічній поверхні і прямим видавлюванням осьовий відросток з боку нижнього торця напівфабрикату. При цьому локальні осередки інтенсивної пластичної деформації витікання металу в кожному із трьох напрямків (окреслені штриховою лінією) розділені і розміщені на віддаленні один від одного, що перешкоджає інтенсивному зрушенню на границях розподілу течії і можливому тріщиноутворенню. Це досягнуто підйомом матриці (2-3) так, щоб поперечна порожнина 6 була розміщена на початку деформування на переважно рівному видаленні від торців пуансона 5 і контрпуансона 4, біля яких утворюються осередки деформації відповідно зворотного і прямого видавлювання. Таким чином в поперечну порожнину тече метал із середньої частини заготовки. Одночасно з початком процесу і переміщенням пуансона 5 у процесі деформування щодо заготовки 1 переміщають у тому ж напрямку, що і пуансон 5, матрицю 2-3 під дією зусилля Р 2 зі швидкістю V2, відмінною від швидкості пуансона V1. При цьому пуансон 5 випереджає матрицю, тобто V2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for extrusion of parts of intricate shape
Автори англійськоюAliieva Leila Ihramotdinovna
Назва патенту російськоюСпособ выдавливания деталей со сложным профилем
Автори російськоюАлиева Лейла Играмотдиновна
МПК / Мітки
МПК: B21K 23/00, B21K 21/00
Мітки: спосіб, профілем, видавлювання, складним, деталей
Код посилання
<a href="https://ua.patents.su/3-8620-sposib-vidavlyuvannya-detalejj-zi-skladnim-profilem.html" target="_blank" rel="follow" title="База патентів України">Спосіб видавлювання деталей зі складним профілем</a>
Спосіб видавлювання порожнистих деталей

Номер патенту: 67977
Опубліковано: 15.07.2004
Автори: Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна, Сивак Катерина Іванівна, Савчинський Іван Григорович
МПК: B21K 21/00
Мітки: спосіб, деталей, видавлювання, порожнистих
Формула / Реферат:
Спосіб видавлювання порожнистих деталей, що здійснюється шляхом прикладення деформуючого зусилля до торця заготовки і впливу на її бічну поверхню додатковими силами, спрямованими уздовж осі симетрії деталі, який відрізняється тим, що видавлювання здійснюють зі зміною напрямку силового впливу на бічну поверхню, при цьому на початковій стадії сили діють в напрямку видавлювання металу, а в заключній стадії - протилежно напрямкові...
Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею
Номер патенту: 67960
Опубліковано: 15.07.2004
Автори: Савченко Олег Констятинович, Алієв Іграмотдін Серажутдінович, Чучин Олег Володимирович, Алієва Лейла Іграмотдіновна
МПК: B21K 23/00, B21K 21/00
Мітки: фасонною, деталей, порожнистих, спосіб, видавлювання, бічною, поверхнею
Формула / Реферат:
1. Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею, що полягає в радіальному видавлюванні матеріалу заготовки в поперечний зазор між верхньою матрицею і нижньою рухливою опорою з наступною зміною напрямку течії металу на пряме вздовж внутрішньої бічної поверхні матриці, який відрізняється тим, що верхній формотворний інструмент розділений на півматрицю й обойму, нижній робочий інструмент розділений на деформуючий...
Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею
Номер патенту: 71184
Опубліковано: 15.11.2004
Автори: Носаков Олександр Анатолійович, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдінова, Косенко Максим Вікторович
Мітки: видавлювання, зовнішньою, фасонною, порожнистих, виробів, спосіб, поверхнею
Формула / Реферат:
1. Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею, що включає вплив пуансона на заготовку і її поетапне деформування з перемінним ступенем деформації в матриці, здатної до подовжнього переміщення, який відрізняється тим, що переміщення матриці здійснюють періодично і односпрямовано з пуансоном, і переважно перед початком етапу деформування зі зменшеним ступенем деформації.2. Спосіб по п. 1, який відрізняється...
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B21D 22/00
Мітки: зворотного, штамп, видавлювання, холодного
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 68115
Опубліковано: 15.07.2004
Автори: Лобанов Олександр Іванович, Савчинський Іван Григорович, Сивак Катерина Іванівна, Алієва Лейла Іграмотдіновна
МПК: B21K 21/00
Мітки: отвором, спосіб, виготовлення, деталей, наскрізним
Формула / Реферат:
1. Спосіб виготовлення деталей з наскрізним отвором, що включає радіальне видавлювання фланця в поперечну кругову порожнину, утворену півматрицями, і пробивання отворів, які виконуються дією рухливих деформуючого і опорного пуансонів на багатоштучну заготовку, який відрізняється тим, що прийоми поперечного видавлювання і пробивання здійснюються поперемінно в декілька стадій, причому при здійсненні стадії поперечного видавлювання рух опорного...
Попередній патент: Кришка люка оглядового колодязя
Наступний патент: Спосіб оцінки ефективності реабілітації дітей з перинатальним ураженням центральної нервової системи
Випадковий патент: Пристрій для отримання плазмових згустків