Спосіб прокатування-розділяння профілів
Номер патенту: 87645
Опубліковано: 27.07.2009
Автори: Солод Володимир Сергійович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Сидоренко Денис Геннадійович, Шенфельд Гліб Глібович
Формула / Реферат
Спосіб прокатування-розділяння профілів, який включає формування розкату, що складається із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, і повздовжнє розділяння заготівок, яке здійснюють прокаткою розкату в валках, який відрізняється тим, що розкат формують із чотирьох або більшої парної кількості заготівок, симетричних у поперечному перерізі щодо вертикальної осі його поперечного перерізу, на якій між двома середніми заготівками формують центральну перемичку, а поздовжнє розділяння виконують шляхом зсуву в гладких валках крайніх перемичок розкату, а потім розділяють центральну перемичку заглибленням гребенів між середніми заготівками, при цьому центральну перемичку виконують таким чином, щоб вона не піддавалася розділянню при прокатці на гладких валках.
Текст
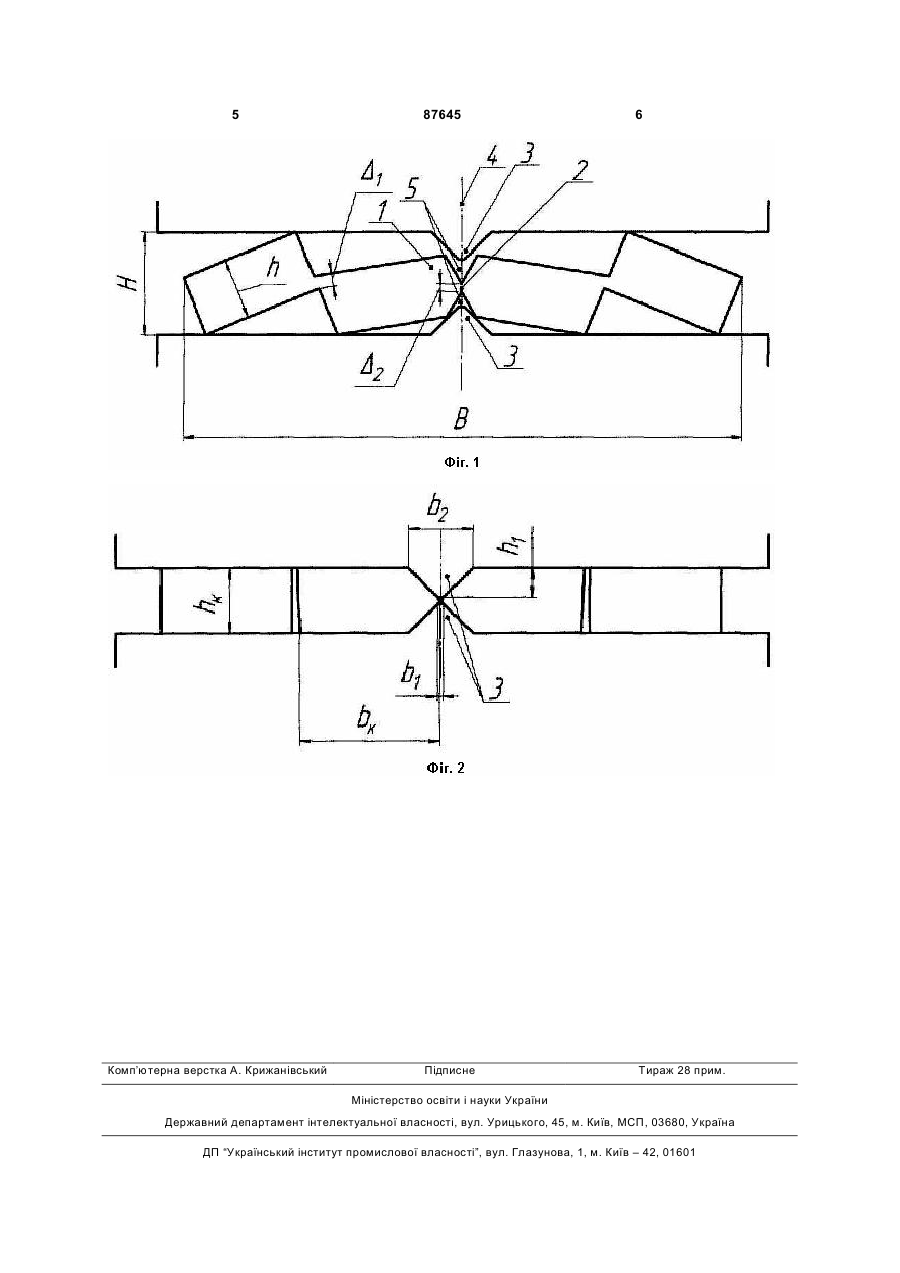
Спосіб прокатування-розділяння профілів, який включає формування розкату, що складається із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, і повздовжнє розділяння заготівок, яке здійснюють прокаткою розкату в валках, який відрізняється тим, що розкат формують із чотирьох або більшої парної кількості заготівок, симетричних у поперечному перерізі щодо вертикальної осі його поперечного перерізу, на якій між двома середніми заготівками формують центральну перемичку, а поздовжнє розділяння виконують шляхом зсуву в гладких валках крайніх перемичок розкату, а потім розділяють центральну перемичку заглибленням гребенів між середніми заготівками, при цьому центральну перемичку виконують таким чином, щоб вона не піддавалася розділянню при прокатці на гладких валках. Винахід відноситься до металургії й може бути використаний при прокатуванні металів. Відомий спосіб багаторівчакового прокатування заготівок, що включає формування двох і більше заготівок, з'єднаних по довжині перемичками й подальше їх повздовжнє розділяння, шляхом розриву перемичок за рахунок заглиблювання гребенів [Многоручьевая прокатка-разделение. Клименко В.М., Ефименко СП., Губайдулин В.Ф., Шульгин Г.М.- М. Металлургия, 1987, стр. 132-133, 154]. До недоліків даного способу відноситься значне погіршення умов розриву перемички й навіть його відсутність при несиметричному русі відокремлюваних заготівок, тобто в реальних умовах прокатного виробництва надійно розділити одночасно в калібрах три й більше заготівок таким методом не вдається. Тому для розділяння зчленованих заготівок із числом більше двох, розділяння ведуть щораз на дві частини, що вимагає й додаткового устаткування й додаткових експлуатаційних витрат. Відомий спосіб багаторівчакового прокатування катанки з безперервнолитого сляба, що включає обтиснення сляба з формуванням прямокутних заготівок, з'єднаних перемичками по вузьким граням, причому розкат симетричний у поперечному перерізі щодо своєї вертикальної осі. Остаточне розділяння розкату може вироблятися будьяким способом на 2-8 самостійних заготівок. Остаточне формування катанки здійснюється понитково в однорівчакових калібрах [Многоручьевая прокатка-разделение. Клименко В.М., Ефименко СП., Губайдулин В.Ф., Шульгин Г.М.- М. Металлургия, 1987, стр. 152-153]. До недоліків даного способу варто віднести неможливість розділяння представленого розкату у валках, тому як приклад наведено випадок повздовжнього розділяння за допомогою газових різаків. Така технологія не могла одержати поширення, тому що повздовжнє розділяння газовими різаками спричинює низьку продуктивність (на кілька порядків нижче, ніж на прокатному стані), появу дефектів на готовому розкаті у вигляді плівки, вкатанної окалини в місцях розділяння, а також додаткові безповоротні втрати металу у вигар. Найбільш близьким по технічній сутності до пропонованого винаходу є спосіб прокатування заготівок [Патент України № 7901, кл. В 21 В 1/02]. У відомому способі розкат формують складеним із прямокутних заготівок, з'єднаних між собою (19) UA (11) 87645 (13) C2 (21) a200814709 (22) 22.12.2008 (24) 27.07.2009 (46) 27.07.2009, Бюл.№ 14, 2009 р. (72) РЯБКІН ЮРІЙ ЮРІЙОВИЧ, СОЛОД ВОЛОДИМИР СЕРГІЙОВИЧ, ШЕНФЕЛЬД ГЛІБ ГЛІБОВИЧ, СИДОРЕНКО ДЕНИС ГЕННАДІЙОВИЧ (73) РЯБКІН ЮРІЙ ЮРІЙОВИЧ, СОЛОД ВОЛОДИМИР СЕРГІЙОВИЧ, ШЕНФЕЛЬД ГЛІБ ГЛІБОВИЧ, СИДОРЕНКО ДЕНИС ГЕННАДІЙОВИЧ (56) UA 12153 A1, 25.12.1996 UA 52187 A, 15.12.2002 SU 527218 A1, 05.09.1976 SU 611694 A1, 25.06.1978 SU 725726 A1, 05.04.1980 US 5626044 A, 06.05.1997 US 5548986 A, 27.08.1996 JP 04100603 A, 02.04.1992 JP 59001001 A, 06.01.1984 JP 59024502 A, 08.02.1984 3 перемичками по вузьким граням, а локальну деформацію металу в районі перемичок здійснюють до зіткнення вузьких граней по всій їхній ширині, після чого повздовжнє розділяння заготівок здійснюють прокатуванням розкату в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок. На зовнішніх вершинах розкату формують скоси. Перемички на розкаті формують асиметрично щодо горизонтальної осі симетрії заготівок. Один з недоліків даного способу - асиметричність поперечного перерізу зчленованих заготівок щодо вертикальної осі, що призводить до постійних осьових навантаженнь на калібри й валки, і до складності утримання калібру в необхідному положенні через нерівномірне асиметричне зношування гребенів, які формують прямокутні заготівки. Це, у свою чергу, спричинює появу на з'єднаному розкаті закатів і прокатної плівки. В основу винаходу поставлено задачу удосконалення способу прокатування-розділяння заготівок, у якому за рахунок формування зчленованого розкату, симетричного в поперечному перерізі щодо вертикальної осі, розділяння центральної перемички між заготівками здійснюють заглибенням гребенів між заготівками, що прилягають до цієї перемички, а інші перемички розділяються за рахунок зсуву прямокутних заготівок відносно один одного при обтисненні на гладкій бочці. Це дає можливість усунути асиметрію в прокатуванні зчленованих заготівок і в той же час здійснювати одночасне розділяння досить великої кількості заготівок. У пропонованому способі, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьким граням і повздовжнє розділяння заготівок, яке здійснюють прокаткою розкату в валках, додатково зчленований розкат, який складається із чотирьох або більшої парної кількості заготівок формують у поперечному перерізі симетричним щодо вертикальної осі його поперечного перерізу, на якій між двома середніми заготівкам знаходиться центральна перемичка, виконують розділяння шляхом зсуву в гладких валках крайніх перемичок розкату, а потім розділяння центральної перемички заглибленням гребенів між середніми заготівками. При цьому центральну перемичку зразу виконують таким чином, що вона не піддається розділянню при прокатці на гладких валках. На Фіг.1 і 2 представлена схема здійснення даного способу. На Фіг.1 зображений розкат, що складається зі зчленованих прямокутних заготівок 1, з'єднаних перемичками 2 і валки (без номера), у які задається цей розкат. На валках виконані гребені 3. Розкат симетричний щодо вертикальної осі 4. На Фіг.2 87645 4 показаний момент виходу розділених заготівок 1 з валків із гребенями й гладкою бочкою. Спосіб здійснюють таким чином. Розкат, сформований прокатуванням у валках із прямокутних заготівок 1, з'єднаних перемичками 2, задається у валки із гладкою бочкою з наявним на кожному валку гребенем 3. Розкат має симетричне розташування заготівок 1 щодо вертикальної осі 4 поперечного перерізу розкату, і складається із чотирьох або більшої парної кількості заготівок, таким чином, що між двома середніми заготівками знаходиться центральна перемичка. По осі розкату сформовані западини 5 для центрування розкату на гребенях 3. При задаванні розкату у валки спочатку відбувається деформація зсувом з поділом крайніх заготівок, потім, по ходу просування по очагу деформації розкату, відбувається розрив гребенями 3 центральної перемички 2 і потім остаточне обтиснення заготівок 1. При цьому відносне обтиснення прямокутних заготівок, розділених зсуненням, дорівнює щонайменше дворазовій відносній товщині перемички. Після розділяння заготівок може здійснюватися їхнє подальше прокатування для одержання необхідного профілю. Розглянемо приклад конкретного виконання способу, що не виключає інші можливі варіанти його здійснення. На стані 250 ведуть чотирьохривчакове прокатування арматурного профілю №10 з 80 сталі 20 ГС, використовуючи 15 клітей. У чорновій групі, що складається з 7 клітей формують чотирьохривчаковий підкат з розмірами В=114мм Н=21мм із товщиною заготівки h=15мм і товщиною перемичок рівною D1=6,5м на крайніх заготівках і D2=6мм -центральні перемички. Після обрізки переднього кінця розкат задається в кліть №8, де виробляється остаточне формування зчленованого розкату шириною В=120мм, Н=16,3мм, h=11,5мм, D1=2,5 мм, D2=2,0мм. У кліті №9 у валках з калібром, що має 2 гребені з розмірами h1=5мм, в1=30мм, в2=13мм і загальну ширину калібру із гладкою бочкою рівну 125мм, роблять повздовжнє розділяння розкату на чотири заготівки з розмірами поперечного перерізу крайніх заготівок вк´hk 30,0´11,0мм (16,3-11,0=5,3мм; 5,3/2,5>2) і двох середніх - 32,0´11,0мм. Далі, за допомогою привалкової арматури, заготівки розводяться по різним калібрам, причому в кліті попарно прокочуються або крайні, або середні заготівки. За три кліті кожна пара заготівок формується в коло Æ=10мм по системі овал-коло. Далі отриманий профіль відправляється для охолодження на рейковий холодильник і після остигання на ньому ріжеться на мірні довжини. 5 Комп’ютерна верстка А. Крижанівський 87645 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-separation of sections
Автори англійськоюRiabkin Yurii Yuriiovych, Solod Volodymyr Serhiiovych, Shenfeld Hlib Hlibovych, Sydorenko Denys Hennadiiovych
Назва патенту російськоюСпособ прокатки-разделения профилей
Автори російськоюРябкин Юрий Юрьевич, Солод Владимир Сергеевич, Шенфельд Глеб Глебович, Сидоренко Денис Геннадьевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатування-розділяння, профілів, спосіб
Код посилання
<a href="https://ua.patents.su/3-87645-sposib-prokatuvannya-rozdilyannya-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування-розділяння профілів</a>
Спосіб прокатування-розділяння розкату
Номер патенту: 85032
Опубліковано: 10.12.2008
Автори: Мінтус Андрій Миколайович, Трухачов Сергій Юрійович, Отто Костянтин Валентинович, Онищенко Сергій Олександрович
Мітки: прокатування-розділяння, розкату, спосіб
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, та повздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок, який відрізняється тим, що формування розкату із прямокутних заготівок здійснюють з підкату, який має відношення товщини перемички до його висоти...
Спосіб прокатування-розділяння розкату
Номер патенту: 85031
Опубліковано: 10.12.2008
Автори: Теряєв Олександр Митрофанович, Світличний Олексій Васильович, Феофілактова Катерина Володимирівна, Буров Іван Валентинович
Мітки: спосіб, розкату, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що перед повздовжнім розділянням заготівок здійснюють остаточне формування перемичок з радіусами закруглень до 1 мм за...
Спосіб прокатування-розділяння розкату
Номер патенту: 85033
Опубліковано: 10.12.2008
Автори: Туник Олег Анатолійович, Сидоренко Денис Геннадійович, Борщов Олексій Вікторович, Азін Євген Леонідович
Мітки: спосіб, розкату, прокатування-розділяння
Формула / Реферат:
1. Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що при вершинах розкату, розташованих біля перемички, на широких гранях прямокутних заготівок формують напливи шириною...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 36722
Опубліковано: 10.11.2008
Автори: Нєфєдьєв Олександр Сергійович, Бабенко Михайло Антонович, Нєфєдьєв Сергій Павлович, Нечепоренко Володимир Андрійович
МПК: B21B 1/00
Мітки: сортових, спосіб, заготівок, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння сортових заготівок, відповідно до якого формують тринитковий розкат із зонами майбутнього розділяння, проводять локальне деформування зон майбутнього розділяння перед прокаткою розкату в поділяючому калібрі й відокремлюють крайні нитки від центральної в поділяючому калібрі за допомогою поперечних сил, що розтягують, створюваних на похилих внутрішніх поверхнях крайніх ниток зовнішніми конусними поверхнями...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Нєфєдьєв Олександр Сергійович, Солод Володимир Сергійович, Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович, Нечепоренко Володимир Андрійович
Мітки: заготівок, прокатування-розділяння, сортових, спосіб
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Попередній патент: Спосіб переробки водного шламу металургійних виробництв
Наступний патент: Спосіб калібрування фототеодоліта
Випадковий патент: Спосіб виробництва харчового рибного фаршу